Изобретение относится к области машиностроения, в частности к химико-термическим методам обработки поверхности различных стальных и чугунных деталей, работающих в условиях трения, износа, коррозии.
Известен способ поверхностной обработки стальных и чугунных деталей, называемый "азотирование", включающий нагрев до температуры 520-650oС в атмосфере, содержащей преимущественно активный азот, выдержку при указанной температуре и последующее охлаждение (см. А.А. Шмыков. Справочник термиста, изд. 2-е, М., 1952 г., с.150). Процесс азотирования в данном способе является окончательной (финишной) операцией цикла поверхностной обработки детали. Детали, прошедшие поверхностную обработку указанным способом с соблюдением температуры нагрева, не подвержены деформации и короблению и не требуют, как правило, дополнительной механической обработки. В результате азотирования в поверхностном слое стальных и чугунных деталей повышается твердость и, как следствие, износостойкость.
Однако детали с поверхностным слоем, полученным известным способом, не обладают повышенной коррозионной стойкостью.
Известен способ поверхностной обработки стальных и чугунных деталей, называемый "антикоррозионное азотирование", включающий нагрев детали до температуры 550-750oС в атмосфере, содержащей преимущественно активный азот, выдержку при указанной температуре, заданное время и последующее охлаждение (см. Ю.М. Лахтин, Я.Д. Коган. Азотирования стали, М., 1976 г., с.99). Детали с поверхностным слоем, полученным указанным способом, имеют высокую коррозионную стойкость в атмосфере, водопроводной воде, перегретом паре за счет образования в поверхностном слое высокоазотистой ε-фазы, обладающей положительным электродным потенциалом, а также за счет получения плотного, беспористого поверхностного слоя.
Недостатком известного способа является получение поверхностного слоя невысокой твердости, а также недостаточная коррозионная стойкость деталей в особо агрессивных средах, например, содержащих сероводород.
Известен также способ поверхностной обработки стальных и чугунных деталей, называемый "нитрозакалка", включающий процесс азотирования путем нагрева до температуры насыщения в атмосфере, содержащей преимущественно активный азот, выдержки при данной температуре с последующим охлаждением, после чего вновь нагревают деталь до температуры выше Аc1 или Ас3 (Асm) (для систем Fe-C) в нейтральной или эндотермической атмосфере, выдерживают деталь при указанной температуре, после чего проводят ускоренное охлаждение, обработку холодом и низкотемпературный отпуск (см. Ю.М. Лахтин, Я.Д. Коган. Азотирования стали, М., 1976 г., с.102).
Известен также способ "нитрозакалки" - поверхностной обработки стальных и чугунных деталей, включающий процесс поверхностного азотирования детали путем ее нагрева до температуры насыщения в азотирующей атмосфере и выдержки при указанной температуре, а также последующий процесс закалки детали, включающий нагрев под закалку с температуры азотирования до температуры, превышающей Аc1 или Ас3 (Аcm) (для систем Fe-C) в той же азотирующей атмосфере, выдержку детали при указанной температуре, ускоренное охлаждение, обработку холодом и низкотемпературный отпуск (см. Ю.М. Лахтин, Я.Д. Коган. Азотирования стали, М., 1976 г., с.102).
Поверхностная обработка стальных и чугунных деталей указанным способом придает им прекрасное сочетание свойств обработанных деталей: высокую твердость и износостойкость, высокий предел выносливости, а также высокую коррозионную стойкость. Такое сочетание свойств достигается за счет получения особой структуры поверхностного слоя, содержащей значительное количество азотистого аустенита и азотистого мартенсита. Для получения таких структур в поверхностном слое проводится нагрев после азотирования до температур выше критических (для системы Fe-C) с последующим ускоренным охлаждением.
Однако негативным следствием высокотемпературного нагрева и закалки является, как правило, деформация, особенно деталей сложной формы и малой жесткости. Поэтому промышленное применение известного способа в качестве окончательной (финишной) операции поверхностной обработки для большинства деталей машиностроения неприемлемо. Последующие доводочные механические операции для таких деталей невозможны, так как припуски на мехобработку, как правило, соизмеримы с глубиной азотированного слоя.
Предлагаемым изобретением решается техническая задача обеспечения окончательной (финишной) бездеформационной обработки деталей с формой любой сложности и любой жесткости при обеспечении в обработанных деталях свойств: высокая твердость и износостойкость, высокий предел выносливости и высокая коррозионная стойкость.
