Заявляемое изобретение относится к обработке металлов давлением и предназначено для изготовления коллекторов электрических машин.
Известен способ изготовления промежуточной заготовки для коллектора электродвигателя (см. доклад Карла Шталя. Прогрессивная технология обработки давлением и холодной штамповки с применением кривошипно-коленных прессов. Доклад по поводу международной выставки "Станки-91", - М. : 23.05. - 24.05.91), включающий получение цилиндрической заготовки, ее калибровку, выдавливание из откалиброванной заготовки стакана с формированием опорных выступов ламелей, выполненных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, удаление дна стакана и обточку торцов.
В известном способе образование ламелей на внутренней поверхности пустотелой заготовки осуществляют продольным выдавливанием пуансоном за один переход по всей длине заготовки, что позволяет упростить и сократить набор инструментов, применяемых в способе.
Основным недостатком известного способа является высокая нагрузка на концевую часть пуансона и неравномерность распределения нагрузки на инструмент по его длине, что приводит к снижению стойкости инструмента и возможным поломкам.
Известен также способ изготовления промежуточной заготовки для коллектора электродвигателя по патенту РФ N 2090296, принятый авторами в качестве ближайшего аналога - прототипа.
В способе по патенту N 2090296, включающем получение сплошной цилиндрической заготовки, ее калибровку, выдавливание из откалиброванной заготовки стакана с формированием опорных выступов ламелей, выполненных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, удаление дна стакана и обточку торцов.
С целью снижения нагрузки на концевую часть пуансона, равномерного распределения нагрузки по длине рабочей части пуансона и, тем самым, повышения стойкости инструмента, в способе по патенту РФ N 2090296 стакан формируют продольным выдавливанием при внедрении пуансона в откалиброванную заготовку на неполную длину продольных пазов, поместив заготовку в цилиндрическую закрытую с одного конца матрицу, а затем, не снимая стакана с пуансона, тем же пуансоном протягивают через сквозную матрицу вытяжки с калибрующим круглым отверстием до образования полости с глубиной, равной длине ламелей коллектора и их лепестков с припуском на подрезку торцов промежуточной заготовки. Далее производят удаление дна стакана токарным способом и обточку торцов.
Основным недостатком способа по патенту РФ N 2090296 является повышенный расход металла при токарной финишной обработке промежуточной заготовки, и именно при токарном отрезании дна стакана.
Перед заявляемым способом поставлена задача снизить расход металла за счет исключения удаления дна стакана токарным способом.
Указанный технический результат, а именно снижение расхода металла, достигается за счет того, что в способе изготовления промежуточной заготовки для коллектора электродвигателя, включающем получение сплошной цилиндрической заготовки, ее калибровку, продольное выдавливание стакана с формированием опорных выступов ламелей, расположенных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, из откалиброванной заготовки, помещенной в цилиндрическую закрытую с одного конца матрицу путем внедрения пуансона на неполную длину продольных пазов, и далее, без снятия стакана с пуансона, тем же пуансоном, заключительное формообразование опорных выступов ламелей и обечайки под их лепестки заданной длины в матрице с круглым сквозным отверстием, удаление дна стакана и обточку торцов, согласно изобретению, заключительное формообразование опорных выступов ламелей и обечайки под их лепестки производят в матрице с цилиндрической полостью, у выходного конца на внутренней поверхности которой расположено в виде кольцевой ступени вырубное кольцо, за один переход путем вырубки дна стакана торцом пуансона с одновременным формированием профиля опорных выступов ламелей на месте вырубленного дна стакана и выдавливанием обечайки под лепестки ламелей на противоположном конце заготовки.
Благодаря исключению токарной операции отрезания дна стакана при финишной обработке промежуточной заготовки для коллектора электродвигателя получен технический результат, а именно снижен расход металла.
