Изобретение относится к металлургии, конкретнее к поточному вакуумированию металла в процессе непрерывной разливки.
Наиболее близким по технической сущности является способ поточного вакуумирования металла при непрерывной разливке, включающий подачу металла из разливочного ковша в вакуумную камеру, создание в ней остаточного давления, подачу металла из вакуумкамеры через сливной патрубок в промежуточный ковш под уровень металла, подачу металла из промежуточного ковша в кристаллизаторы через погружные стаканы под уровень металла, а также вытягивание слитков из кристаллизаторов с переменной скоростью. При изменении величины остаточного давления в вакуумкамере промежуточный ковш оставляют неподвижным, а скорость неизменной.
Недостатком известного способа является низкая стабильность и производительность процесса непрерывной разливки металла в условиях его поточного вакуумирования. Это объясняется тем, что при повышении остаточного давления в вакуумкамере вследствие, например, ее непредвиденной разгерметизации из-за нарушения целостности уплотнений между разливочным ковшом и вакуумкамерой, в вакуумпроводе или по другим причинам происходит увеличение расхода металла из вакуумкамеры через сливной патрубок и, как следствие, переполнение промежуточного ковша. В этих условиях прекращается процесс непрерывной разливки.
Технический эффект при использовании изобретения заключается в повышении стабильности и производительности процесса непрерывной разливки металла в условиях его поточного вакуумирования.
Указанный технический эффект достигают тем, что способ поточного вакуумирования металла при непрерывной разливке включает подачу металла из разливочного ковша в вакуумную камеру, создание в ней остаточного давления, подачу металла из вакуумной камеры через сливной патрубок в промежуточный ковш под уровень металла, подачу металла из промежуточного ковша в кристаллизаторы через погружные стаканы под уровень металла, а также вытягивание из кристаллизаторов слитков.
При повышении давления в вакуумной камере прекращают подачу металла в вакуумную камеру, увеличивают скорость вытягивания слитков в 1,1-1,6 раза от рабочего значения и поднимают промежуточный ковш на 0,1-0,9 глубины погружения погружных стаканов под уровень металла в кристаллизаторах.
Повышение стабильности и производительности процесса непрерывной разливки металла в условиях его поточного вакуумирования будет происходить вследствие устранения переполнения промежуточного ковша металлом и его перелива из-за непредвиденной разгерметизации вакуумкамеры и прекращения в этих условиях процесса непрерывной разливки.
Диапазон значений увеличения скорости вытягивания слитков из кристаллизаторов в пределах 1,1-1,6 раза от рабочего значения объясняется необходимостью увеличения расхода металла из промежуточного ковша в процессе его переполнения при разгерметизации вакуумкамеры. При меньших значениях будет происходить переполнение промежуточного ковша. При больших значениях будут происходить прорывы металла под кристаллизатором.
Указанный диапазон устанавливают в обратной зависимости от рабочего значения скорости вытягивания слитков.
Диапазон значений величины подъема промежуточного ковша в пределах 0,1-0,9 глубины погружения погружных стаканов под уровень металла в кристаллизаторах объясняется гидравлическими закономерностями увеличения сопротивления вытеканию металла со днища вакуумкамеры через сливной патрубок под уровень металла в промежуточном ковше. При меньших значениях не будет уменьшаться расход металла из вакуумкамеры в необходимых пределах. При больших значениях струя металла из погружного стакана будет подниматься над уровнем металла в кристаллизаторах.
Указанный диапазон устанавливают в прямой зависимости от глубины погружения стакана под уровень металла в кристаллизаторе.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ поточного вакуумирования металла при непрерывной разливке осуществляют следующим образом.