Для получения такого технического результата в предлагаемом способе поверхностной обработки стальных и чугунных деталей, включающем процесс поверхностного азотирования детали путем ее нагрева до температуры насыщения в азотирующей атмосфере с последующей выдержкой при указанной температуре и процесс закалки детали, включающий нагрев детали в контролируемой атмосфере до температуры, превышающей температуру насыщения азотом, выдержку при указанной температуре и ускоренное охлаждение, а также обработку детали холодом и низкотемпературный отпуск, предлагается по 1-му и 2-му вариантам выдержку детали в процессе поверхностной закалки вести в диапазоне температур 590-727oС, а в качестве контролируемой атмосферы при этом использовать нейтральную, или эндотермическую, или окислительную атмосферу. По 2-му варианту после выдержки в процессе азотирования детали перед ее последующим нагревом в процессе закалки предлагается дополнительно производить охлаждение детали.
Процессы поверхностного азотирования и закалки можно вести в одной технологической камере путем регулирования температуры и изменения состава атмосферы.
Достижение названного технического результата обеспечивается благодаря следующему.
Отсутствие деформации у деталей любой жесткости и с формой любой сложности, обработанных по предлагаемому способу, подтверждается экспериментально и объясняется тем, что при нагреве детали до температур предлагаемого диапазона в процессе всего цикла обработки не происходит никаких фазовых и структурных превращений в сердцевине деталей. Фазовые и структурные превращения, происходящие в поверхностном азотированном слое глубиной в несколько десятых долей миллиметра, не могут привести к деформации всей детали за исключением случаев, когда минимальное сечение детали соизмеримо с глубиной слоя, однако это недопустимо по конструктивным соображениям.
Для придания стальной или чугунной детали требуемых свойств - высокая твердость и износостойкость, высокий предел выносливости и высокая коррозионная стойкость - предлагаемым способом осуществляют формирование поверхностного слоя в два этапа. На первом этапе осуществляют обычное азотирование при температурах 520-650oС, в результате которого в поверхностном слое деталей образуются высокоазотистые фазы в соответствии с диаграммой состояния Fe-N: ε, γ, азотистый аустенит.
На втором этапе создаются условия для уменьшения содержания азота в поверхностном слое до концентраций, при которых единственной высокоазотистой фазой может быть только азотистый аустенит. Это достигается заменой азотирующей атмосферы на нейтральную, или эндотермическую, или окислительную. Смена азотирующей атмосферы на нейтральную, эндотермическую или окислительную может осуществляться непосредственно в камере, где происходило азотирование, путем изменения состава подаваемых газов, а также может осуществляться путем переноса деталей из камеры азотирования в другое нагревательное устройство (печь, камеру, ванну и т.д.), где уже имеется нейтральная, эндотермическая или окислительная атмосфера. В последнем случае детали после азотирования незначительно охлаждают при переносе из камеры азотирования в другое нагревательное устройство (печь, камеру, ванну и т.д.); при этом возможно охлаждение до комнатной температуры. Использование второго нагревательного устройства (печи, камеры, ванны и т.д.) и промежуточное охлаждение после азотирования перед закалкой увеличивают суммарное время обработки деталей, однако обеспечивают стабильность получаемых результатов, увеличивают срок службы оборудования, упрощают процесс охлаждения при закалке, увеличивают вариантность технологических возможностей в цикле обработки деталей.
В результате выдержки в интервале стабильности азотистого аустенита 590-727oС азот из поверхностного слоя выделяется в атмосферу и диффундирует в глубь детали. Процесс продолжают до тех пор, пока концентрация азота в поверхностном слое не понизится до предела его растворимости в аустените при температуре выдержки 590-727oС. Единственной высокоазотистой фазой при этих условиях может быть только азотистый аустенит. Дальнейшее проведение ускоренного охлаждения, желательно в воду, чтобы не успело пройти промежуточное превращение азотистого аустенита в браунит (Fe4N+Feα), и при достижении температуры начала мартенситного превращения для системы Fe - N часть азотистого аустенита превратится в азотистый мартенсит. При обработке легированных сталей возможно охлаждение на воздухе, если при этом не успевает пройти промежуточное превращение. Все описанные превращения происходят только в поверхностном слое детали, обогащенном азотом; сердцевина деталей превращения не претерпевает, и поэтому геометрические размеры деталей не меняются (деформация отсутствует).
Таким образом, обработка стальных и чугунных деталей по предлагаемому способу позволяет получить в поверхностном слое структуры азотистого аустенита и азотистого мартенсита, которые в совокупности обеспечивают высокую твердость и износостойкость, высокий предел выносливости, а также высокую коррозионную стойкость деталей. При этом не происходит деформации и коробления деталей, в силу чего не требуется дополнительная механическая обработка деталей.