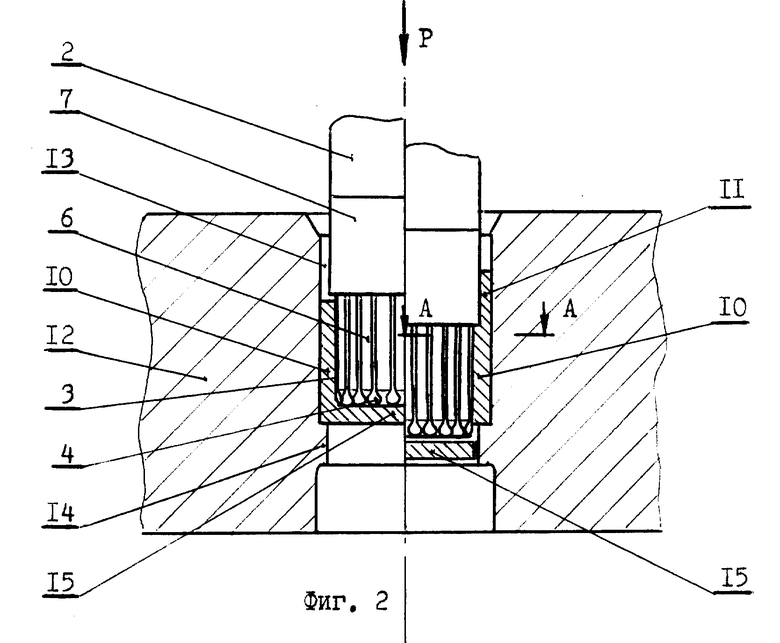
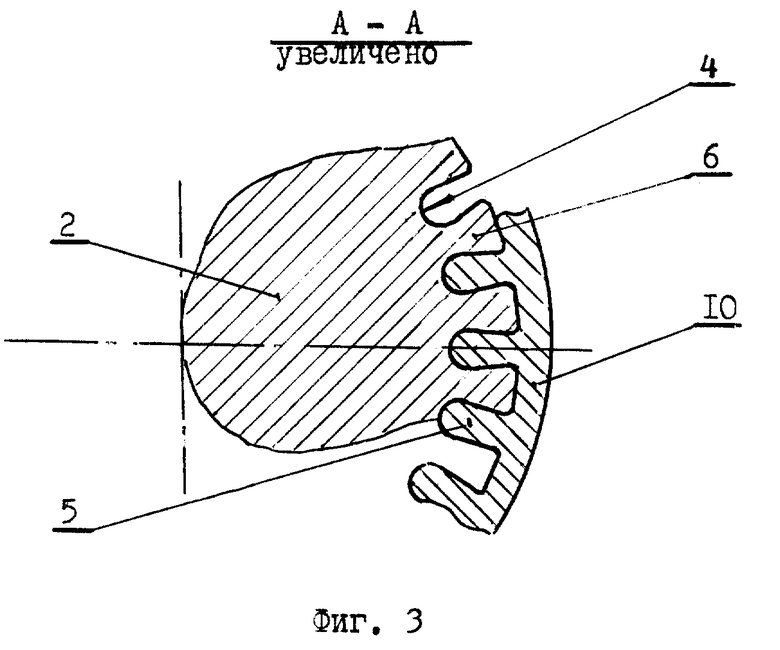
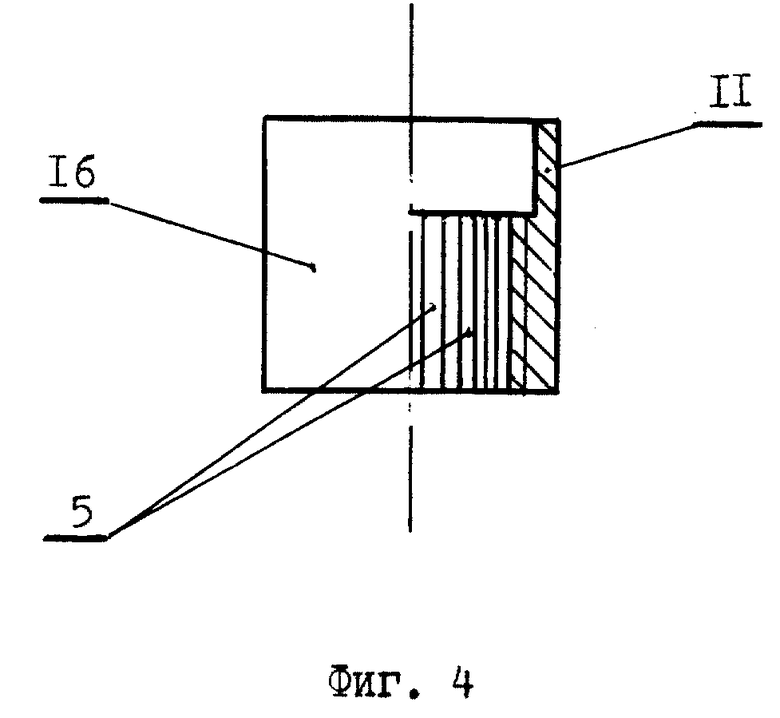
На фиг. 1 приведена схема продольного выдавливания стакана в осевом разрезе; на фиг. 2 - схема получения промежуточной заготовки; на фиг. 3 изображен поперечный разрез А-А фиг. 2 в увеличенном масштабе; на фиг. 4 представлена промежуточная заготовка в готовом виде.