Пример. В процессе непрерывной разливки сталеразливочный ковш емкостью 350 т устанавливают на верхний торец вакуумной камеры, с которым герметизируется через, например, резиновое уплотнение. В вакуумкамере создают остаточное давление в пределах 0,3-0,8 кПа при помощи вакуумпровода, соединенного через фланец с уплотнениями с вакуумнасосом. Из сталеразливочного ковша нераскисленную сталь ст3 подают в вакуумкамеру и поддерживают на ее днище слой жидкого металла толщиной 100-300 мм. Расход металла из сталеразливочного ковша регулируют при помощи стопора или шиберного затвора. Из вакуумкамеры жидкий металл через сливной патрубок, установленный в днище вакуумкамеры, подают в промежуточный ковш под уровень металла. Из промежуточного ковша металл подают через погружные стаканы в два кристаллизатора под уровень металла, из которых вытягивают слитки прямоугольного сечения с рабочей скоростью. При этом в сливном патрубке и на днище вакуумкамеры поддерживают барометрический столб металла, равный 1,4-1,5 м. Промежуточный ковш установлен на подъемном столе с возможностью подъема и опускания.
При увеличении давления в вакуумкамере сверх остаточного давления из-за разгерметизации вследствие, например, выхода из строя соответствующих уплотнений, вакуумпровода, вакуумнасоса и др. увеличивается расход металла через сливной патрубок из вакуумкамеры. В этом случае прекращают подачу металла в вакуумкамеру из сталеразливочного ковша, увеличивают скорость вытягивания слитков из кристаллизаторов в 1,1-1,6 раза от рабочего значения. При увеличении скорости вытягивания слитков увеличивается расход металла из промежуточного ковша, что частично компенсирует увеличение расхода металла из вакуумкамеры. Кроме того, при увеличении давления в вакуумкамере поднимают промежуточный ковш на 0,1-0,9 глубины погружения погружных разливочных стаканов под уровень металла в кристаллизаторах. В этих условиях увеличивается глубина погружения сливного патрубка под уровень металла в промежуточном ковше на величину, равную высоте подъема. При этом увеличивается противодавление слоя жидкого металла на интенсивность его вытекания из сливного патрубка, что уменьшает его расход из вакуумкамеры и, тем самым, скорость наполнения промежуточного ковша.
В результате увеличивается время слива металла со днища вакуумкамеры и устраняется переполнение промежуточного ковша и перелива из него металла.
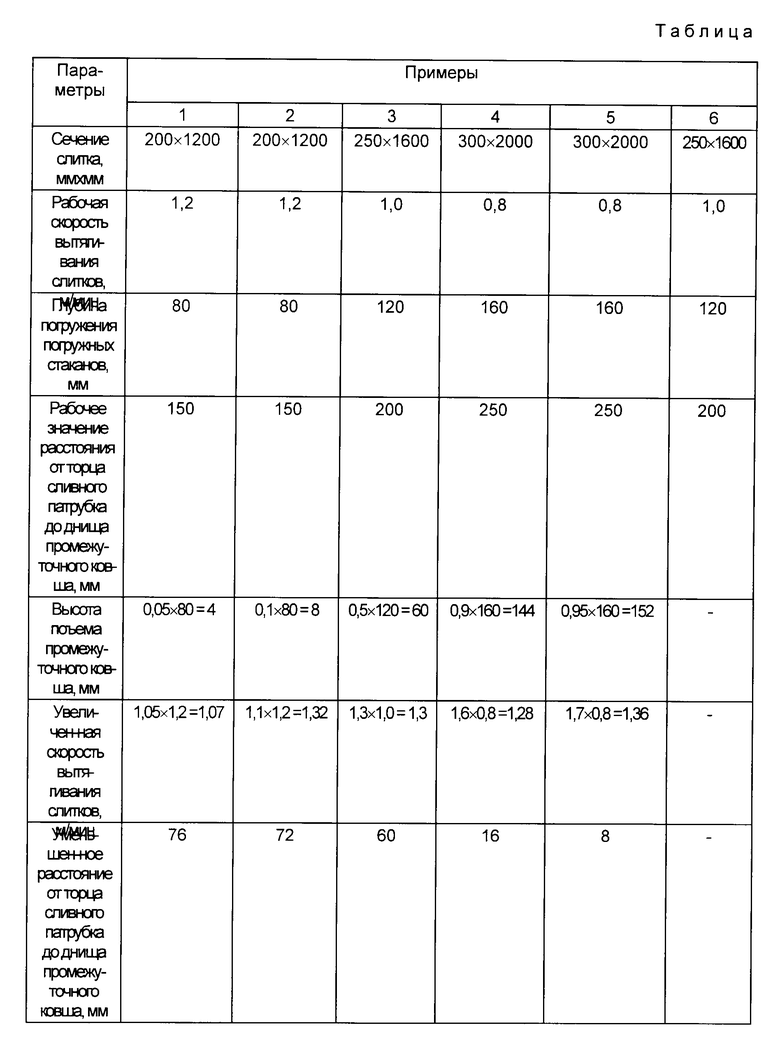
В таблице приведены примеры осуществления способа поточного вакуумирования металла при непрерывной разливке с различными технологическими параметрами.