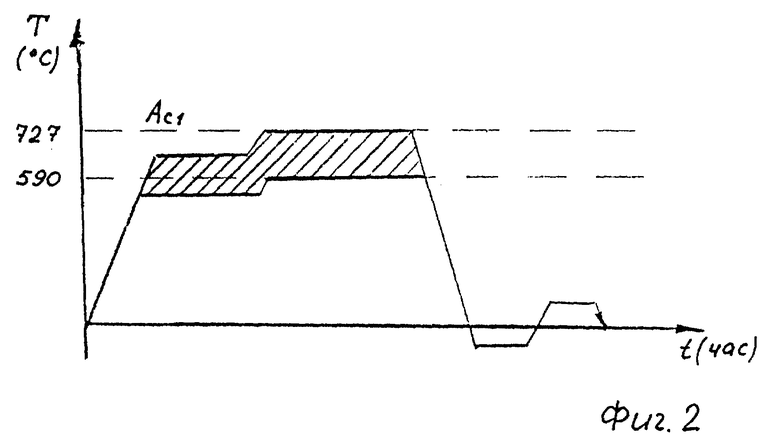
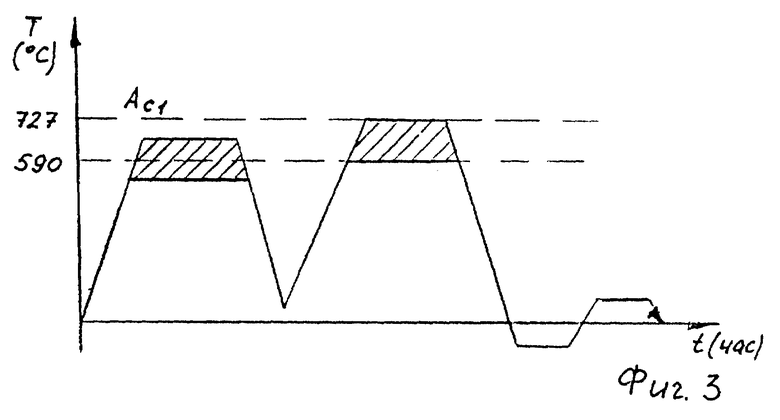
Сущность предлагаемого изобретения поясняется чертежом, на котором в координатах "температура - время" на фиг.1 представлен известный по прототипу способ поверхностной обработки деталей; на фиг. 2 и 3 -1-й и 2-й варианты предлагаемого способа.
Из чертежа видно, что процесс азотирования происходит путем нагрева детали до температуры 520-650oС и выдержки ее в азотирующей среде, после чего осуществляют процесс закалки детали. Для этого по прототипу (фиг.1) вновь нагревают деталь до температур, выше критических величин: Аc1 или Ас3 (Асm) (для систем Fe-C) с последующей выдержкой в этой же атмосфере и быстрым охлаждением, обработкой холодом и низкотемпературным отпуском. По первому варианту (фиг. 2) процесс закалки детали ведут путем нагрева ее сразу после процесса азотирования до температуры в диапазоне 590-727oС и выдержку ведут в нейтральной, или эндотермической, или окислительной атмосфере, после чего осуществляют ускоренное охлаждение, обработку холодом и низкотемпературный отпуск. По второму варианту (фиг.3) после процесса азотирования перед процессом закалки проводят промежуточное охлаждение детали, возможно и до комнатной температуры, после чего осуществляют нагрев детали до температуры в диапазоне 590-727oС и выдержку ведут в нейтральной, или эндотермической, или окислительной атмосфере, после чего осуществляют ускоренное охлаждение, обработку холодом и низкотемпературный отпуск.
Пример 1. Цилиндры штанговых насосов из стали 38Х2МЮА в количестве 18 штук для проведения поверхностной обработки были помещены в камеру ионного азотирования ИОН-140, в которой провели:
- нагрев деталей до температуры 520oС со скоростью 100-150oС в час и выдержку при температуре 520oС в течение 6 часов в азотирующей атмосфере - среде диссоциированного аммиака;
- в конце выдержки по газовой магистрали начали подавать аргон;
- последующий нагрев до температуры 620oC(+20oC) в нейтральной атмосфере - среде аргона - и выдержку в течение 1 часа в этой же атмосфере;
- быстрое охлаждение со скоростью более 100oС в секунду;
- последующий низкотемпературный отпуск, совмещенный с горячим оксидированием.
