Изобретение относится к химической переработке нефтепродуктов, а именно к процессу выделения фракций, обогащенных бензолобразующими и толуолобразующими предельными углеводородами, т. е. такими, которые в процессе каталитического риформинга превращаются соответственно в бензол и толуол, а также к процессу выделения бензиновой фракции, риформингом которой получают высокооктановый компонент моторного топлива с октановым числом 92-95 пунктов по исследовательскому методу (сокращенно ПИМ) и с содержанием концерогенного бензола менее 1 мас. так называемого экологически чистого компонента моторного топлива по терминологии Агентства по защите окружающей среды США. Цена такого топлива на рынках США и Европы существенно выше, чем топлива, содержащего более 1 мас. бензола /1/.
К бензолобразующим предельным углеводородам, входящим в состав прямогонных бензиновых фракций, относят парафиновые и нафтеновые углеводороды C6, к толуолобразующим парафиновые и нафтеновые углеводороды C7.
Из литературных данных известно, что скорость превращения нафтеновых углеводородов C6-C7 соответственно в бензол и толуол в реакторе процесса риформинга существенно выше, чем парафиновых углеводородов /2/. По данным исследовательской лаборатории Киришского НПЗ, степень превращения нафтеновых углеводородов C6-C7 в бензол и толуол на установку бензольно-толуольного риформинга ЛГ-35-8/300Б составляет 90-95 мас. парафиновых 30-35 мас. (в зависимости от жесткости риформинга и состава сырья).
В соответствии со сложившейся в настоящее время на рынке ароматических углеводородов конъюнктурой потребность в бензоле существенно выше, чем в толуоле. Поэтому с экономической точки зрения важно максимально увеличивать соотношение бензолобразующих компонентов к толуолобразующим в сырье, поступающем на риформинг.
В настоящее время в качестве сырьевой фракции процесса получения бензола и толуола риформингом используют прямогонную бензиновую фракцию 62-105 oC, выделяемую в блоке вторичной ректификации бензинов установок типа АТиАВТ /3/.
По данным анализов методом газожидкостной хроматографии, проведенных в НПО "Леннефтехим", прямогонные бензиновые фракции, направляемые в качестве сырья установки бензольно-толуольного риформинга ЛГ-35-8/300Б, содержат 4-13 мас. нафтеновых углеводородов C6, что обусловливает невысокий выход бензола на сырье риформинга. Так, по данным технологического проекта установки каталитического риформинга ЛГ-35-8/300Б выход бензола на сырье риформинга колеблется в диапазоне от 7,43 до 9,56 мас. в зависимости от компонентного состава сырьевой фракции /4/ (см. выписку в приложении N 2 к заявке).
Известен способ выделения фракции 62-105 oC сырья процесса получения бензола и толуола каталитическим риформингом из широкой бензиновой фракции НК-180 oC /5/ (способ-прототип) (см. выписки из способа в приложении к настоящей заявке). В соответствии со способом сырую нефть направляют в электродегидраторы, где осуществляют отделение воды от нефти. Обезвоженную нефть направляют в ректификационную колонну К-1, где при давлении верха 5-6 ата по верху выделяют легкую бензиновую фракцию. Полуотбензиненную нефть с низа колонны К-1 подают в атмосферную колонну К-2, где при избыточном давлении 0,6-1 ати ее разделяют на фракции: по верху фракцию тяжелого бензина, боковыми отборами через отпарные колонны керосиновую и дизельные фракции. Кубовым продуктом колонны К-2 выделяют мазут.
Дистиллятные продукты колонн К-1 и К-2 объединяют и полученную широкую бензиновую фракцию направляют в блок вторичной перегонки бензина.
В колонне К-8 указанного блока осуществляют стабилизацию фракции НК-180 oC, т. е. выделение из нее фракции углеводородов C1-C4. Стабилизированную бензиновую фракцию НК-180 oC направляют в питание колонны К-3, где при давлении верха 5-7 ата по верху выделяют фракцию НК-105 oC, по низу фракции 105-180 oC.
Дистиллятный продукт колонны К-3 направляют в питание колонны К-4, по верху которой при давлении верха 3-4 ата выделяют фракцию НК-62 oC, по низу фракцию 62-105 oC, которую используют в качестве сырья процесса каталитического риформинга с целью получения бензола и толуола. Типичные составы фракций 62-10 oC сырье каталитического риформинга приведены в приложении к настоящей заявке.
