Изобретение относится к листовой штамповке и может быть использовано при многопереходной глубокой вытяжке деталей различной конфигурации.
Известен способ вытяжки деталей, при котором листовой материал размещают между пуансоном и прижимом с одной стороны и матрицей с другой стороны. Предотвращение образования гофров осуществляют при помощи установленного на матрице поддерживающего кольца, по которому скользит материал фланца.
Недостатком известного способа является невозможность получения тонкостенных деталей.
Целью изобретения является повышение коэффициента вытяжки и качества тонкостенных деталей.
Цель достигается тем, что заготовку из листового материала обтягивают по пуансону за несколько переходов, между переходами на сменный пуансон устанавливают с натягом втулку с наружным диаметром, равным диаметру пуансона предыдущего перехода, с последующим ее смещением по направлению действия усилия, а заготовку зажимают матрицей предыдущего перехода.
Степень вытяжки при существующих методах штамповки листовых материалов ограничена величиной напряжений, возникающих в штампуемом материале. Наиболее опасный участок вытягиваемой детали зона, прилегающая к закругленной части пуансона, так как материал заготовки, огибая закругленную кромку пуансона, подвергается не только напряжением растяжения, но и изгиба, вследствие чего штампуемая заготовка разрушается в указанной зоне, т.е. происходит отрыв дна от штампуемой заготовки. В заявляемом решении для уменьшения действующих напряжений в упомянутой зоне предлагается рационально использовать силы трения, возникающие между пуансоном и заготовкой в процессе штамповки. На сменный пуансон с натягом устанавливают втулку, которая перемещается относительно пуансона с заготовкой; при этом сила трения между пуансоном и заготовкой уменьшает напряжения, возникающие в заготовке. В процессе многопереходной вытяжки происходит увеличение высоты детали за счет уменьшения диаметра заготовки.
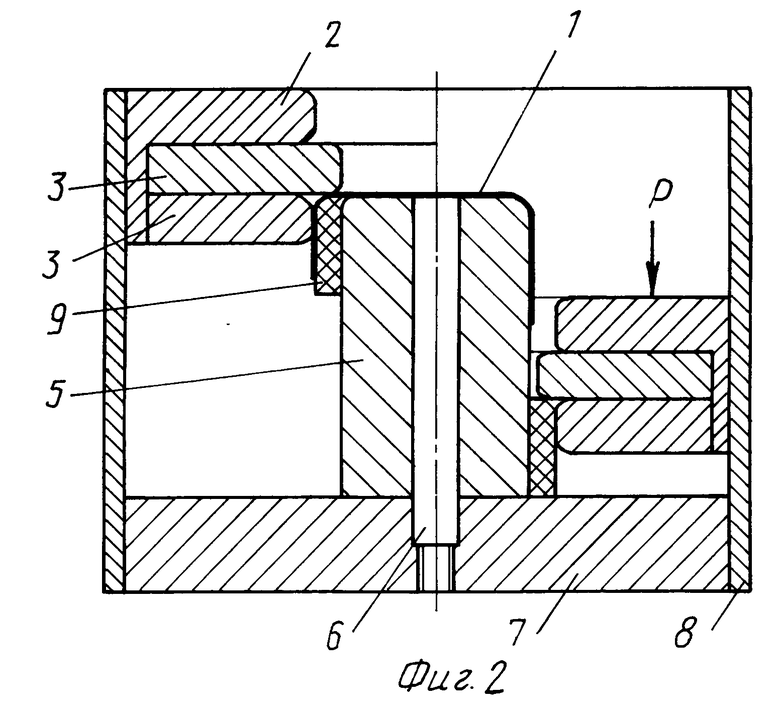
На фиг.1 показан первый переход штамповки; на фиг.2 последующие переходы вытяжки (где 1 заготовка, 2 кольцо прижимное, 3 кольцо сменное, 4 -пружина, 5 пуансон сменный, 6 центрирующий стержень, 7 основание, 8 -цилиндр, 9 втулка).