В первом примере вследствие малой величины увеличения скорости вытягивания слитков из кристаллизаторов и малой величины подъема промежуточного ковша происходит переполнение промежуточного ковша и перелив из него металла.
В пятом примере вследствие большого увеличения скорости вытягивания слитков происходят прорывы металла под кристаллизаторами. Кроме того, вследствие большой величины подъема промежуточного ковша струи металла из погружных стаканов появляются над уровнем металла в кристаллизаторах.
В шестом примере, прототипе, вследствие постоянства скорости вытягивания слитков из кристаллизаторов и положения промежуточного ковша при разгерметизации вакуумкамеры происходит переполнение промежуточного ковша, его перелив и прекращение процесса непрерывной разливки металла.
В оптимальных примерах 2-4 вследствие увеличения скорости вытягивания слитков из кристаллизаторов и подъема промежуточного ковша в необходимых пределах в случае разгерметизации вакуумкамеры не происходит переполнение промежуточного ковша и прекращение процесса непрерывной разливки.
Применение способа позволяет повысить производительность процесса поточного вакуумирования металла при непрерывной разливке на 5-6%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048247C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030960C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085332C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2092273C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037370C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
Использование: металлургия, конкретнее поточное вакуумирование металла в процессе непрерывной разливки. Сущность: для повышения стабильности и производительности процесса непрерывной разливки металла предложено в способе поточного вакуумирования металла, включающем подачу металла из разливочного ковша в вакуумную камеру, создание в ней остаточного давления, подачу металла из вакуумной камеры через сливной патрубок в промежуточный ковш под уровень металла, подачу металла из промежуточного ковша в кристаллизаторы через погружные стаканы под уровень металла и вытягивание из кристаллизаторов слитков, при повышении давления в вакуумной камере прекращать подачу металла в вакуумную камеру, увеличивать скорость вытягивания слитков в 1,1-1,6 раза от рабочего значения и поднимать промежуточный ковш на 0,1-0,9 глубины погружения погружных стаканов под уровень металла в кристаллизаторах. 1 табл.
Способ поточного вакуумирования металла при непрерывной разливке, включающий подачу металла из разливочного ковша в вакуумную камеру, создание в ней остаточного давления, подачу металла из вакуумной камеры через сливной патрубок в промежуточный ковш под уровень металла, подачу металла из промежуточного ковша в кристаллизаторы через погружные стаканы под уровень металла и вытягивание из кристаллизаторов слитков, при этом в процессе вакуумирования изменяют положение промежуточного ковша, отличающийся тем, что при повышении давления в вакуумной камере осуществляют подъем промежуточного ковша, прекращение подачи металла в вакуумную камеру и увеличение скорости вытягивания слитков, при этом промежуточный ковш поднимают на 0,1 0,9 глубины погружения погружных стаканов под уровень металла в кристаллизаторах, а скорость вытягивания слитков увеличивают в 1,1 1,6 раза от рабочего значения.
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
