Изобретение относится к области машиностроения и может использоваться при оценке глубины коррозионностойкой части диффузионного слоя после твердостного азотирования или нитрозакалки (закалки после азотирования или нитроцементации).
Известны способы определения коррозионной стойкости диффузионного слоя после антикоррозионного азотирования (Металловедение и термическая обработка стали и чугуна. Справочник. М. Металлургиздат, 1956, с. 626). Все известные способы заключаются в выдержке азотированных деталей или образцов-свидетелей в коррозионной среде и оценке признаков коррозии на поверхности. По глубине диффузионного слоя коррозионная стойкость не проверяется и остается неизвестной.
После твердостного азотирования и нитрозакалки вообще не контролируется коррозионная стойкость диффузионного слоя (Лахтин Ю.М. Коган Я.Д. Азотирование стали. М. Машиностроение, 1976, с. 138-139, 102-106). Известно, однако, что на процесс износа деталей машин влияет и коррозия (Костецкий Б.И. Трение, смазка и износ в машинах. Киев: Техника, 1970, с. 271-274).
После нитрозакалки нитроцементированных деталей также не проверяется толщина коррозионностойкой части диффузионного слоя (Шубин Р.П. Гринберг М. Л. Нитроцементация деталей машин. М. Машиностроение, 1975).
За прототип принят способ определения коррозионной стойкости диффузионного слоя антикоррозионного азотирования, заключающийся в выдержке деталей в водопроводной воде (1 сутки, не менее) и осмотре поверхности: в местах пор и трещин появляются следы ржавчины. Недостаток прототипа не контролируется глубина коррозионностойкого слоя.
Цель изобретения расширить технологические возможности способа определения коррозионной стойкости диффузионного слоя для определения глубины коррозионностойкой части слоя.
Поставленная цель достигается ступенчатым шлифованием испытуемой поверхности на всю предлагаемую глубину диффузионного слоя, испытанием в коррозионной среде и оценкой суммарной глубины всех ступеней, не имеющих коррозии.
