Изобретение относится к технике мерной резки провода, кабеля, пластмассовых трубок, кордовых жгутов, резиновых шнуров различного профиля и тому подобных упругих, непрерывно движущихся длинномерных материалов и может быть использовано в машиностроительной, электротехнической, химической, текстильной, строительной и других отраслях деятельности, где применяется индустриальная технология резки.
Известны устройства для непрерывной резки пруткового (авт.св. N 1079336, МКИ B 21 F 11/00, 1982), листового или полосового упругих материалов (Г. М. Розен и др. Механизация и автоматизация листовой штамповки в автомобилестроении. М. Машиностроение, 1983, с. 75 прототип), содержащие средство для непрерывной подачи материала, петлеобразующий механизм, позволяющий компенсировать упругим изгибом задержку в подаче материала в момент совершения реза, считывающее устройство, подающее команду на отрезку, и режущий узел.
Недостатком этого устройства является сложность переналадки на новый типоразмер или вид отрезаемого материала.
Цель изобретения упрощение устройства и расширение его технологических возможностей по переналадке за счет совмещения ряда функциональных и конструктивных элементов режущего узла.
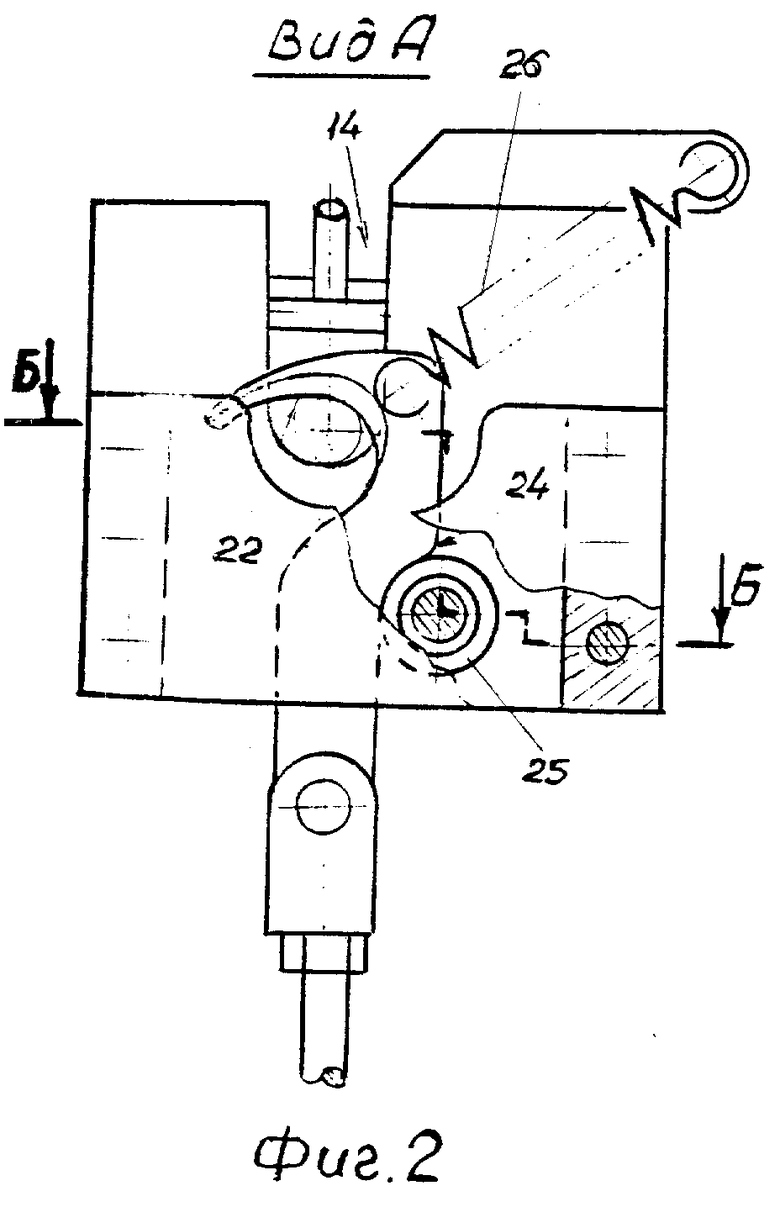
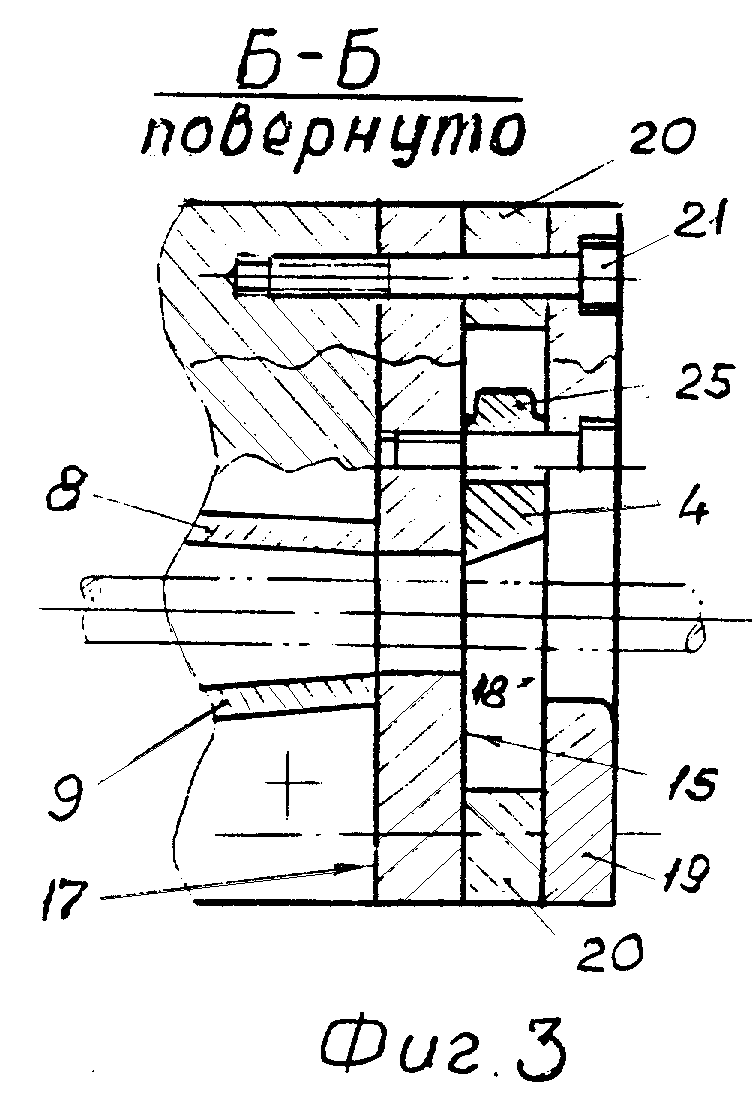
На фиг. 1 изображено устройство для мерной резки, общий вид с частичным разрезом; на фиг. 2 вид по стрелке A на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2.
Устройство для мерной резки провода и подобных упругих материалов содержит средство для непрерывной подачи материала в виде приводных валков 1, петлеобразователь 2, режущий узел 3, сблокированный с петлеобразователем 2, считывающее устройство (на чертежах не показано) и привод подвижного ножа 4 через шарнир 5 и тягу 6. Петлеобразователь 2 включает стол 7, направляющие щеки 8 и 9, качающийся на оси 10 петлегаситель 11 и упор 12 для ограничения предельного хода петлегасителя. Режущий узел 3 имеет неподвижный нож 13, выполненный в виде шлифованной с двух сторон прямоугольной пластины с пазом 14, цилиндрическая поверхность дна которого образует с поверхностью 15 пластины 13 радиусную режущую кромку 16. Ширина паза 14 выбирается несколько большей, чем ширина любого из ряда разрезаемых