Недостатком способа-прототипа является низкая концентрация нафтеновых углеводородов в сырье риформинга, что приводит к низкому выходу бензола в катализате риформинга.
Как следует из данных примера 12 настоящей заявки, где процесс подготовки сырья риформинга проводят по способу-прототипу, выход бензола на сырье риформинга составляет всего 10,6 мас.
Целью изобретения является повышение выхода бензола на пропущенное сырье риформинга за счет повышения концентрации бензолобразующих компонентов, прежде всего нафтеновых углеводородов C6, в сырьевой фракции, поступающей на риформинг с одновременным выделением в качестве побочного продукта бензиновой фракции, содержащей менее 1 мас. бензолобразующих компонентов, которую направляют на каталитический риформинг для получения экологически чистого бензина.
Техническая сущность предлагаемого способа состоит в том, что из широкой бензиновой фракции, содержащей предельные углеводороды C1-C5, парафиновые и нафтеновые углеводороды C6 (бензолобразующие компоненты), парафиновые и нафтеновые углеводороды C7 (толуолобразующие компоненты), парафиновые и нафтеновые углеводороды C8 (ксилолобразующие компоненты), предельные углеводороды C9-C10, на первой ректификационной колонне в качестве верхнего продукта выделяют узкую бензиновую фракцию с концом кипения в диапазоне 95-105 oC, определенном при давлении 760 мм рт.ст. по ГОСТ 2177-66, и при массовом соотношении нафтеновые углеводороды C7: нафтеновые углеводороды C6 в диапазоне (0,5-1,5):1.
Указанные требования к качеству верхнего продукта практически могут быть обеспечены подлежащей системой автоматического управления ректификационной колонны, предусматривающей хроматографический анализ верхнего продукта, регулирование расходов теплоносителя в низ колонны и хладагента в холодильники вверху колонны по температуре на контрольной тарелке.
В качестве нижнего продукта первой колонны выделяют фракцию, направляемую в качестве сырья установки получения суммарных ксилолов безэкстракционным методом /6/.
Верхний продукт первой колонны направляют в качестве питания второй ректификационной колонны, по верху которой выделяют фракцию с концом кипения 65-75 oC с отбором нафтеновых углеводородов C6 5-15 мас. от потенциального содержания в сырье, боковым отбором из укрепляющей части колонны выделяют первую целевую фракцию процесса концентрат бензолобразующих и толуолобразующих компонентов с концом кипения 80-100 oC.
Как следует из сопоставления данных примеров 1 и 12 настоящей заявки, концентрация нафтеновых углеводородов C6 наиболее реакционно способных бензолобразующих компонентов в целевой фракции возрастает в 5,3 раза по сравнению с их содержанием в сырье бензольно-толуольного риформинга, получаемом известным способом.
По низу второй колонны выделяют фракцию, выкипающую в интервале 90-105 oC, содержащую менее 1 мас. бензолобразующих компонентов.
Боковой отбор второй колонны направляют в качестве сырья в блок гидроочистки установки бензольно-толуольного риформинга типа ЛГ-35-8/300Б. Гидроочистку осуществляют при температуре 380-400 oC, давлении 3,5-4,0 МПа, объемной скорости подачи сырья 3-5 ч-1 на алюмокобальтмолибденовом катализаторе.
Гидроочищенное сырье повергают риформингу. Риформинг осуществляют при температуре 480-530 oC, давлении 2-2,5 МПа, объемной скорости подачи сырья 1-2 4-1 на алюмоплатиновых катализаторах серий АП или КР.
Стабильный катализат риформинга подвергают экстракции селективным растворителем, например, триэтиленгликолем. Экстракт подвергают ректификации с выделением товарных бензола и толуола. (Подробное описание стадии риформинга, экстракции ректификации экстракта см. в /4, 5/. Нижний продукт второй колонны смешивают с бензиновой фракцией 14-180 oC, получаемой в качестве побочного продукта процесса производства ксилолов безэкстракционным методом, и направляют в блок гидроочистки установки бензинового риформинга типа Л-35-11/600. Гидроочистку осуществляют при давлении 3,5-4,0 МПа, температуре 380-420 oC, объемной скорости подачи сырья 2-3 ч-1 на алюмокобальтмолибденовом катализаторе. Гидроочищенное сырье направляют на каталитический риформинг. Риформинг осуществляют при давлении 1,5-2 МПа, температуре 480-530 oC, объемной скорости подачи сырья 1,5-2,0 ч-1. В результате получают стабильный катализат экологически чистый компонент моторного топлива с содержанием бензола менее 1 мас. и с октановым числом 92-95 ПИМ.