Общие признаки с прототипом: испытание в водопроводной воде и визуальный осмотр на признаки коррозии. Отличительные признаки: ступенчатая шлифовка поверхности на глубину диффузионного слоя и ее испытание на коррозионную стойкость по ступеням.
Для реализации способа на деталях или образце-свидетеле после азотирования или нитрозакалки делают ступенчатую шлифовку (плоскую или круглую, в зависимости от формы поверхности). Задают шаг величины ступени, например, 0,05 мм. Задают общую глубину шлифовки, исходя из необходимости ступенчатой шлифовки всего диффузионного слоя. При этом общеизвестна скорость газового азотирования, ориентировочно 10 ч на 0,1 мм слоя. Ступенчатую поверхность погружают в водопроводную воду комнатной температуры и выдерживают, например, 17-18 ч. Испытанные на коррозию детали осматривают, и оценивают число ступеней без коррозии. С учетом их числа и шага ступеней рассчитывают глубину коррозионностойкой составляющей диффузионного слоя.
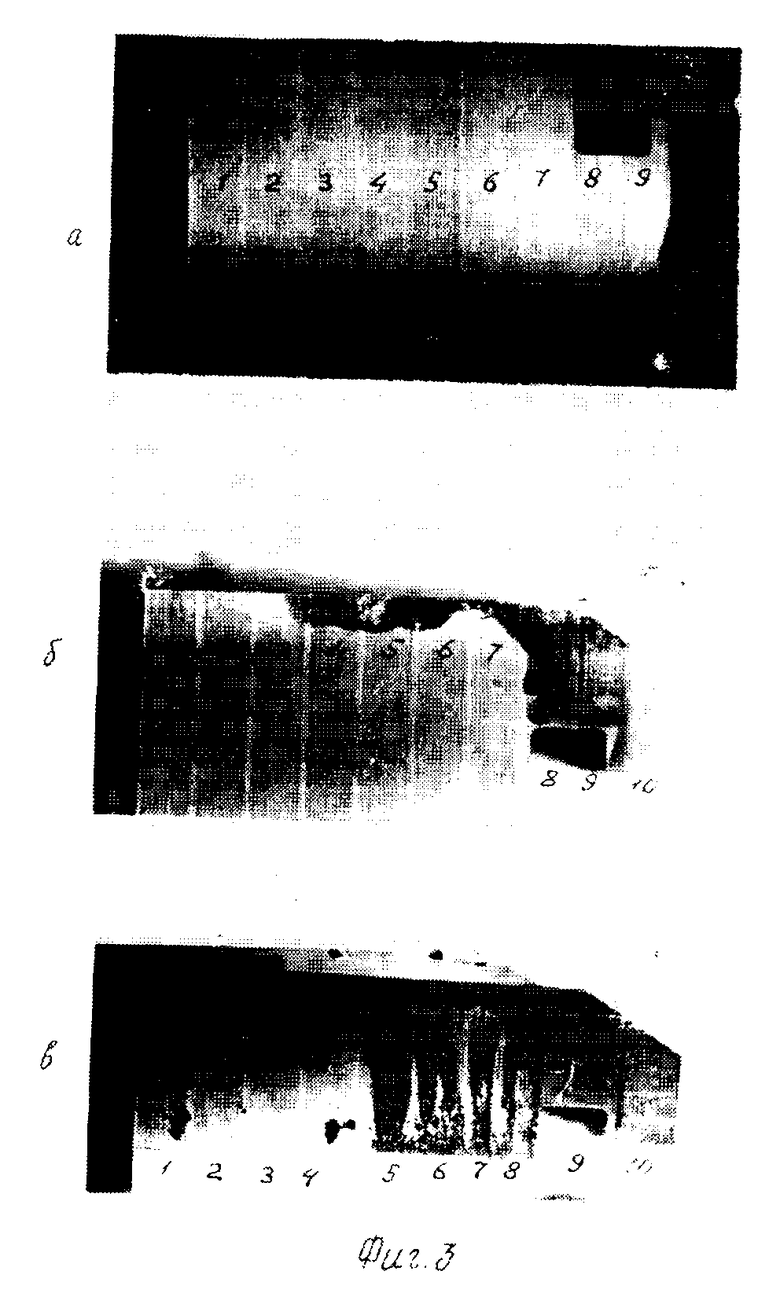
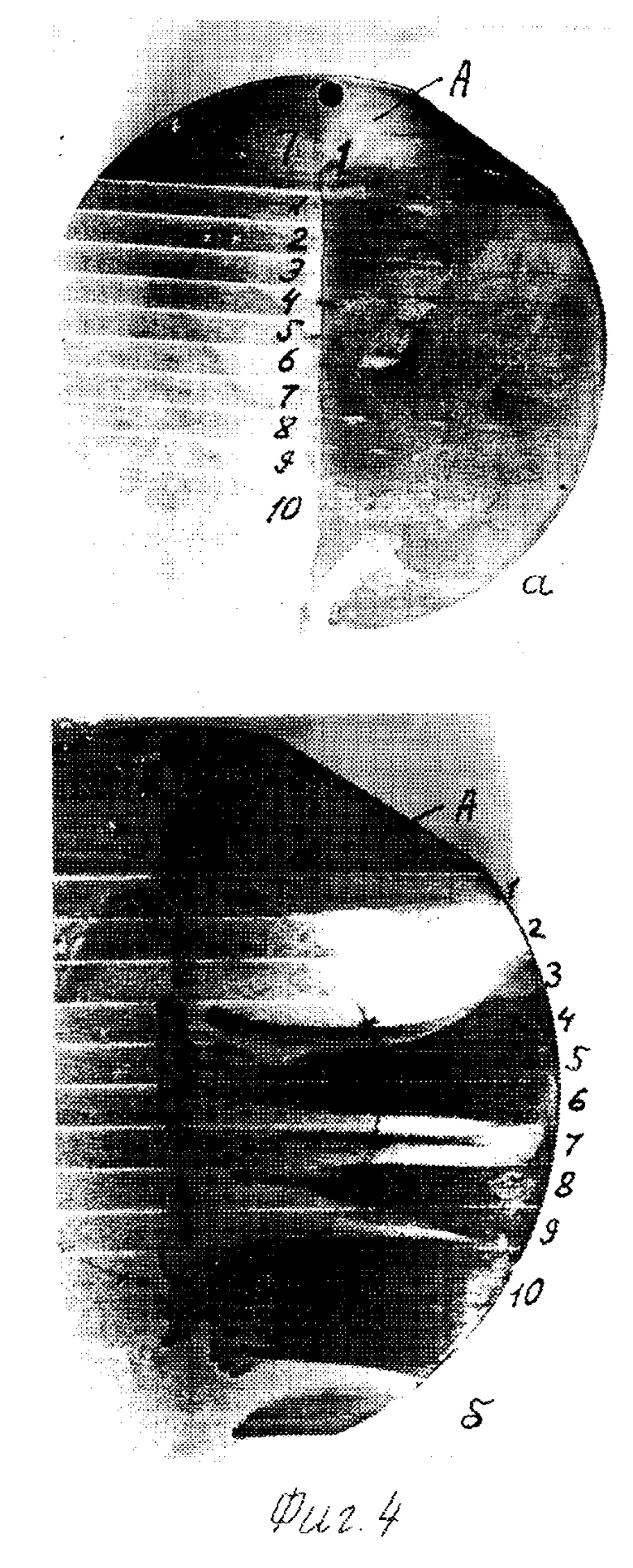
На фиг. 1 показана твердость по глубине диффузионного слоя шиберов из разных сталей с азотированием и нитрозакалкой по цементированному слою: 1 - сталь 20Х, нитрозакалка; 2 норма поверхностной твердости шибера из стали 20Х с цементацией; 3 норма глубины цементации шибера из стали 20Х; 4 глубина коррозионностойкого азотированного слоя; 5 твердость азотированных шиберов из стали 38ХМЮА; 6 -норма твердости азотированного шибера; 7 -твердость шибера из стали 30Х133; на фиг. 2 микроструктура азотированного слоя шибера из стали 38Х2МЮА. х15; на фиг. 3 шибер из стали 38Х2МЮА с коррозионностойким слоем разной глубины после азотирования: а 0,45 мм (9 ступенек); б 0,35 мм (7 ступенек); в 0,2 мм (4 ступеньки). х1; на фиг. 4 образцы с разной коррозионной стойкостью из стали 18ХГ после нитрозакалки по цементированному слою и ступенчатой шлифовки: а поверхность А не шлифована после нитрозакалки, коррозии нет, на ступеньках 1-10 коррозия, б - коррозионностойкие ступеньки 1-3, на ступеньках 4-10 и поверхности А - коррозия.
