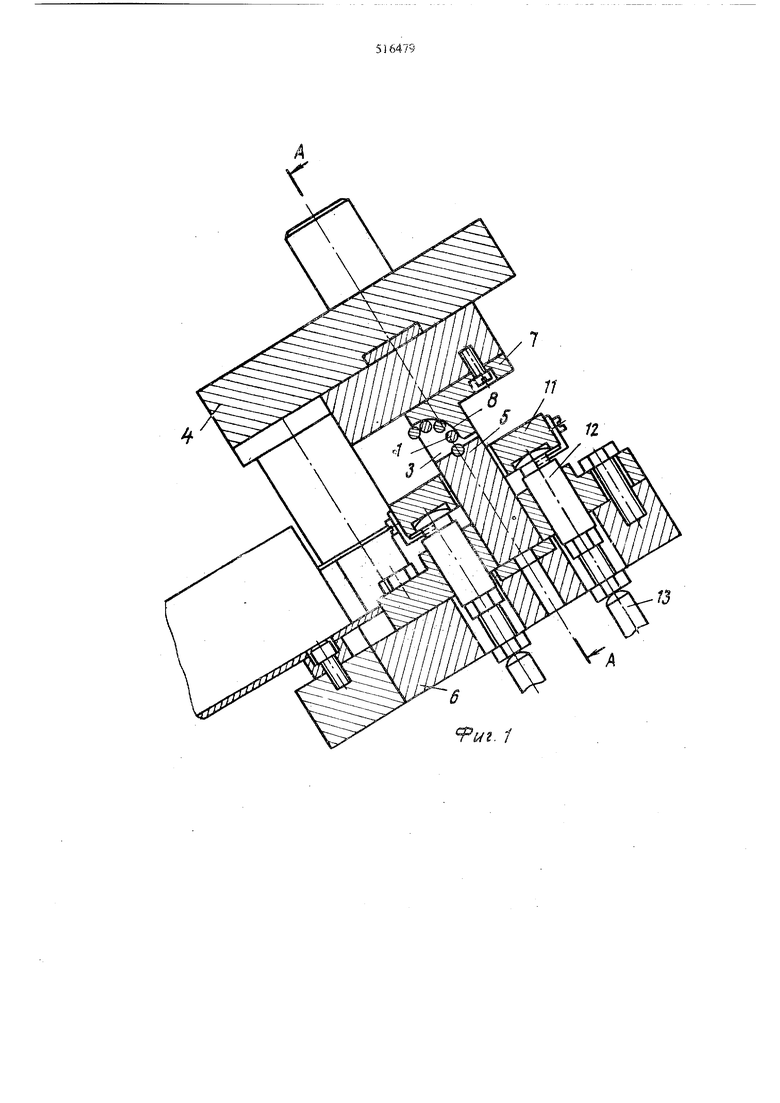
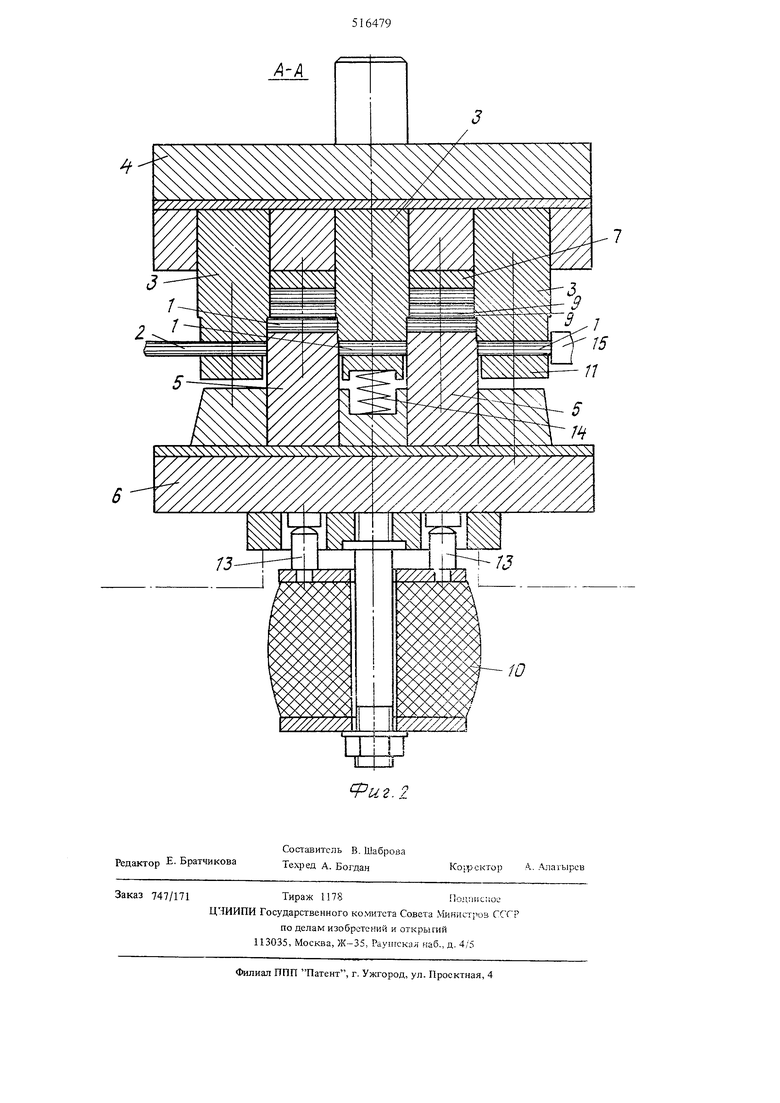
сбора, что увеличивает габариты устройства и ухудшает условия его эксплуатации. С целью одновременного ориентированного удаления заготовок из зоны верхних и нижних ножей в, предлагаемом штампе устройство для удаления заготовок состоит из двух узлов: связанного с нижней плитой узла удаления заготовок, находящихся против верхних ножей, и узла удаления их с нижних ножей, причем последний вьшолнен в виде копиров, закрепленных по верхней плите между установленными на ней ножами, имеющих в сечении, перпендикулярном оси прутка, криволинейный профиль, обращенньш вогнутостью вниз и оканчивающийся в зоне удаления заготовок из штампа, причем угол наклона касателып 1х к профилю копира относительно плоскости, параллельной плоскости нижней плиты, плавно уменьшается от зоны резки к зоне удаления заготовок, а верхние ножи имеют на боковых поверхностях участки для калибровки, прилегающие к копирам и удерживающие заготовки при их удалении. При удалении заготовок с нижних ножей траектория их перемещения определяется копиром, а поддерживаются они благодаря наличию калибрующих участков. Для повышения точности заготовок по длине и качества среза узел удаления заготовок, находяпщхся против верхних ножей, вьшолнен в виде ползунов, установленных в нижней плите под верхними ножами с возможностью перемещеьшя в направлении реза, имеюшдх профиль, соответствующий профилю разрезаемого прутка, нахо.дящихся под действием упругого элемента, например резиновой подушки, и служаш 1х выталкивателями для заготовок и обеспечивающих противодавление при резке. Для повышения технологичности ножи могут быть вьшолнены составными из корпуса и рабочих пластин для ркзки и калибровки, закрепленнььх в его пазах. На фиг. 1 схематично представлен предлагаемый штамп, поиеречньш разрез; на фиг. 2 - разрез по А-А на фиг. 1. Штамп для одновремеьшой отрезки нескольких заготовок 1 от прутка 2 содержит ножи 3, закрепленные на подвижной верхней плите 4 штампа, и ножи 5, закрепленные на неподвижной нижней плите 6. Ножи 3,5 имеют режущие кромки, соответствуюшие профилю поперечного сечения прутка 2. Они расположены последовательно вдоль оси прутка и Имеют ширину, равную длине получаемых заготовок 1. Штамп содержит также устройство для удаления заготовок с узлом их удаления с нижних ножей 5, вьшолненным в виде копиров 7, закрепленных на верхней плите 4 между установленными на ней ножами 3. Копиры 7 имеют в сечении, перперпендикулярном оси прутка 2, криволинейный профиль 8, обращенньш вогнутостью вниз и оканчивающийся в зоне удаления деталей (на чертежах не показана). Угол наклона к горизонтали касательных к профилю 8 копира плавно уменьшается от зоны резки к зоне удаления заготовок. Верхние ножи 3 на боковых поверхностях имеют