Существенным отличительным признаком настоящего изобретения является организация схемы концентрирования бензолобразующих компонентов, включающей использование двух ректификационных колонн. Причем целевую фракцию выделяют боковым отбором из укрепляющей секции второй колонны.
Другими существенными отличительными признаками изобретения являются:
проведение процесса ректификации в первой колонне таким образом, чтобы головная фракция имела температуру конца кипения в диапазоне 95-105 oC, а соотношение нафтеновых углеводородов C7 к нафтеновым углеводородам C6 в ней находилось в диапазоне (0,5-1,5):1;
проведение процесса ректификации во второй колонне таким образом, чтобы головная фракция имела температуру конца кипения в диапазоне 65-75 oC с потенциальным отбором нафтеновых углеводородов C6 в ней в диапазоне 5-15 мас. температура конца кипения бокового отбора должна быть в диапазоне 80-100 oC.
Указанные диапазоны заявляемых параметров установлены из экономических соображений. При их соблюдении выход целевого бензола составляет не менее 20 мас. на пропущенное сырье риформинга. При таком выходе бензола ректификация установки подготовки сырья для бензольно-толуольного риформинга является экономически целесообразной.
Таким образом, предлагаемый способ позволяет повысить выход бензола на пропущенное сырье с 8-11 мас. до 20-36 мас. за счет повышения концентрации бензолобразующих компонентов (прежде всего нафтеновых углеводородов C6) во фракции, направляемой на риформинг.
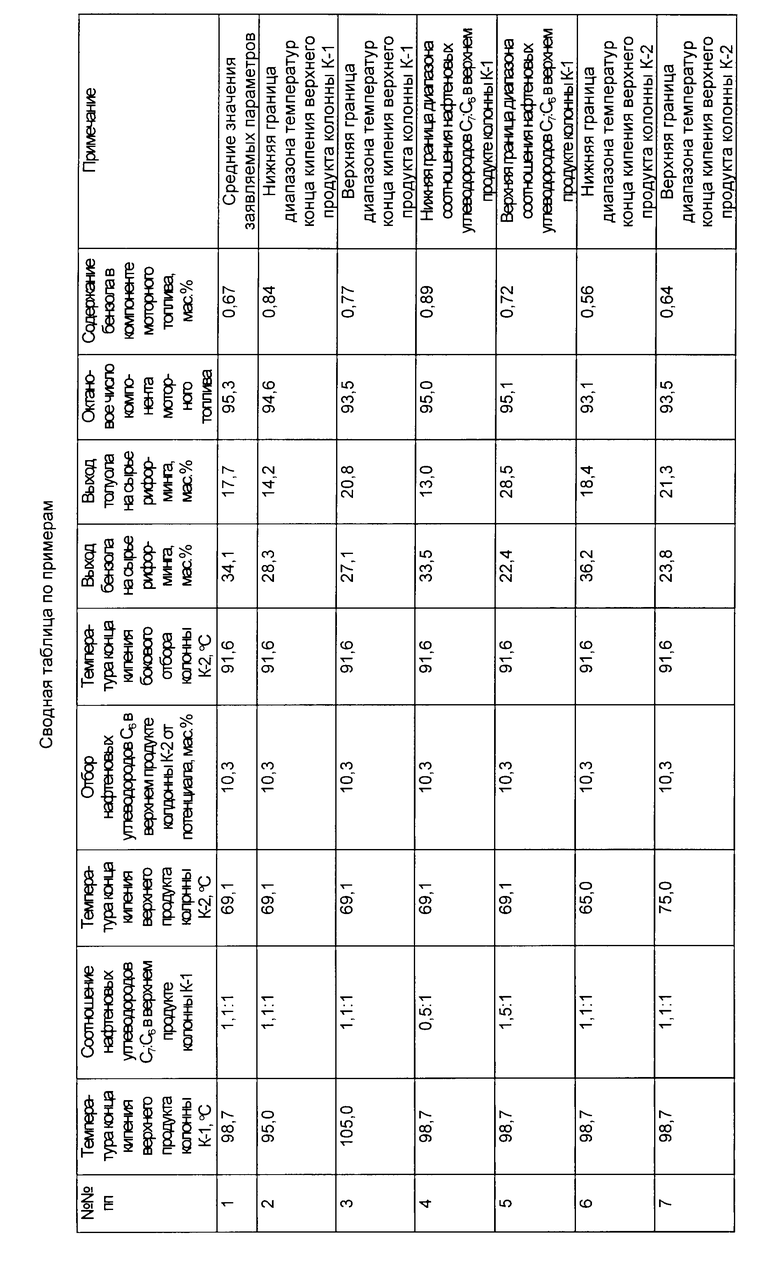
Способ иллюстрируется примерами, основные результаты по которым приведены в свободной таблице.
