Изобретение относится к области машиностроения при обработке металлов давлением, а именно к технологии изготовления как осесимметричных деталей, так и деталей коробчатой формы методом импульсной, в частности, электрогидроимпульсной штамповки.
Известен способ глубокой импульсной вытяжки деталей, включающий прижим заготовки к опорной поверхности и формообразование заготовки путем воздействия на нее импульсами нагружения, создаваемыми электрическим разрядом в жидкости. (Оборудование и технологические процессы с использованием электрогидравлического эффекта. /Под ред. Гулого Г.А. - М.: Машиностроение, 1977, с.99, 155-158).
В процессе вытяжки по данному способу между заготовкой и матрицей возникает большое трение, что влечет за собой значительное утонение материала в центре заготовки с последующим ее разрушением. При этом происходит быстрый износ инструмента, задиры на поверхностях заготовки и матрицы. Кроме того, при оформлении тонкостенных деталей по матрице в процессе электрогидроимпульсной штамповки необходимо создавать вакуум между заготовкой и инструментом, так как тонкостенные заготовки коробятся из-за большой скорости их движения при импульсном нагружении при наличии воздуха между заготовкой и матрицей. Необходимость создания вакуума между заготовкой и матрицей приводит к усложнению оснастки, оборудования и, главное, к значительному снижению производительности процесса штамповки.
Наиболее близким к заявляемому способу является способ глубокой импульсной вытяжки деталей, включающий прижим заготовки к опорной поверхности, формообразование путем воздействия на нее импульсами нагружения, которые создают электрическим разрядом в жидкости. Статическое нагружение осуществляют в направлении, противоположном направлению действия импульсов нагружения, путем воздействия на заготовку пуансоном, а формооброзование осуществляют последовательным набором материала заготовки на пуансон, а пуансон перемещают в направлении к заготовке в паузах между импульсами нагружения. (Патент №2158644, МПК B 21 D 22/20, опубл. БИ №31, 10.11.2000).
Задачей, на решение которой направлено предлагаемое изобретение, является повышение качества при получении деталей из труднодеформируемых материалов.
Использование изобретения позволит получить следующий технический результат: повышение качества получаемых заготовок за счет исключения образования гофров.
Для решения поставленной задачи, в известном способе глубокой импульсной вытяжки деталей, включающим прижим заготовки к опорной поверхности и формообразование заготовки путем воздействия на нее импульсами нагружения, которые создают электрическим разрядом в жидкости, производят на заготовку после прижима статическое нагружение в направлении, противоположном направлению действия импульсов нагружения, путем воздействия на заготовку пуансоном, формообразование при этом осуществляют путем последовательного набора материала заготовки на пуансон, который перемещают в направлении к заготовке в паузах между импульсами нагружения, предлагается материал для набора на пуансон резервировать в выемке, выполненной на опорной поверхности нижнего диска таким образом, чтобы штампуемый материал заполнял выемку, перемещаясь от периферии заготовки. Выемку выполняют с острым углом со стороны захода металла, располагают ее под полостью разрядной камеры, а внутренний диаметр разрядной камеры должен быть не меньше большего диаметра выемки, а вставок относительно пуансона устанавливают без зазора.
В предлагаемом способе осуществляется резервирование материала в выемке, выполненной на опорной поверхности нижнего диска, что позволяет избежать провисания по окружности штампуемого материала в зазоре между пуансоном и нижним диском, что в свою очередь исключает возможность образования гофров на заготовке. Выемка облегчает процесс затягивания периферийной части заготовки и тормозит перемещение материала заготовки из центральной ее части.