профилей, сгруппированных по признаку возможности резки без переналадки режущего узла. Режущая кромка 16 располагается ниже уровня стола 7 на величину Δ 0,1-0,6 мм, определяемую опытным путем, и благодаря своей радиусности служит одновременно средством центрирования подаваемого в режущий узел профиля. Пластина 13 поверхностью 17 прилегает к столу 7 и является несущей конструкцией для образования плоско-параллельных направляющих вместе с поверхностью 18 пластины 19 благодаря установке дистанционных планок 20 и крепежных болтов 21. Между направляющими поверхностями 15 и 18 размещается подвижный нож 4, выполненный в виде плоского ползуна, имеющего с одной стороны серповидную режущую кромку 22 с радиусной заточкой 23 по задней грани и с другой направляющий копир 24, взаимодействующий с опорным роликом 25 при участии приводной тяги 6 через шарнир 5 и пружины растяжения 26. Величины углов заднего a и переднего b заострения подбираются в зависимости от упругих и прочностных свойств разрезаемых материалов, и всегда a+β 90o.
Устройство для мерной резки работает следующим образом.
Подлежащий резке материал 27 подается валками 1 по столу 7 между щеками 8 и 9 под петлегасителем 11 через режущий узел 3. В момент поступления сигнала от считывающего устройства на включение привода на отрезку происходит движение тяги 6 вниз вместе с подвижным ножом 4, который, взаимодействуя поверхностью копира 24 с упорным роликом 25, заставляет режущую кромку 22 двигаться по сложной плоской траектории, как при работе серпом, в результате чего происходит не просто отрубка материала, а именно отрезка с движением режущего лезвия вдоль кромки заточки. Тем самым повышается качество поверхности среза, сглаживается эпюра усилий при резке и дольше сохраняется острота режущих кромок обоих ножей. В период свершения реза материал 27 продолжает подаваться валками 1, но, упираясь в нож 4, образует упругую петлю, находящуюся в пространстве между столом 7, петлегасителем 11 и боковыми щеками 8 и 9. После свершения реза торец движущегося материала соскальзывает по криволинейной поверхности 23 и материал распрямляется, а пружина 26 возвращает нож 4 в исходное положение, при этом серповидность заточки ножа и радиусность по задней грани 23 облегчает упругий сход материала.