В структуре поверхностного слоя получено более 80% азотистого аустенита. Глубина слоя 0,2-0,25 мм, микротвердость 730-810 МПа. Контрольные образцы выдержали стандартные испытания на стойкость к сульфидной коррозии под напряжением по стандарту NACE ТМ 0177-96.
Пример 2. Поверхностной обработке были подвергнуты детали -"износостойкое соединение", состоящее из переходника и муфты из стали 40ХН. Детали в количестве 40 переходников или 120 муфт помещали в установку ИОН-60. Обработку вели по режиму:
- нагрев до температуры 520oС со скоростью 100-150oС в час и выдержка при температуре 520oС в азотирующей атмосфере - 50% водорода и 50% азота в течение 2-х часов;
- охлаждение до комнатной температуры со скоростью 5oС в минуту;
- последующий нагрев в окислительной атмосфере шахтной печи до температуры 630oС(+20oС) и выдержка при этой же температуре в этой же атмосфере в течение 1 часа;
- ускоренное охлаждение со скоростью более 100oС в секунду;
- последующий низкотемпературный отпуск, совмещенный с горячим оксидированием.
В структуре поверхностного слоя получено более 80% азотистого аустенита. Глубина слоя 0,1-0,15 мм, микротвердость 550-600 МПа. Контрольные образцы выдержали стандартные испытания на стойкость к сульфидной коррозии под напряжением по стандарту NACE ТМ 0177-96.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2005 |
|
RU2291227C1 |
| Способ обработки инструментальныхСТАлЕй | 1979 |
|
SU821512A1 |
| Способ поверхностного упрочнения стальных деталей | 1990 |
|
SU1763517A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2415964C1 |
| Способ термической обработки стальных деталей | 1982 |
|
SU1116075A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
| Способ комбинированной обработки стальных деталей | 1980 |
|
SU907074A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1780340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194794C2 |
Изобретение относится к области машиностроения, в частности к химико-термическим методам обработки поверхности различных стальных и чугунных деталей, работающих в условиях трения, износа, коррозии. Задачей изобретения является обеспечение окончательной бездеформационной обработки деталей с формой любой сложности и любой жесткости. В данном способе поверхностной обработки стальных и чугунных деталей, включающем процесс поверхностного азотирования детали путем ее нагрева до температуры насыщения в азотирующей атмосфере с последующей выдержкой при указанной температуре и процесс закалки детали, включающий нагрев детали в контролируемой атмосфере до температуры, превышающей температуру насыщения азотом, выдержку при указанной температуре и ускоренное охлаждение, а также обработку детали холодом и низкотемпературный отпуск, предлагается по 1-му и 2-му вариантам выдержку детали в процессе поверхностной закалки вести в диапазоне температур 590-727oС, а в качестве контролируемой атмосферы при этом использовать нейтральную, или эндометрическую, или окислительную атмосферу. По 2-му варианту после выдержки в процессе азотирования детали перед ее последующим нагревом в процессе закалки предлагается дополнительно производить охлаждение детали. Техническим результатом данного способа является обеспечение в обработанных деталях высокой твердости, износостойкости, высокого предела выносливости и высокой коррозионной стойкости. 2 с. и 1 з.п. ф-лы, 3 ил.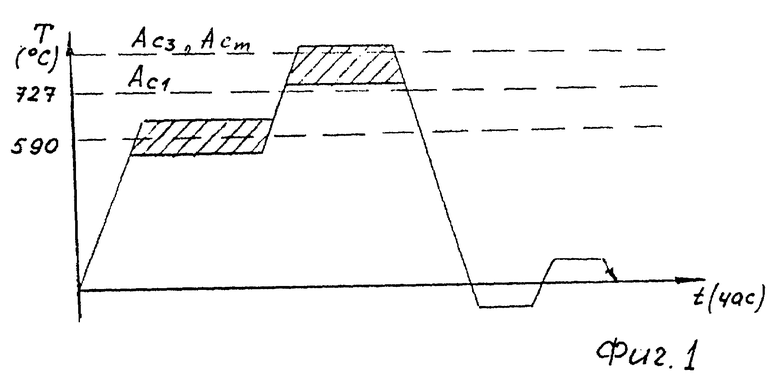
| ЛАХТИН Ю.М | |||
| и др | |||
| Азотирование стали | |||
| - М.: Машиностроение, 1976, с.102 | |||
| JP 57002826, 08.01.1982 | |||
| JP 56084416, 09.07.1981 | |||
| Способ регенерации поглотительного раствора на основе солей одновалентной меди | 1977 |
|
SU682492A1 |
| 0 |
|
SU161044A1 | |