Способ изготовления промежуточной заготовки для коллектора электродвигателя состоит из ряда операций.
От прутка отделяют сплошную цилиндрическую заготовку 1, которую калибруют поперечным выдавливанием. Для последующей обработки заготовки 1 применяют пуансон 2 (фиг. 1), на рабочем цилиндрическом конце которого образован, начиная с торца, профильный участок 3, на поверхности которого выполнены продольные пазы 4, имеющие в поперечном сечении форму поперечного сечения опорных выступов 5 ламелей готового коллектора и разделенные между собой ребрами 6 (фиг. 1, 2, 3). За профильным участком 3 пуансона 2 выполнен участок 7 с круглой цилиндрической поверхностью, диаметр которой равен 1,0 - 1,1 диаметра профильного участка 3 по выступам ребер 6. Длину цилиндрического участка 3 пуансона 2 выполняют равной длине ламелей готового коллектора, а длину цилиндрического участка 7 пуансона 2 выполняют равной длине лепестков ламелей с добавлением на обоих участках 3 и 7 припуска на подрезку торцов заготовки.
Сначала откалиброванную заготовку 1 помещают в цилиндрическую матрицу 8, закрытую с одного конца противопуансоном 9 (фиг. 1), и пуансоном 2 осуществляют продольное выдавливание, при этом пуансон 2 внедряют в заготовку 1 на глубину, равную 0,8 - 0,9 длины профильного участка 3 пуансона 2, и образуют стакан 10. Затем, не снимая стакана 10 с пуансона 2, тем же пуансоном 2 осуществляют заключительное формообразование опорных выступов 5 ламелей и обечайки 11 под лепестки ламелей. Для этой операции применяют матрицу 12 с цилиндрической полостью 13, у выходного конца на внутренней поверхности которой расположено в виде кольцевой ступени вырубное кольцо 14 (фиг. 2). Пуансоном 2 в матрице 12 за один переход вырубают дно 15 стакана 10 торцом пуансона 2 и одновременно формируют профиль опорных выступов 5 ламелей на месте вырубленного дна 15 стакана 10 и выдавливают обечайку 11 под лепестки ламелей на противоположном конце заготовки. При этом диаметр отверстия вырубки вырубного кольца 14 матрицы 12 выбирают равным диаметру профильного участка 3 пуансона 2 с припуском, равным 0,05 - 0,14 толщины дна стакана. Диаметр цилиндрической полости 13 матрицы 12 выбирают равным диаметру изготовляемого коллектора с припуском на финишную обточку.
После заключительного формообразования опорных выступов 5 ламелей и обечайки 11 под их лепестки в матрице 12 подрезают торцы. Таким образом получают промежуточную заготовку 16 в виде втулки, на внутренней поверхности которой расположены опорные выступы 5 ламелей и круглая гладкая цилиндрическая поверхность обечайки 11 (фиг. 4).
Благодаря заявляемому способу изготовления промежуточной заготовки для коллектора электродвигателя получен технический результат, а именно снижен расход металла за счет исключения токарной операции отрезания дна стакана при заключительном формообразовании опорных выступов 5 ламелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
| УСТРОЙСТВО ДЛЯ ПРОБИВКИ ДНА ЗАГОТОВКИ ТИПА "СТАКАН" С ГЛАДКОЙ КРУГЛОЙ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2169629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ДЕТАЛИ | 1995 |
|
RU2084306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| Способ изготовления деталей типа стакан | 1988 |
|
SU1581464A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
Заявляемое изобретение относится к обработке металлов давлением и предназначено для изготовления коллекторов электрических машин, а конкретно для получения промежуточной заготовки, содержащей опорные выступы ламелей. Способ изготовления промежуточной заготовки для коллектора электродвигателя включает получение сплошной цилиндрической заготовки, ее калибровку, продольное выдавливание стакана с формированием опорных выступов ламелей, расположенных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, из откалиброванной заготовки, помещенной в цилиндрическую закрытую с одного конца матрицу путем внедрения пуансона на неполную длину продольных пазов. Далее без снятия стакана с пуансона, тем же пуансоном формообразуют опорные выступы ламелей и обечайки под их лепестки заданной длины в матрице с круглым сквозным отверстием. Удаляют дно стакана и производят обточку торцов. Заключительное формообразование опорных выступов ламелей и обечайки под их лепестки производят в матрице с цилиндрической полостью, у выходного конца на внутренней поверхности которой расположено в виде кольцевой ступени вырубное кольцо, за один переход путем вырубки дна стакана торцом пуансона с одновременным формированием профиля опорных выступов ламелей на месте вырубленного дна стакана и выдавливанием обечайки под лепестки ламелей на противоположном конце заготовки. Благодаря исключению токарной операции отрезания дна стакана при финишной обработке промежуточной заготовки для коллектора электродвигателя получен технический результат, а именно снижен расход металла. 4 ил.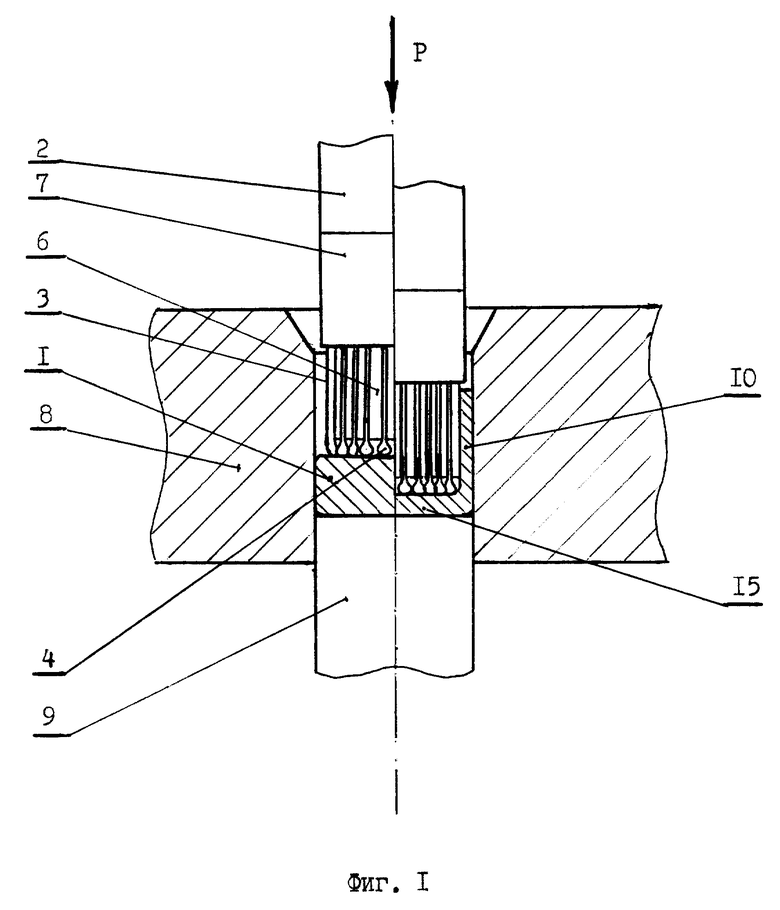
Способ изготовления промежуточной заготовки для коллектора электродвигателя, включающий получение сплошной цилиндрической заготовки, ее калибровку, продольное выдавливание стакана с формированием опорных выступов ламелей, расположенных на его внутренней боковой поверхности, пуансоном, на рабочем конце которого выполнены продольные пазы, имеющие в поперечном сечении форму поперечного сечения формируемых опорных выступов ламелей, из откалиброванной заготовки, помещенной в цилиндрическую закрытую с одного конца матрицу путем внедрения пуансона на неполную длину продольных пазов, и далее без снятия стакана с пуансона тем же пуансоном, заключительное формообразование опорных выступов ламелей и обечайки под их лепестки заданной длины в матрице с круглым сквозным отверстием, удаление дна стакана и обточку торцов, отличающийся тем, что заключительное формообразование опорных выступов ламелей и обечайки под их лепестки производят в матрице с цилиндрической полостью, у выходного конца на внутренней поверхности которой расположено в виде кольцевой ступени вырубное кольцо, за один переход путем вырубки дна стакана торцом пуансона с одновременным формированием профиля опорных выступов ламелей на месте вырубленного дна стакана и выдавливанием обечайки под лепестки ламелей на противоположном конце заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| УСТРОЙСТВО ДЛЯ ПУСКА ДИЗЕЛЯ ТЕПЛОВОЗА | 1990 |
|
RU2009051C1 |