Способ проверен практически при изготовлении шиберов задвижек фонтанной арматуры. Размеры шибера-пластины 25 х 78 х 200 мм. Применяемые и исследованные стали: 38Х2МЮА и 30Х13 с азотированием, 20Х и 18ХГ с нитрозакалкой по цементированному слою. После ХТО и термообработки на шиберах проверяли: поверхностную твердость и твердость на ступенях, шлифованных по 0,05 мм, хрупкость, глубину диффузионного слоя, твердость сердцевины и коррозионную стойкость (после выдержки в водопроводной воде оценивали ступени без коррозий и их суммарную глубину). В воду погружали половину шибера или образца. Принятые в тексте обозначения: Ц цементация; Аз азотирование; Зак закалка; Н/отп низкий отпуск; К коррозия; ХТО химико-термическая обработка.
Пример 1. Изготавливали шиберы из стали 38Х2МЮА с азотированием на глубину (после шлифовки и доводки) не менее 0,35 мм с поверхностной твердостью 670-1050H 30. Распределение твердости Y по глубине Х диффузионного слоя подчиняется линейному закону (фиг. 1, график 5):
Y 854,911 1018,73Х
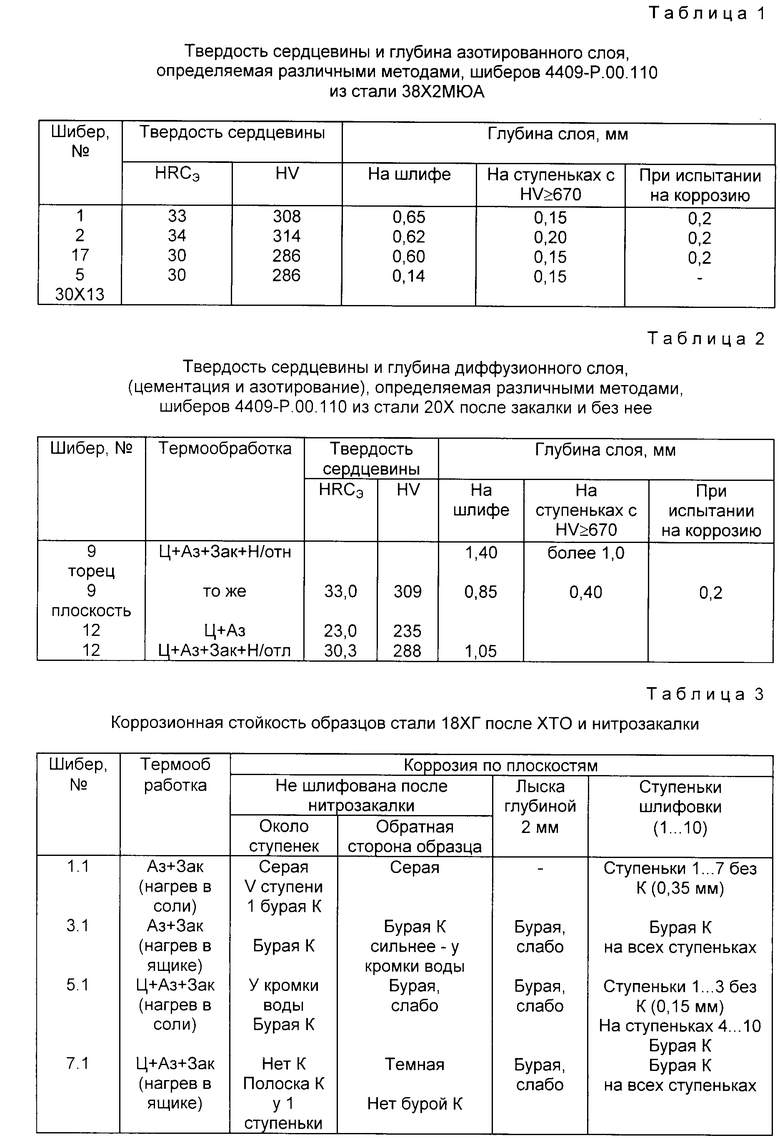
Твердость сердцевины и глубина слоя показаны в табл. 1. Предложенным способом определили коррозионностойкую часть слоя, она равна 0,2 мм, что составляет одну треть общей глубины диффузионного слоя и соответствует наиболее твердой поверхности части слоя. На фиг. 2 показан слой азотирования на макрошлифе, на фиг. 3 часть диффузионного слоя без коррозии (ступени 1, 2 и т. д.).
Коррозионностойкая часть слоя не остается постоянной, как на шиберах N 1, 2, 17 (табл. 1), а может быть разной, как показано на фиг. 3. Это зависит, очевидно, от условий азотирования при практически одинаковых режимах. Сюда относятся условия: колебания состава стали в пределах марки, влажность аммиака, деазотирование при охлаждении осадка деталей в печи и др.