Пример 1 (средние значения заявляемых параметров). Широкую прямогонную бензиновую фракцию с установки фракционирования нефти АВТ-2, выкипающую в интервале 98-185 oC при нормальном атмосферном давлении, состава, мас. парафиновые углеводороды C1-C4 1,12; парафиновые углеводороды C5 2,87; парафиновые углеводороды C6 12,25; нафтеновые углеводороды C6 5,57; парафиновые углеводороды C7 14,16; нафтеновые углеводороды C7 8,10; парафиновые углеводороды C8 - 20,77; нафтеновые углеводороды C8 9,0; парафиновые углеводороды C9-C10 17,72; нафтеновые углеводороды C9-C10 - 3,10; бензол 0,44; толуол 1,87; ароматические углеводороды C8-C10 3,03 в количестве 204,8 т/ч направляют в питание ректификационной колонны К-1, содержащей 80 клапанных тарелок, на 40-ю тарелку от низа колонны. Колонна К-1 работает при давлении верха 3,5 ата, низа 3,9 ата, температуре острого орошения 40 oC, верха колонны 130,2 oC, ввода сырья 150 oC, низа колонны 186,8 oC, на контрольной тарелке (20-я тарелка от низа) 167 oC, при плотности орошения 2,2. По верху колонны К-1 в количестве 80 т/ч выделяют фракцию, выкипающую в интервале 72,3-98,7 oC и с массовым соотношением нафтеновые углеводороды C7: нафтеновые углеводороды C6, равным 1,1:1, состава, мас. парафиновые углеводороды C1-C4 2,86; парафиновые углеводороды C5 - 7,35 и C6 31,36; нафтеновые углеводороды C6 14,26; парафиновые углеводороды C7 25,36; нафтеновые углеводороды C7 15,63; парафиновые углеводороды C8 1,29; нафтеновые углеводороды C8 0,56; бензол 1,13; толуол 0,20. По низу колонны К-1 выделяют фракцию, выкипающую в интервале 119-185 oC, в количестве 124,8 т/ч, состава, мас. парафиновые углеводороды C7 6,98; нафтеновые углеводороды C7 3,27; парафиновые углеводороды C8 33,26; нафтеновые углеводороды C8 14,41; парафиновые углеводороды C9-C10 29,08; нафтеновые углеводороды C9-C10 - 5,09; толуол 2,94; ароматические углеводороды C8-C10 4,97. Указанную фракцию используют в качестве сырья установки получения ксилолов безэкстракционным методом. Верхний продукт колонны К-1 направляют в питание ректификационной колонны К-2, содержащей 60 клапанных тарелок. Колонна К-2 работает при давлении верха 3,5 ата, низа 3,9 ата, температуре острого орошения 40 oC, верха колонны 105,6 oC, бокового отбора 122 oC, ввода сырья 125 oC, низа колонны 148,4 oC, на контрольной тарелке (25-я тарелка от низа колонны) 135 oC, кратности орошения - 15,0. По верху колонны К-2 выделяют фракцию, выкипающую в интервале 57,2-60,1 oC, в количестве 15,416 т/ч, состава, мас. парафиновые углеводороды C1-C4 12,34; парафиновые углеводороды C5 31,61; парафиновые углеводороды C6 49,96; нафтеновые углеводороды C6 5,92; парафиновые углеводороды C7 0,06; нафтеновые углеводороды C7 0,02; бензол 0,09; с отбором нафтеновых углеводородов C6 10,3 мас. от потенциального содержания в сырье колонны. Боковым отбором с 40-й тарелки от низа колонны выделяют первую целевую фракцию концентрат бензолобразующих и толуолобразующих компонентов, выкипающую в температурном интервале 74,5-91,6 oC, в количестве 42,452 т/ч состава, мас. парафиновые углеводороды C5 2,37; парафиновые углеводороды C6 40,95; нафтеновые углеводороды