Изобретение относится к способам изготовления каркасов покрышек пневматических шин и может быть использовано в шинной промышленности.
Известен способ изготовления покрышек, по которому изготавливают каркас путем навивки обрезиненных нитей на тороидальную шину. Навивка нитей осуществляется путем перемещения укладчика по заданной траектории (см. патент США 3458146, кл. 242-4, опубл. 1969).
Недостатком этого способа является низкое натяжение нитей за счет возвратно-поступательного перемещения укладчика.
Известен и другой способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышек (см. патент США 3620867, кл. В 29 Н 17/20, опубл. 1971).
Однако известный способ имеет следующие недостатки:
форма получаемого каркаса покрышки далека от окончательной,
при формировании покрышки теряются все преимущества навитого каркаса, т. к. напряжения в нитях перераспределяются неравномерно, и невозможность обеспечения постоянного натяжения наматываемой нити.
Целью способа является автоматизация процесса навивки каркаса и уменьшения его массы.
Поставленная цель достигается тем, что оправку выполняют по форме вулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладываются под углом 29о по экватору каркаса и под углом 90о в зоне бортов.
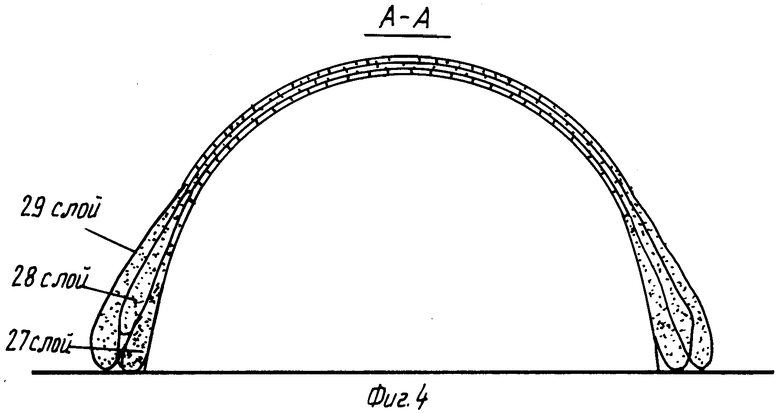
На фиг. 1 показана схема намотки каркаса; на фиг. 2 - процесс намотки каркаса; на фиг. 3 - процесс намотки боковой стенки; на фиг. 4 - разрез А-А на фиг. 3.
Способ изготовления каркаса покрышки пневматической шины осуществляется следующим образом.
Навивку каркаса ведут однонаправленными кордными нитями, установленными в бобинах 1 на шпулярнике. После установки бобин 1 на шпулярник нити с помощью гребенки 2 формируют в однонаправленную ленту шириной например 25-35 мм, которая при своем движении к торообразной оправке 3 проходит шприц-машину 4, в которой производят обрезинивание ленты. Обрезиненную ленту 5 через механизм регулирования натяжения 6, компенсатор 7 и координатную головку 8 подают на торообразную оправку 3. Навивку каркаса покрышки на торообразную оправку производят на специальном станке с программным управлением (условно не показан) по программе, которая имеет следующие характеристики для шины, например, 13,0/75-16:
Период витка 287о21'12"
Количество витков 155
Количество заходов 5
Угол заворота - 0о10 '55"
Ширина ленты - 25-35 мм
Время навивки витка 35,95 с.
При этом координаты начальной точки для спирального витка: Х = 588,12, y = 780,23, XR = 189,30, yR = =619,48, Q = 1904' 44", FJ = -68о02'53"; θ= 69о03'50".
Ленту 5 при навивке каркаса покрышки укладывают по геодезической линии с углом пересечения ленты 20о с одновременным изготовлением боковой стенки и бортового кольца.
Координатная головка 8 имеет необходимое количество координат управления раскладчиком. При навивке каркаса производят вращение оправки 3 с одновременным возвратно-поступательным перемещением раскладчика по заданной траектории 9-18. При этом для получения боковой стенки укладка обрезиненного корда производится по траектории 19-26 и осуществляется при вращении оправки 3. Для укладки ленты 5 на оправку 3 без изменения своих геометрических размеров по всей длине витка, вне зависимости от линии укладки и геометрии оправки, раскладчик разворачивают в горизонтальной и вертикальной плоскостях. Формирование борта производят навивкой однонаправленных обрезиненных лент с укладкой на полку оправки одновременно с каркасом шины поз 27-29. Для создания замкнутого (цельного) борта, образованного соответствующими дугами, производится уплотнение борта навивкой, например двухкольцевых слоев лент.
Управляющая программа представляет собой один циклический виток, где начало первого кадра совмещают с концом последнего кадра. Циклический виток, повторенный необходимое количество раз, покрывает обрезиненной лентой 5 всю поверхность оправки 3, образуя таким образом каркас покрышки.
Угол наклона нити корда по экватору каркаса покрышки составляет 29о, в бортовой зоне - 90о.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2027599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2123427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275304C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
| Способ изготовления брекера покрышек пневматических шин | 1989 |
|
SU1643180A1 |
| Способ изготовления покрышек пневматических шин | 1984 |
|
SU1260224A1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 1995 |
|
RU2087324C1 |



Использование: в шинной промышленности для изготовлении каркасов покрышек пневматических шин. Существо изобретения: оправку выполняют по форме вулканизованной покрышки. В процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним. Кордные нити укладывают под углом 29° по экватору каркаса и под углом 90° в зоне бортов. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что, с целью автоматизации процесса навивки каркаса и уменьшения его веса, оправку выполняют по форме вулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29o по экватору каркаса и под углом 90o в зоне бортов.
| Патент США N 3620867, кл | |||
| Солесос | 1922 |
|
SU29A1 |