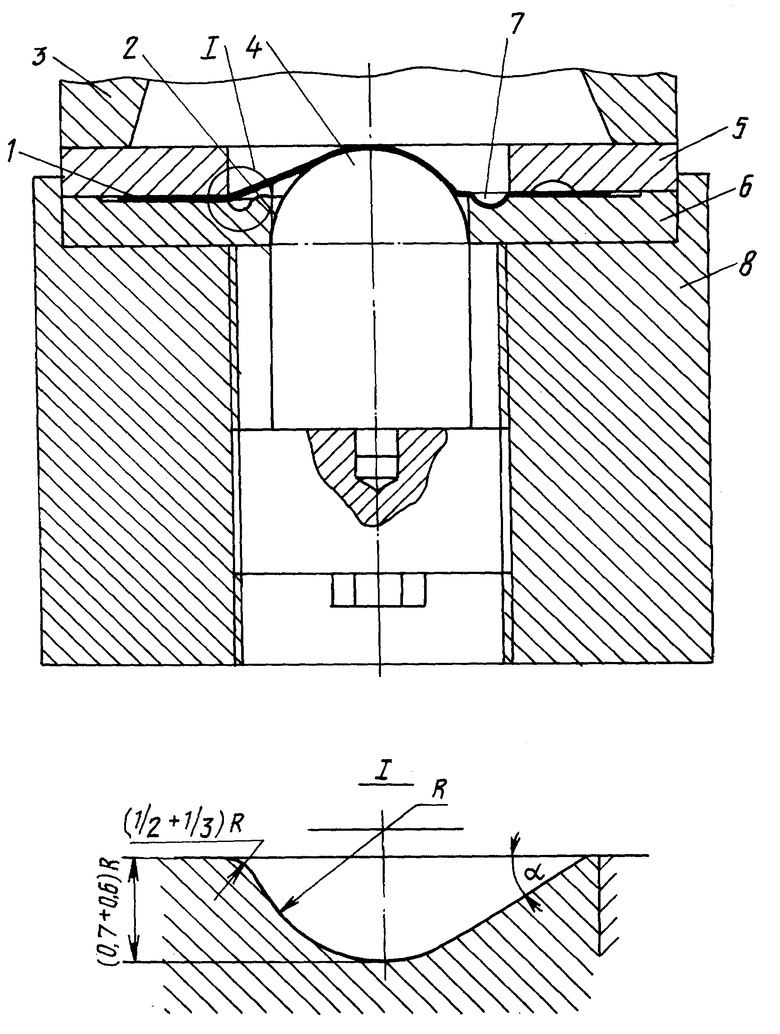
На чертеже представлена конструкция штампа, на котором реализуется предлагаемый способ глубокой импульсной вытяжки: 1 - листовая заготовка; 2 - вставка; 3 - разрядная камера; 4 - пуансон; 5 - верхний диск; 6 - нижний диск; 7 - выемка; 8 - корпус.
Способ осуществляется следующим образом: листовую заготовку устанавливают на опорную поверхность нижнего диска, на котором выполнена проточка, высота которой равна толщине заготовки. Таким образом, заготовка перемещаясь в радиальном направлении, не испытывает сил трения от действия прижима. Над заготовкой размещают верхний диск с разрядной камерой. Предложенным способом были оформлены цилиндрические колпачки со сферической донной частью из листа нержавеющей стали 12Х18Н10Т толщиной 0,4 мм. Колпачки диаметром 40 мм были оформлены за один переход (без отжига). Высота колпачков была получена равной 24 мм, при этом гофров на фланце детали не наблюдалось. Геометрия канавки: радиус R=3 мм, глубина канавки h=2 мм, угол α=30°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2003 |
|
RU2241563C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2187399C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2188731C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Устройство для глубокой электрогидроимпульсной вытяжки тонколистовых металлов | 2018 |
|
RU2696117C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ШТАМПОВКИ | 1979 |
|
SU860392A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении, как осесимметричных деталей, так и деталей коробчатой формы. Способ глубокой импульсной вытяжки деталей включает прижим заготовки к опорной поверхности, формообразование заготовки путем воздействия на нее импульсами нагружения, создаваемыми электрическим разрядом в жидкости, и статическим нагружением в направлении, противоположном направлению действия импульсного нагружения. При этом осуществляют последовательный набор материала заготовки на пуансон, который перемещают в паузах между импульсами нагружения. Материал для набора на пуансон резервируют в выемке, которую заполняют штампуемым материалом при перемещении его с периферии. Листовую заготовку укладывают в проточку, выполненную на нижней опорной поверхности, высота которой равна толщине заготовки. Достигается повышение качества получаемых деталей за счет исключения образования гофров. 1 ил.
Способ глубокой импульсной вытяжки деталей, включающий прижим заготовки к опорной поверхности, формообразование заготовки путем воздействия на нее импульсами нагружения, создаваемыми электрическим разрядом в жидкости и статическое нагружение в направлении, противоположном направлению действия импульсного нагружения, при этом осуществляют последовательный набор материала заготовки на пуансон, который перемещают в паузах между импульсами нагружения, отличающийся тем, что материал для набора на пуансон резервируют в выемке, которую заполняют штампуемым материалом при перемещении его с периферии, причем листовую заготовку укладывают в проточку, выполненную на опорной поверхности, высота которой равна толщине заготовки.
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |
| Штамп для гидромеханической вытяжки | 1987 |
|
SU1484408A1 |
| Квадратор | 1987 |
|
SU1501049A1 |