C6 24,47; парафиновые углеводороды C7 18,18; нафтеновые углеводороды C7 10,81; парафиновые углеводороды C8 0,15; нафтеновые углеводороды C8 0,07; бензол 2,07; толуол 0,01. По низу колонны К-2 выделяют вторую целевую фракцию, выкипающую в интервале 95-105 oC, которая является сырьем для производства экологически чистого компонента моторного топлива риформингом, в количестве 22,132 т/ч, состава, мас. нафтеновые углеводороды C6 - 0,48; парафиновые углеводороды C7 57,76; нафтеновые углеводороды C7 35,75; парафиновые углеводороды C8 4,38; нафтеновые углеводороды C8 1,90; бензол 0,04; толуол 0,69. Боковой продукт колонны К-2 направляют в качестве сырья в блок гидроочистки установки бензольно-толуольного риформинга ЛГ-35-8/300Б. Гидроочистку осуществляют при температуре 386 oC, давлении 4 МПа, объемной скорости подачи сырья 5,0ч-1 на алюмокобальтмолибденовом катализаторе. Гидроочищенное сырье направляют в блок риформинга, который осуществляется при температуре 522 oC, давлении 2 МПа, объемной скорости подачи сырья 1,5 ч-1 на алюмоплатиновом катализаторе с содержанием платины 0,72 мас. Полученный риформат подвергают экстакции триэтиленгликолем с последующей ректификацией экстракта с целью выделения товарного бензола в количестве 15 т/ч чистотой, отвечающей требованиям ГОСТ 99572-77, марка для синтеза высший сорт, и 7,8 т/ч толуола чистотой по ГОСТ 14710-78, марка высшая категория качества. Выход бензола на сырье риформинга составляет 34,1 мас. толуола 17,7 мас. Кубовый продукт колонны К-2 смешивают с 99 т/ч бензиновой фракции 124-180 oC, получаемой в качестве побочного продукта процесса производства ксилолов безэкстракционным методом /5/, и направляют в блок гидроочистки установки бензинового риформинга ЛЧ-35-11/1000. Гидроочистку осуществляют при давлении 3,8 МПа, температуре 400 oC, при объемной скорости подачи сырья 2,5 ч-1 на алюмокобальтмолибденовом катализаторе. Гидроочищенное сырье подвергают риформингу при давлении 1,5 МПа при температуре 521 oC, объемной скорости подачи сырья 1,5 ч-1 на полиметаллическом катализаторе КР-104. После стабилизации продукта риформинга ректификацией получают 105 т/ч риформата состава, мас. парафиновые углеводороды 34,5; нафтеновые углеводороды 1,5; ароматические углеводороды 64,0; в том числе бензола 0,67, с октановым числом 95,3 ПИМ.
Пример 2 (нижняя граница диапазона температур конца кипения верхнего продукта колонны К-1). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения верхнего продукта К-1 соответствует каждой заявляемой границе, а именно: 95 oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 28,3 мас. толуол с выходом 14,2 мас. компонент моторного топлива с октановым числом 94,6 ПИМ и с концентрацией бензола 0,84 мас.
Пример 3 (верхняя граница диапазона температур конца кипения верхнего продукта колонны К-1). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения верхнего продукта К-1 соответствует нижней заявляемой границе, а именно: 95 oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 28,3 мас. толуол с выходом 14,2 мас. компонент моторного топлива с октановым числом 94,6 ПИМ и с концентрацией бензола 0,84 мас.