Способ осуществляют следующим образом.
Заготовку 1 зажимают между поверхностью кольца 2 и сменного кольца 3 с помощью пружины 4. Под действием силы P кольца 2 и 3 с зажатой заготовкой 1 перемещаются вниз, в результате происходит оформление заготовки по пуансону 5.
Второй и последующие переходы производят в следующей последовательности: заготовку 1 зажимают между сменным кольцом 3, которое оформляло заготовку на предыдущем переходе и установленной на пуансон втулкой из полиуретана с наружным диаметром, равным внутреннему диаметру заготовки. Под действием силы P сменные кольца 3 и прижимное кольцо 2 перемещаются вниз. Вытяжка заготовки происходит в процессе оформления ее сменным кольцом 3 по сменному пуансону 5, при этом втулка 9 выталкивается вниз из-под заготовки.
Проведены испытания предложенного способа. Были изготовлены детали в виде стакана в количестве 200 шт, при этом отштампованные детали удовлетворяли требованиям КД.
Технический результат снижение количества переходов и улучшение качества деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНИЩЕМ СФЕРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2157739C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2187399C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ПУТЕМ ВЫТЯЖКИ | 1998 |
|
RU2206422C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
Использование: в области листовой штамповки при многопереходной вытяжке деталей различной конфигурации. Сущность изобретения: заготовку из листового материала обтягивают по пуансону за несколько переходов, между переходами на сменный пуансон устанавливают с натягом втулку с наружным диаметром, равным диаметру пуансона предыдущего перехода, с последующим ее смещением по направлению действия усилия, а заготовку зажимают матрицей предыдущего перехода. Технический результат: повышается коэффициент вытяжки и качество тонкостенной детали. 2 ил.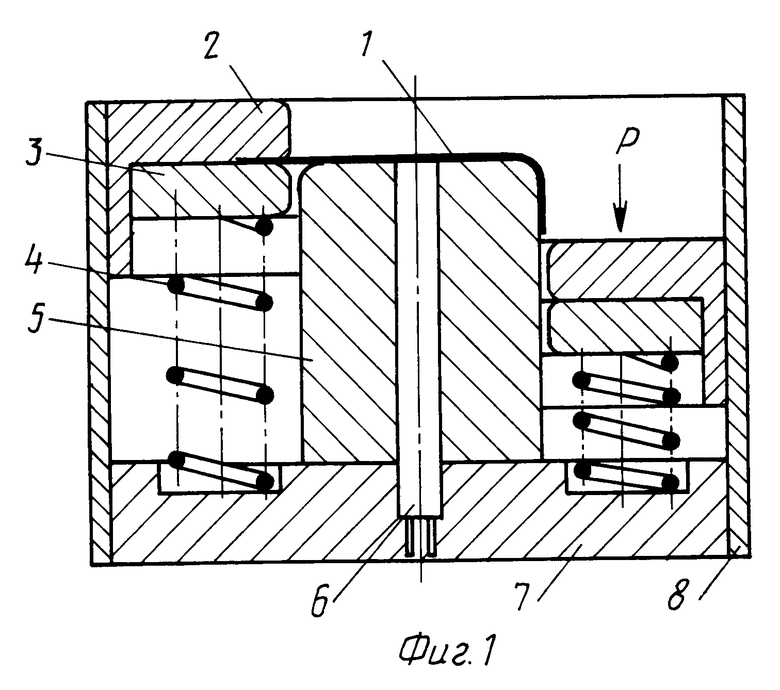
Способ изготовления полых деталей глубокой вытяжкой из листовых заготовок в одном штампе за несколько переходов, на каждом из которых заготовку обтягивают по пуансону, отличающийся тем, что между переходами на сменный пуансон устанавливают с натягом втулку с наружным диаметром, равным диаметру пуансона предыдущего перехода, с последующим ее смещением по направлению действия усилия, при этом заготовку зажимают матрицей предыдущего перехода.
| FR, заявка, N 2510916, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