Далее цикл отрезки повторяется. Устройство может работать также в неавтоматическом режиме.
Использование изобретения позволяет упростить конструкцию и обслуживание устройства и повысить универсальность по отношению к различным формам и профиля или видам разрезаемого материала без переналадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНОЙ ФИБРОВОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212314C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| Устройство для заточки криволинейной режущей кромки | 1989 |
|
SU1632742A1 |
| Станок для заточки ножей | 1990 |
|
SU1710305A1 |
| Устройство для мерной резки упругого пруткового материала | 1982 |
|
SU1079336A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И РЕЗКИ ПРОВОЛОКИ, ПРУТКОВ, ЛЕНТЫ И ДРУГИХ ПОДОБНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2253531C1 |
| Устройство для резки полосового материала | 1986 |
|
SU1384373A1 |
| Штамп для резки пруткового материала на мерные заготовки | 1974 |
|
SU516479A1 |
| Устройство для поперечной резки эластичной трубки | 1975 |
|
SU551181A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НА МЕРНЫЕ ЗАГОТОВКИ ЭЛАСТИЧНОГО ТРУБЧАТОГО ИЛИ ПРУТКОВОГО МАТЕРИАЛА | 2019 |
|
RU2697997C1 |
Использование: в технике мерной резки непрерывно движущихся упругих материалов типа провода, упрощает конструкцию и обслуживание по переналадке режущего устройства. Сущность изобретения: неподвижный нож устройства выполнен в виде несущей пластины и образует режущую кромку по дну направляюще-центрирующего паза, а подвижный - представляет собой подпружиненный качающийся ползун, выполненный за одно целое с направляющим копиром и серповидной режущей кромкой, имеющей криволинейную заточку также по задней грани. 3 ил.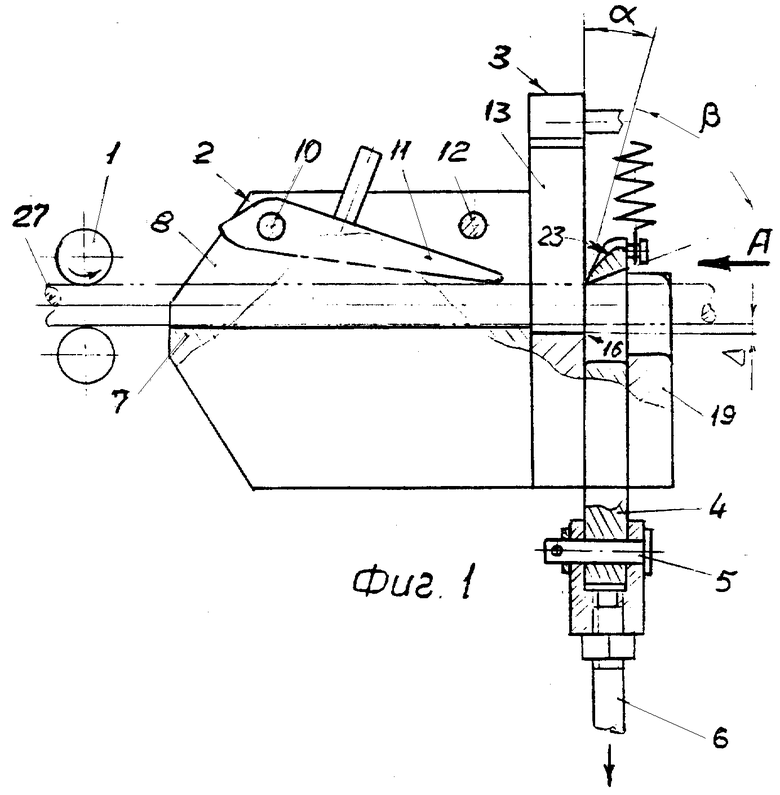
Устройство для мерной резки провода и подобных упругих материалов, содержащее средство непрерывной подачи материала, петлеобразующий механизм, считывающее устройство и режущий узел гильотинного типа, отличающееся тем, что неподвижный нож выполнен в виде несущей пластины с режущей кромкой по дну направляюще-центрирующего паза, а подвижный представляет из себя подпружиненный качающийся ползун, изготовленный за одно целое с направляющим копиром и серповидной режущей кромкой, имеющей криволинейную заточку также по задней грани.
| Розен Г.М | |||
| и др | |||
| Механизация и автоматизация листовой штамповки в автомобилестроении | |||
| - М.: Машиностроение, 1983, с.75. |