Пример 4 (верхняя граница диапазона температур конца кипения верхнего продукта колонны К-1). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения верхнего продукта колонны К-1 соответствует верхней заявляемой границе, а именно 105 oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 27,1 мас. толуол с выходом 20,8 мас. компонент моторного топлива с октановым числом 93,5 ПИМ и с концентрацией бензола 0,77 мас.
Пример 5 (нижняя граница диапазона соотношение нафтеновых углеводородов C7-C6 в верхнем продукте колонны К-1). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что соотношение нафтеновых углеводородов C7-C6 в верхнем продукте колонны К-1 соответствует каждой заявляемой границе, а именно 0,5:1. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 22,4 мас. толуол с выходом 28,5 мас. компонент моторного топлива с октановым числом 95,1 ПИМ и с концентрацией бензола 0,72 мас.
Пример 6 (нижняя граница диапазона температур конца кипения верхнего продукта колонны К-2). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения верхнего продукта К-2 соответствует каждой заявляемой границе, а именно 65oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 36,2 мас. толуол с выходом 18,4 мас. компонент моторного топлива с октановым числом 93,1 ПИМ и с концентрацией бензола 0,56 мас.
Пример 7 (верхняя граница диапазона температур конца кипения верхнего продукта колонны К-2). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения верхнего продукта К-2 соответствует каждой заявляемой границе, а именно 75 oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 23,8 мас. толуол с выходом 21,3 мас. компонент моторного топлива с октановым числом 93,5 ПИМ и с концентрацией бензола 0,64 мас.
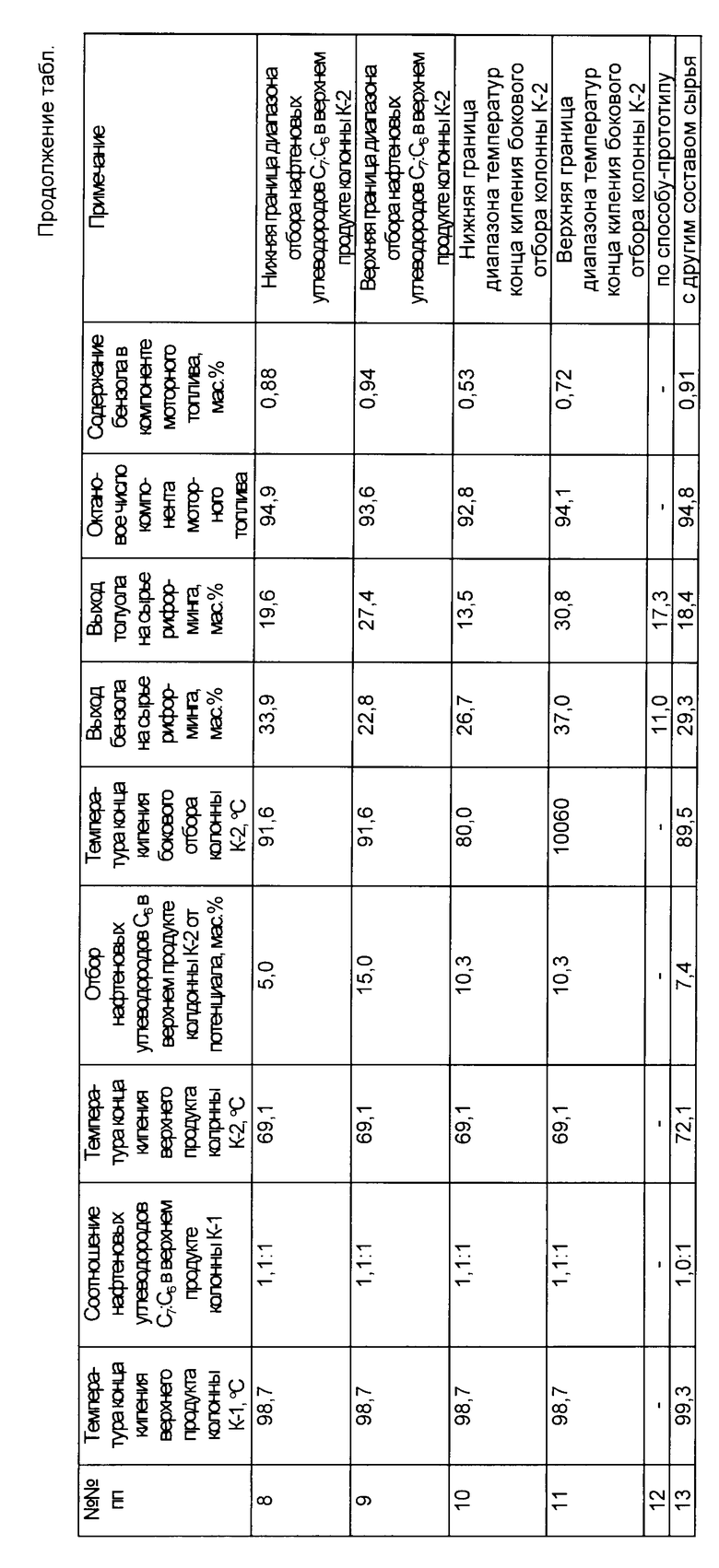
Пример 8 (нижняя граница диапазона отбора нафтеновых углеводородов C6 в верхнем продукте колонны К-2). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что отбор нафтеновых углеводородов C6 в верхнем продукте К-2 соответствует нижней заявляемой границе, а именно 5,0 мас. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 33,9 мас. толуол с выходом 19,6 мас. компонент моторного топлива с октановым числом 94,8 ПИМ и с концентрацией бензола 0,88 мас.