Предложенный способ позволяет определить глубину наиболее ценной части диффузионного слоя коррозионностойкой. Это позволяет обоснованно назначать технологический припуск и не снимать полностью этот слой после ХТО.
Пример 2. Изготавливали шиберы из стали 20Х с нитрозакалкой по цементированному слою (табл. 2). Поверхность шиберов цементировалась, после шлифовки с сохранением диффузионного слоя шиберы азотировались и подвергались светлой закалке. Твердость таких изделий по глубине слоя показана на фиг. 1 (поле 1), глубина диффузионного слоя в табл. 2. Глубина коррозионностойкого слоя после испытания в воде равна 0,2 мм при общей глубине слоя 0,85 мм (шибер N 9, на "плоскости"). Для низколегированной стали 20Х это положительный эффект, равносильный для комплексно легированной стали 38Х2МЮА.
Пример 3. Предлагаемый способ опробован также на образцах стали 18ХГ с нитрозакалкой. Образцы толщиной 27 мм и диаметром 90 мм после шлифовки торцов подвергались цементации, после шлифовки -азотированию и затем закалке (табл. 3). При закалке применили разные условия защиты азотированного слоя при нагреве: часть образцов нагревали в расплаве соли (нейтральная среда), другую часть образцов нагревали в ящике с верхними карманами, куда засыпался карбюризатор. После полного цикла термообработки, включая низкий отпуск в печи, оценивали коррозионную стойкость после испытания в водопроводной воде (выдержка 17-18 ч). Не шлифованная после ХТО поверхность имеет разную коррозионную стойкость, после светлой закалки эта поверхность коррозионностойкая (шибер N 1.1 и 5.1), то же и на шибере N 7.1 после нагрева в ящике (фиг. 4,а). Однако по глубине слоя на ступеньках коррозия отсутствует только на образцах после светлой закалки (табл. 3, шиберы N 1.1 и 5.1 и фиг. 3, б). Глубина коррозионностойкого слоя составляет 0,35 мм на шибере N 1.1 (7 ступенек) и 0,15 мм на шибере N 5.1 (3 ступеньки). Общая глубина диффузионного слоя шиберов равна 0,6-1 мм, твердость поверхности после нитрозакалки с охлаждением в воде равна 63HRCЭ.
