Изобретение относится к обработке металлов давлением, в частности к штамповке криволинейных деталей из листовых заготовок с электроконтактным нагревом, и может быть использовано в самолетостроении, других отраслях машиностроения.
Известна заготовка для штамповки деталей П-образной формы сечения с электроконтактным нагревом с выполненными поперечными прорезями вдоль линии сбега детали с пуансона (см. заявку N 92-014237/08 (059675) от 22.12.93).
Недостатками такой заготовки является то, что в зоне защемления в клеммах-зажимах имеет место перегрев, приводящий к разрушению заготовки при ее деформировании. Кроме того, нагревается лишь средняя часть заготовки (ток через прорези не проходит), что исключает возможность использования такой заготовки для получения деталей другой, отличной от П-образной формы (например V образной).
Наиболее близкой по технической сущности к предлагаемой заготовке является заготовка для листовой штамповки с электроконтактным нагревом с технологическими накладками на периферии, жестко соединенными с заготовкой и выполненными из более пластичного материала (см. патент N 178057, кл. В 21 D 22/02).
Недостатками данной заготовки является низкое качество получаемых деталей вследствие неплотного контакта между плоскими накладками и профилированными клеммами-зажимами, т.к. накладки имеют достаточно высокую жесткость. Жесткость накладок при их изгибе приводит также к короблению близко расположенных к ним частей детали после размыкания матрицы и пуансона. Кроме того, для изготовления накладок требуется листовой материал больших размеров, который после изготовления одной детали идет в отход.
Целью изобретения является повышение качества получаемых деталей. Поставленная цель достигается тем, что в заготовке, содержащей технологические накладки на периферии, выполненные с толщиной, не меньшей толщины заготовки из более пластичного материала с меньшим удельным сопротивлением, чем материал заготовки, накладки выполненные вдоль образующей предварительно сформированной заготовки. Это дало возможность обеспечить лучший электроконтакт между заготовкой и накладками, т.к. технологический припуск, выполненный в виде отдельных пластин, имеет значительно меньшую жесткость, чем цельный. Кроме того, расположение пластин в пространстве соответствует форме клемма-зажимов, т. к. пластины закрепляются относительно предварительно сформированной заготовки. Уменьшение жесткости технологических припусков приводит к уменьшению коробления ближних к ним частей детали (вследствие пружинения) после размыкания матрицы и пуансона.
Кроме того, технологические накладки их отдельных пластин целесообразно изготавливать из относительно мелких отходов, имеющихся на производстве, что приводит к снижению затрат на технологический отход, а следовательно, и к уменьшению себестоимость получаемых деталей. Для изготовления же известной заготовки требуется листовой материал намного больших размеров, который после изготовления каждой детали идет в отход.
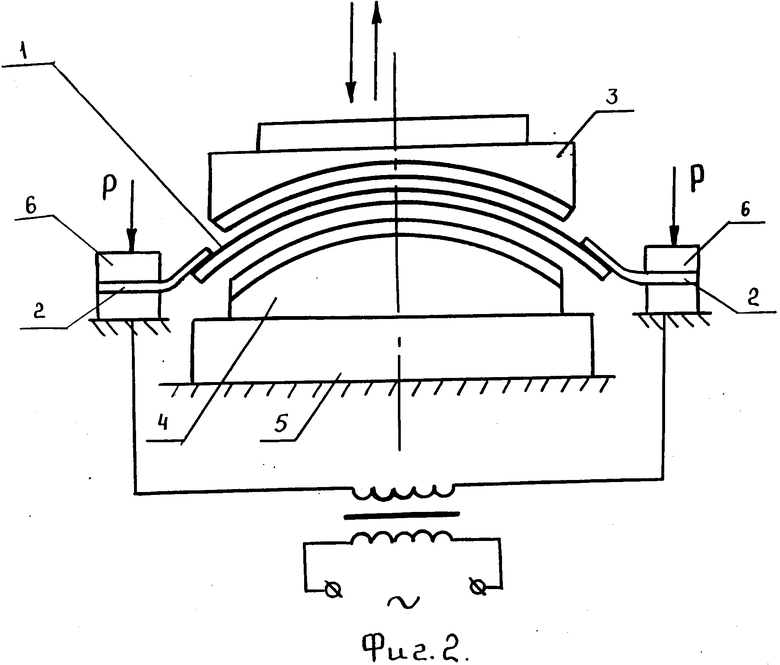
Сущность изобретения иллюстрируется чертежами, где фиг.1 общий вид заготовки, фиг.2 устройство для изготовления деталей.
В качестве заготовки предлагается предварительно спрофилированная по форме поперечного сечения листовая заготовка 1 (фиг.1) с закрепленными по края с помощью элекроконтактной точечной сварки, технологические накладки в виде прямоугольных накладок 2, количество которых зависит от кривизны поперечного сечения детали (чем меньше радиус кривизны, тем больше накладок при той же длине образующей). Накладки 2 изготавливают из более пластичного материала с меньшим удельным сопротивлением, чем материал заготовки, и с толщиной, не меньше толщины заготовки. При изготовлении детали с электроконтактным нагревом заготовку 1 (фиг.2) с накладками 2 размещают в штампе между матрицей 3 и пуансоном 4, установленным на основании 5. Накладки 2 зажимают клеммами-зажимами 6 и производят штамповку детали.
Предлагаемые заготовки были опробованы при изготовлении деталей из титанового сплава ВТ20 с толщиной 1,5 мм. Предварительное профилирование листовой заготовки производилось на листогибочном станке КГЛ-2. Накладки в виде прямоугольных пластин толщиной 2 мм изготавливались из сплава ОТ4, обладающего меньшим удельным сопротивлением и большей пластичностью по сравнению с ВТ20. Штамповка с электроконтактным нагревом производилась по схеме фиг.2 на гидравлическом прессе HVC-250. В результате в зоне зажима накладок клеммами обеспечивается надежный электроконтакт по всей длине, что позволило создать равномерное температурное поле. Детали получились без коробления. Накладки были изготовлены из отходов производства.
Предлагаемая заготовка позволит повысить качество получаемых деталей и снизить их себестоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2090286C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ (ВАРИАНТЫ) | 2000 |
|
RU2202629C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
Использование: обработка металлов давлением, в частности - штамповка криволинейных деталей из листовых заготовок с электроконтактным нагревом. Цель: повышение качества получаемых деталей. Сущность изобретения: на предварительно спрофилированной листовой заготовке вдоль образующей устанавливают с помощью электроконтактной сварки технологические накладки, выполненные с толщиной, не меньшей толщины заготовки из более пластичного материала с меньшим удельным сопротивлением. Накладки выполнены в виде нескольких прямоугольных пластин, расположенных параллельно ее образующей. Положительный эффект: уменьшается коробление деталей, повышается их качество, уменьшается их себестоимость. 2 ил.
Заготовка для листовой штамповки с электроконтактным нагревом, имеющая на периферии технологические накладки, выполненные толщиной не меньшей толщины заготовки из более пластичного материала с меньшим удельным сопротивлением, чем материал заготовки, отличающаяся тем, что заготовка выполнена профилированной, а технологические накладки в виде нескольких прямоугольных пластин, расположенных параллельно ее образующей.
| Заготовка для листовой штамповки | 1991 |
|
SU1787057A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