Пример 9 (верхняя граница диапазона отбора нафтеновых углеводородов C6 в верхнем продукте колонны К-2). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что отбор нафтеновых углеводородов C6 в верхнем продукте колонны К-2 соответствует верхней заявляемой границе, а именно 15,0 мас. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 22,8 мас. толуол с выходом 27,4 мас. компонент моторного топлива с октановым числом 93,6 ПИМ и с концентрацией бензола 0,94 мас.
Пример 10 (нижняя граница диапазона температур конца кипения бокового отбора колонны К-2). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения бокового отбора колонны К-2 соответствует нижней заявляемой границе, а именно 80 oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 26,7 мас. толуол с выходом 13,5 мас. компонент моторного топлива с октановым числом 92,8 ПИМ и с концентрацией бензола 0,53 мас.
Пример 11 (верхняя граница диапазона температур конца кипения бокового отбора колонны К-2). Бензиновую фракцию состава, приведенного в примере 1, подвергают разделению аналогично примеру 1 с тем отличием, что температура конца кипения бокового отбора колонны К-2 соответствует верхней заявляемой границе, а именно 100 oC. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 37,0 мас. толуол с выходом 30,8 мас. компонент моторного топлива с октановым числом 94,1 ПИМ и с концентрацией бензола 0,72 мас.
Пример 12 (по способу-прототипу). Сырье состава, приведенного в примере 1, в количестве 204,8 т/ч направляют в питание стабилизационной колонны, содержащей 32 клапанных тарелок и работающей при давлении вверху колоны 11,7 ата, в низу 1261 ата, температуре в верху колонны 73 oC, в низу 174 oC. По верху колонны отгоняют фракцию углеводородов C1-C4 в количестве 2,976 т/ч. По низу колонны в количестве 201,824 т/ч выделяют стабилизированную фракции 41-185 oC, которую направляют в питание второй ректификационной колонны, содержащей 60 клапанных тарелок и работающей при давлении верха 9 ата, низа 9,5 ата, температуре верха 102 oC, низа - 212 oC. По верху второй колонны выделяют фракцию, выкипающую в интервале 41-105 oC, в количестве 90,466 т/ч, а по низу фракцию, выкипающую в интервале 105-185 oC в количестве 111,358 т/ч. Верхний продукт второй колонны направляют в питание третьей колонны, содержащей 30 клапанных тарелок и работающей при давлении верха 7 ата, низа 7,6 ата, температуре верха 141 oC, низа 203 oC. По верху третьей колонны выделяют фракцию, выкипающую в интервале НК-62 oC, в количестве 45,466 т/ч, по низу фракцию, выкипающую в интервале 62-105 oC, в количестве 45 т/ч состава, мас. парафиновые углеводороды C6 20,94; нафтеновые углеводороды C7 25,30; нафтеновые углеводороды C7 9,32; парафиновые углеводороды C8 24,07; нафтеновые углеводороды C8 7,93; бензол 2,0; толуол 5,70, направляемую в качестве сырья на установку ЛГ-35-8/300Б. Гидроочистку и риформинг проводят в режимах, аналогичных примеру 1. В результате получают 4,934 т/ч бензола, 7,782 т/ч толуола. Выход бензола на пропущенное сырье риформинга 11 мас. толуола 17,3 мас.
