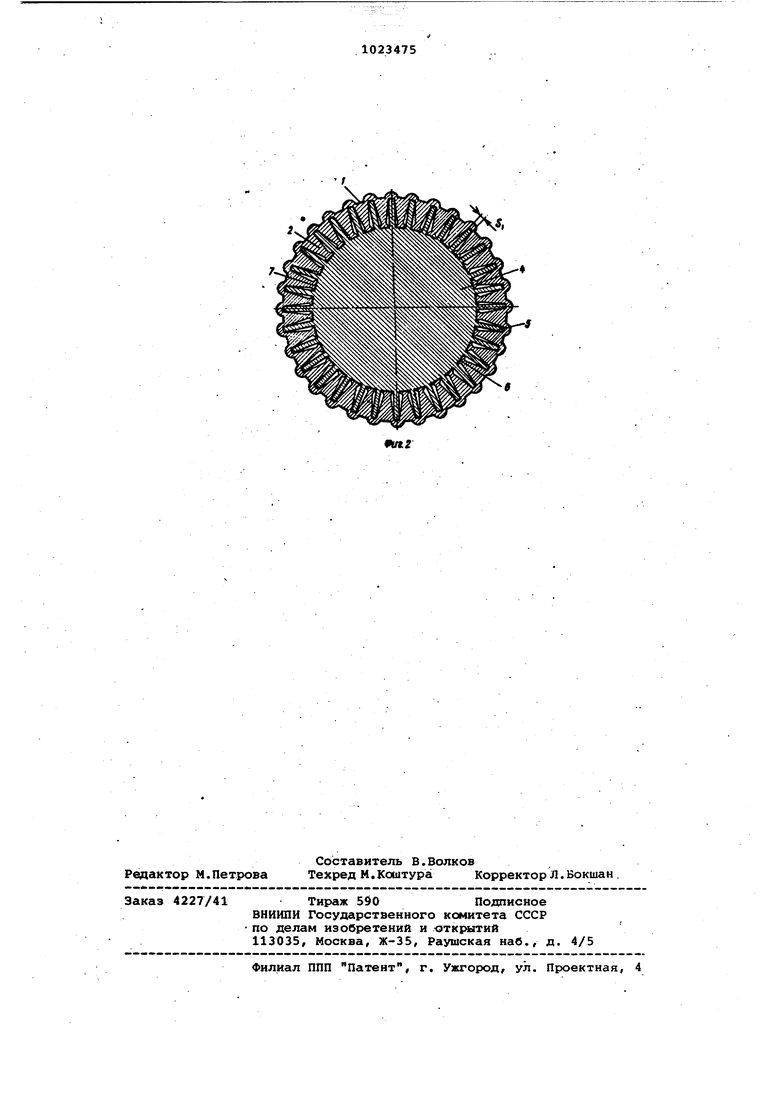
Изобретение относится к обработк металлов давлением, более конкретно к способам штамповки коллектора эле родвигателя из трубной заготовки, и может быть использовано во всех областях народного хозяйства для изго товления коллекторов электрических машин малого и большого диаметра. Известен способ изготовления кол лектора электрических машин из полы заготовок, заключающийся в вьщавлив НИИ на цилиндрической поверхности полой заготовки клиновидных пазов с образованием перемычек на внутренне и торцовой поверхностях,удалении пе емычки с одной из этих поверхносте опрессовки пластмассой и удалении второй перемый ки Г . Недостатком данного способа явля ется практическая неосуществимость глубоких пазов малого сечения при изготовлении коллекторов небольшого диаметра из-за низкой устойчивости инструмента. Кроме того, возникает необходимость осуществления двух операций по снятию перемычек, Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготовления коллектора электродвигателя из трубной заготовки пластическим деформированием, включающий выдавливание в егсевом направлении выс пов на внутр енней поверхности заготовки, обжим ее и формообразование утолщений в .виде ласточкина хвоста на внутвенней поверхности выступов Недостатком этого способа являртся то, что при изготовлении кол-, лекторов малого диаметра формообраз ванне заготовки осуществляется за три перехода (выдавливание, обжим и раздача цилиндрическим пуансоном в кольцевой удерживающей матрице). Кроме того, при свободном обжиме выдавленной заготовки сечение каналов уменьшается неравномерно,в результате чего после опрессовки пластмассой и обточки может быть получен коллектор с неравномерной толщиной изоляционного слоя между пластинами. Таким образом , недостатками известного способа являются малая производительность и низкое качество получаемого коллектора. Целью изобретения является повышение производительности и улучшение качества коллектора. Поставленная цель достигается тем, что согласно способу, включающему выдавливание в осевом направлении выступов на внутренней поверхности заготовки, обжим ее и формообразование утолщений в виде ластдчкива хвоста на внутренней поверхности выступов, обисим заготовки и формообразование утолщений на выступах производят одновременно на оребренной оправке, при этом калибруют зазор между выступами заготовки. На фиг.1 изображена заготовка после выдавливания продольных внутренних выступов с введенной внутрь ее оребренной оправкой, поперечное сечение; на фиг.2 - то же, после обжшла в конической матрице на оребренной оправке, поперечное сечение. Способ осуществляется следующим образом. Из полой цилиндрической заготовки, полученной при резке трубы, изготавливают выдавливанием в конической матрице на оребренной оправке (не показано) заготовку 1 с выступами 2 и впадинами 3, профиль которых соответствует профилю ребер оправки (не показано). В полученную заготовку вводят оправку 4 с peбpгkми 5, толщина которых S1 меньше ширины впадин 5 и равна толщине изоляционного слоя между пластинами готового коллектора. Заготовку 1 :; расположенной внутри ее оправкой 4 обжимают в конической матрице (не показано) меньшего диаметра. При этом уменьшают диаметр заготовки 1 и ширину впадин 3 между выступами 2. В результате уменьшения диаметра заготовки в процессе обжима при контактировании внутренней поверхности выступов 2 с участками Цилиндрической поверхности 6 оправки 4 высаживают утолщения 7 на выступах 2 в виде ласточкина хвоста.Од-, но1временно за. счет уменьшения впаfifiH 3 заготовки 1 при обжиме на ребрах 5 оправки 4 получают калиброванную ширину 5 впадин 3, равную толщине изоляционного слоя между пластинами коллектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Оправка для штамповки коллектора электродвигателя из полой заготовки | 1982 |
|
SU1016023A1 |
| Способ изготовления коллекторов электродвигателя | 1983 |
|
SU1172638A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ ИЗ ТРУБНОЙ ЗАГОТОВКИ пластическим деформированием, включающий выдавливание в осевом направлении выступов H«i внутрен ней поверхности заготовки, обжим ее и формообразование утолщений в виде ласточкина хвоста на внутренней поверхности выступов, о т л и ч а ю. щ и и с я тем, что, С целью повышения производительности и улучшения качества коллектора, обжим заготовки и формообразование yтoJПцeний на вые- , тупах производят одновременно на ореб.ренной оправке, при этсмч калибруют зазор между выступами заготовки. (/) ю Од О1
| Способ изготовления коллектора электрической машины | 1975 |
|
SU557450A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ПУСКА ДИЗЕЛЯ ТЕПЛОВОЗА | 1990 |
|
RU2009051C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