Технико-экономический эффект от внедрения предложения заключается в повышении износостойкости деталей машин после их химико-термической обработки, в частности азотирования и нитрозакалки. Это обеспечивается оптимизацией выбора марки конструкционных сталей, режимов азотирования, нитрозакалки, назначения величины и сошлифовки технологического припуска так, чтобы на деталях оставался преимущественно коррозионностойкий слой достаточной глубины. Например, на шиберах из стали 38Х2МЮА после азотирования можно достигать коррозионностойкого слоя до 0,45 мм, после нитрозакалки сталей 20Х и 18ХГ до 0,15-0,35 мм.
Предлагаемый способ позволяет по новому задавать в конструкторской документации глубину диффузионного слоя упрочняемых методом ХТО деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИТРОЗАКАЛКИ СТАЛИ С ДВОЙНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2000 |
|
RU2184796C2 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ СТАЛИ | 1994 |
|
RU2082820C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ ДИФФУЗИОННОГО СЛОЯ | 1995 |
|
RU2122718C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО УДАЛЕННОГО УПРОЧНЕННОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2631436C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОСТОЙКОСТИ СТАЛИ | 1999 |
|
RU2164348C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2186149C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ | 1997 |
|
RU2131468C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2627551C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2603932C1 |
| КОРРОЗИОННО-СТОЙКАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ СТАЛЬ | 2005 |
|
RU2296177C1 |
Сущность изобретения: испытуемую деталь подвергают азотированию или нитрозакалке, от ее поверхности на глубину диффузионного слоя выполняют ступени с заданной глубиной шага посредством шлифования. После этого деталь выдерживают в воде в течение 17-18 ч, и в качестве параметра, по которому судят о коррозионной стойкости диффузионного слоя детали, выбирают количество ступеней без коррозии и глубину их шага. 3 табл., 4 ил.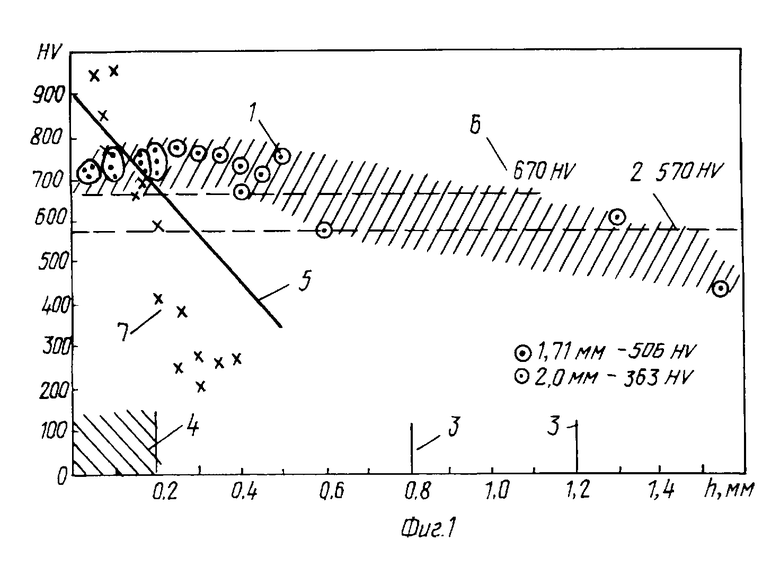
Способ определения коррозионной стойкости диффузионного слоя детали из конструкционной стали, заключающийся в азотировании или нитрозакалке испытуемой детали, ее выдержке в воде и определении параметра, по которому судят о коррозионной стойкости диффузионного слоя, отличающийся тем, что перед выдержкой в воде от поверхности испытуемой детали на всю заданную глубину диффузионного слоя выполняют ступени с заданной глубиной шага посредством шлифования, выдержку детали в воде осуществляют в течение 17 18 ч, а в качестве параметра, по которому судят о коррозионной стойкости диффузионного слоя детали, выбирают количество ступеней без коррозии и глубину их шага.
| Металловедение и термическая обработка стали и чугуна: Справочник | |||
| - М.: Металлургиздат, 1956, с | |||
| КОЛОСНИКОВАЯ РЕШЕТКА | 1923 |
|
SU626A1 |