участки 9 для калибровки (на чертежах показаны условно: 01Ш плавно соединяются с режущей поверхностью и могут быть вьшолнены по всей ширине поверхности ножа или в виде участка, прилегающего к копирам) о Ножи 3, 5 могут быть вьшолнены составными из корпуса и рабочих пластин (на чертежах не показаны) для резки и калибровки, закрепленных в его пазах. Возможен вариант вьшолнения копиров в виде выступов на калибрующих сторонах ножей 3. Ножи 3, 5 могут быть вьшолнены, кроме того, переставными в виде прямоугольных параллелепипедов, имеющих на обоих тордах взаимно перпендикулярные пазы Д.ПЯ размещения прутков. Штамп содержит узел удаления заготовок 1, находяпд хся против верхних ножей 3, с ползунами (на чертежах не показано), установленными в нижней плите б под верхними ножами 3 с возможностью перемещения в направлешш реза, имеюшими в зоне контакта с разрезаемым прутком 2 профиль, соответствуюший его профилю, находяшимися под действием резиновой подушки 10, служашими одновременно выталкивателями для нижних заготовок 1 и обеспечивающими противодавление при резке. В представленном варианте ползуны объединены и вьшолнены в виде одной плиты 11, взаимодействующей через толкатели 12, 13 с резиновой подушкой 10. Предусмотрена прухдана 14, размешенная между нижней плитой 6 и плитой 11 и поддерживающая последнюю при отладке . Заготовки, поднятые плитой 11, удаляются при помошд сжатого , подаваемого через сопла (на чертежах не показаны), установленные на нижней плите 6. Штамп работает следуюшлм образом. Пруток 2 подают до joiopa 15, связанного с электроконтактным устройством (на чертежах не показано), В случае, если пруток 2 не дошел до упора 15, зто устройство предотвращает ход ползуна пресса (на чертежах не показан) „ При опускании ползуна пресса с верхней плитой 4, несущей ножи 3, от прутка 2 отрезается ряд заготовок 1. Вьггалкиватели обеспечивают при отрезке прижим к верхним ножам 3 соответствующих участков прутка 2 и повьппают точность по длине получаемых деталей и качество среза. По окончании реза ползун поднимается вместе с заклиненными между верхними ножами 3 заготовками 1. Вьаалкиватели под действием резиновой подушки 10 поднимают заготовки, зажатые между 1-шжними ножами 3. При подаче сжатого воздуха через сопла осуществляется их удаление.
Во время следующего хода ползуна вновь отрезаемые заготовки заклиниваются между верхними ножами 3, проталкивая находившиеся там ранее заготовки. Направление перемещения при этом определяется копиром 7, обеспечивающим удаление их из зоны резки.
При перемещении заготовок между верхними ножами 3 происходат их калибровка по длине благодаря соответствующему выбору расстояния между прилегающими к копирам 7 калибруюищми участками 9 ножей 3 (этот выбор производится в соответствии с обычными рекомендащ1ями выбора размеров щтампов для калибровки)«