Пример 13 (с другим составом сырья). Процесс проводят аналогично примеру 1 с тем отличием, что в качестве сырья ректификации используют широкую бензиновую фракцию, выкипающую в интервале 87-173 oC, состава, мас. парафиновые углеводороды C1-C4 2,03; парафиновые углеводороды C5 3,87; парафиновые углеводороды C6 16,23; нафтеновые углеводороды C6 7,16; парафиновые углеводороды C7 18,14; нафтеновые углеводороды C7 9,34; парафиновые углеводороды C8 - 19,71; нафтеновые углеводороды C8 11,32; парафиновые углеводороды C9-C10 3,28; нафтеновые углеводороды C9-C10 - 26664; бензол 0,94; толуол 1,22; ароматические углеводороды C8-C10 4,12. Гидроочистку и каталитический риформинг бокового и кубового продуктов колонны К-2 осуществляют в режимах, аналогичных примеру 1. В результате получают бензол с выходом на сырье риформинга, равным 29,3 мас. толуол с выходом 18,4 мас. компонент моторного топлива с октановым числом 94,8 ПИМ и с концентрацией бензола 0,91 мас.
Изобретение относится к химии, нефтехимии, а также к способу выделения концентрата бензолсодержащих и толуолсодержащих компонентов - сырья для производства бензола и толуола риформингом, а также сырьевой фракции для производства экологически чистого компонента моторного топлива риформингом из широкой бензиновой фракции, содержащей предельные углеводороды C2-C5, бензол образующие предельные углеводороды C6, толуолобразующие предельные углеводороды C7, предельные углеводороды C8-C10, ароматические углеводороды C6-C10 и другие примеси, ректификацией. Процесс проводят на двух колоннах, по верху первой колонны из исходной широкой бензиновой фракции выделяют фракцию с концом кипения 95-105 oC при массовом соотношении нафтеновые углеводороды C7: нафтеновые углеводороды C6 (0,5-1,5):1; верхний продукт первой колонны направляют в питание второй колонны, по верху которой выделяют фракцию с концом кипения 65-75 oC с отбором нафтеновых углеводородов C6 5-15 мас. % от потенциального содержания в сырье, боковым отбором из укрепляющей части колонны выделяют концентрат бензолобразующих и толуолобразующих компонентов с температурой конца кипения 80-100 oC, а по низу второй колонны - сырьевую фракцию для производства экологически чистого компонента моторного топлива риформингом. Способ позволяет получать сырьевую фракцию для бензольно-толуольного риформинга, риформированием которой получают катализат с выходом бензола на пропущенное сырье 25-35 мас. %, а также сырьевую фракцию для бензинового риформинга, риформированием которой получают высокооктановый компонент моторного топлива с содержанием канцерогенного бензола менее 1 мас. %. 1 табл.
Способ выделения концентрата бензолобразующих и толуолобразующих компонентов сырья для производства бензола и толуола риформингом, а также сырьевой фракции для производства экологически чистого компонента моторного топлива риформингом из широкой бензиновой фракции, содержащей предельные углеводороды C2 C5 бензолобразующие предельные углеводороды C6, толуолобраэующие предельные углеводороды C7, предельные углеводороды C8 C10, ароматические углеводороды C8 - C10 и другие примеси, ректификацией, отличающийся тем, что процесс проводят на двух колоннах, с верха первой колонны из исходной широкой бензиновой фракции выделяют фракцию с концом кипения 95 105oС при массовом соотношении нафтеновые углеводороды C7 нафтеновые углеводороды C6 (0,5 1,5) 1, верхний продукт первой колонны направляют в питание второй колонны, с верха которой выделяют фракцию с концом кипения 65 75oС с отбором нафтеновых углеводородов C6 5 15 мас. от потенциального содержания в сырье, боковым отбором из укрепляющей части колонны выделяют концентрат бензолобразующих и толуолобразующих компонентов с температурой конца кипения 80 100oC, а с низа второй колонны сырьевую фракцию для производства экологически чистого компонента моторного топлива риформингом.