Аналогично выбирают размеры между нижними ножакш 5, боковые поверхности которых также обеспечивают калибровку заготовок во время ее прямолинейного перемещения при каждом ходе ползуна.
Предлагаемый щтамп дает возможность получить заготовки повьпиенной точности (за исключением заготовки, контактирующей с упором 15), предназначенные, в частности, для изготовления валиков цепей. Заготовки, контактирующие с упором 15, именя меньщую точность и используются для изготовления деталей, к которым предъявляются меньщие требования.
Точность нарезанных в предлагаемом щтампе заготовок повыщается за счет их калибровки и за счет создания при резке противодавления.
Формула изобретения
1. Штамп для резки пруткового материала на мерные заготовют содержащий ножи, рабочая поверхность которых имеет режущую кромку с профилем, соответствующим профилю поперечного сечения разделяемого материала, расположенные поочередно на подвижной верхней и неподвижной
нижней плитах и имеющие щирину, равную длине отрезаемой заготовки, устройство для удаления отрезанных заготовок, отличающийся тем, что, с целью одновременного ориентированного удаления заготовок из зоны верхних и нижних
ножей, устройство дан удаления отрезанных заготовок вьшолнено в виде узла удаления заготовок с нижних ножей и узла удаления заготовок из зоны верхних ножей, при этом узел удаления заготовок с нижних ножей вьшолнен в виде закрепленных на
верхней шште между установленными на ней ножами копиров, имеющих в сечении, перпендикуляр- ном оси подачи прутка, криволинейньш контур, обращенный вогнутостью к нижней шште, причем угол наклона касательных к профилю копира относительно плоскости, параллельной плоскости нижней плиты, уменьшается от зоны резки к зоне удаления заготовок, а узел удаления заготовок с верхних ножей вьшолнен в виде установленных в нижней шште под верхними ножами и имеющих
профиль, соответствующий профилю разделяемого материала, ползунами, подвижными в направлении реза и взаимодействуюгцими с размещенной под нижней плитой упругой подушкой.
2. Штамп по п. 1, отличающийся тем, что, с целью повьппения точности заготовок по длине и повьпиения качества среза, на боковой поверхности верхних ножей вьшолнены прилегающие к копирам калибрующие пояски. иг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| УПОР к ШТАМПУ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ | 1973 |
|
SU368022A1 |
| Упор для отмера длины заготовки | 1981 |
|
SU1100053A2 |
| Штамп для резки пруткового мате-РиАлА | 1979 |
|
SU804250A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Устройство для резки коротких заготовок | 1973 |
|
SU483203A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Автоматический штамп совмещенного действия | 1980 |
|
SU910375A1 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |