Изобретение относится к области машиностроения и может быть использовано при изготовлении поршней из алюминиевых сплавов для двигателей внутреннего сгорания, в том числе, с высоким содержанием кремния.
Известен способ изготовления поршней двигателей внутреннего сгорания с нирезистовой вставкой под поршневые кольца методом горячего пластического деформирования в ковочном штампе.
Способ заключается в том, что на определенной высоте помещают износостойкую вставку, в которую устанавливают металлическую заготовку и в результате штамповки получают изделий со вставкой.
Недостатком известного способа является низкий коэффициент использования металла.
Известен способ изготовления поршней двигателей внутреннего сгорания, состоящих из металлического корпуса с боковыми отверстиями, керамической и нирезистовой вставок, расположенных в днище корпуса, включающий жидкую штамповку в штампе и соединение упомянутых частей поршня.
Способ заключается в том, что первоначально устанавливают в штамп керамическую вставку и фиксируют ее с помощью нирезистовой вставки в процессе ее последующего размещения и фиксации в штампе, производят заливку жидкого металла, затем в процессе штамповки осуществляют соединение частей поршня и производят прошивку боковых отверстий с одновременной нижней подпрессовкой, при этом в процессе штамповки, прошивки боковых отверстий и нижней подпрессовки осуществляют кристаллизацию металла под давлением.
Недостатком известного способа является низкая прочность соединения нирезистовой вставки с металлическим корпусом и повышенный расход металла за счет его выплеска через зазоры в штампе при штамповке.
Технической задачей заявляемого способа является повышение прочности соединения нирезистовой вставки с металлическим корпусом поршня за счет сокращения времени пребывания разогретой вставки вне расплав, а также сокращение расхода жидкого металла за счет предотвращения его выплеска через зазор между элементами штампа путем образования в процессе штамповки герметизирующего пояска.
Для решения поставленной задачи в известном способе изготовления поршней двигателей внутреннего сгорания, состоящих из металлического корпуса с боковыми отверстиями и керамической и нирезистовой вставок, расположенных в днище корпуса, включающем установку в штамп керамической вставки и фиксацию ее с помощью нирезистовой вставки в процессе ее последующего размещения и фиксации в штампе, заливку жидкого металла, штамповку для получения корпуса с закрепленными в нем вставками, прошивку боковых отверстий в корпусе, нижнюю подпрессовку и выдержку под давлением для обеспечения кристаллизации, непосредственно перед размещением нирезистовой вставки в штамп производят ее алитирование, штамповку осуществляют в две стадии при пониженном и номинальном давлении с вдержкой 10.15 сек между стадиями для образования герметизирующего пояска, а прошивку боковых отверстий и нижнюю подпрессовку производят последовательно после осуществления штамповки.
Алитирование нирезистовой вставки осуществляют за счет того, что вставку устанавливают на опорах, располагая ее ось параллельно горизонтальной плоскости, опускают в ванну с жидким расплавом, имеющим температуру 680.720oC, выдерживают в расплаве в течение 120.180 сек, сообщая вставке колебательное движение с амплитудой, составляющей от 0,2 до 0,25 от ее наружного диаметра, после чего вставку извлекают из ванны, встряхивают для удаления избыточного металла, а перед установкой в штамп поворачивают на угол 90o, располагая ее ось перпендикулярно горизонтальной плоскости.
Кроме того, штамповку на первой стадии и выдержку между стадиями осуществляют при давлении, величина которого составляет от 0,1 до 0,15 номинального давления.
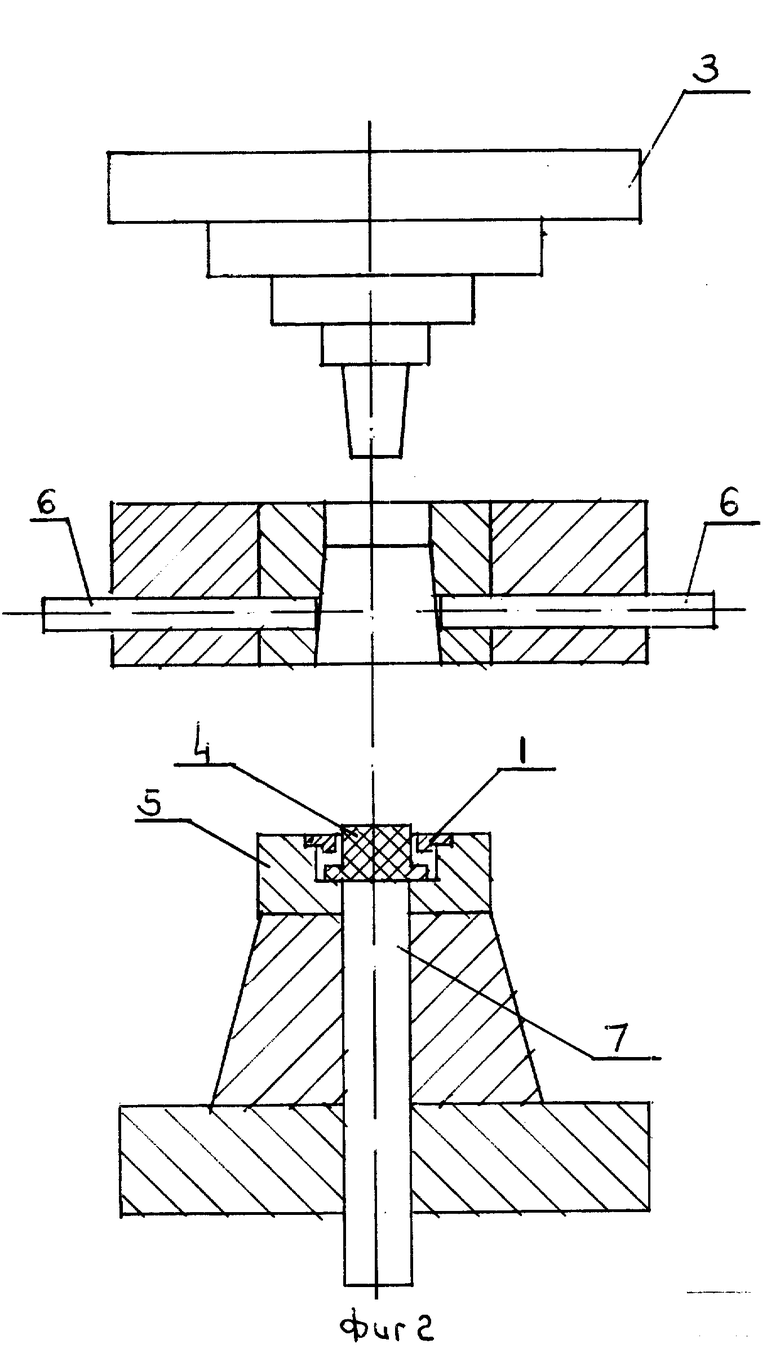
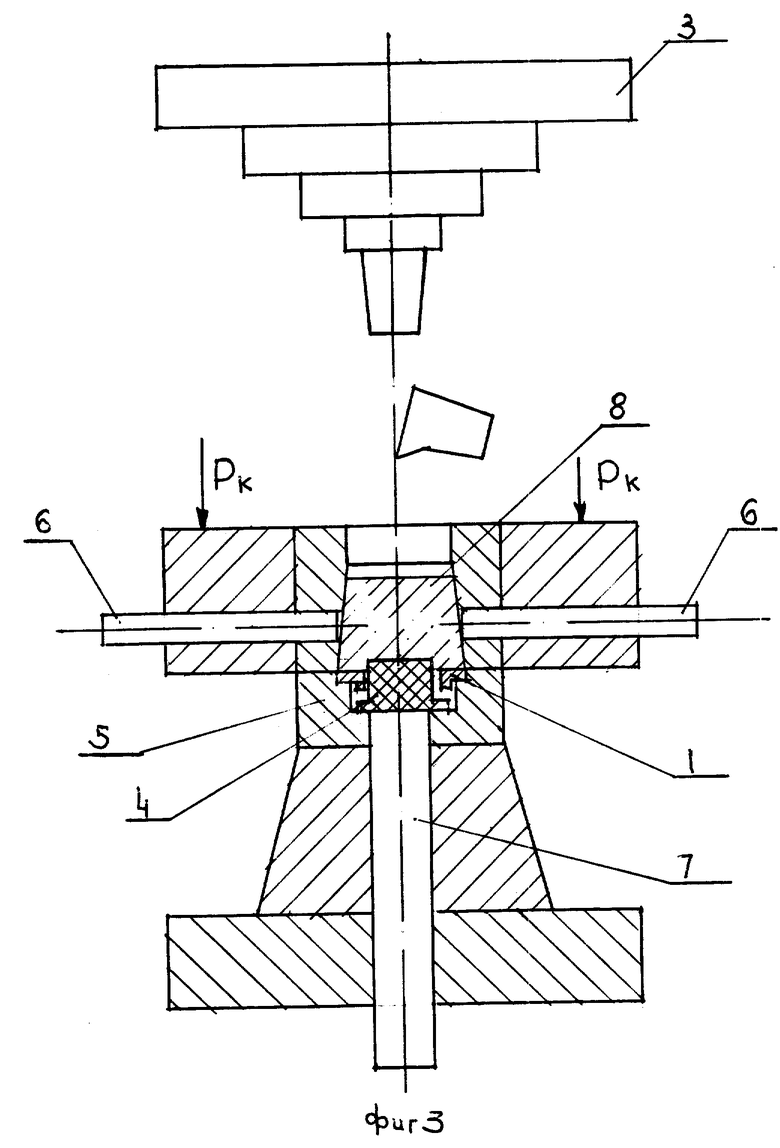
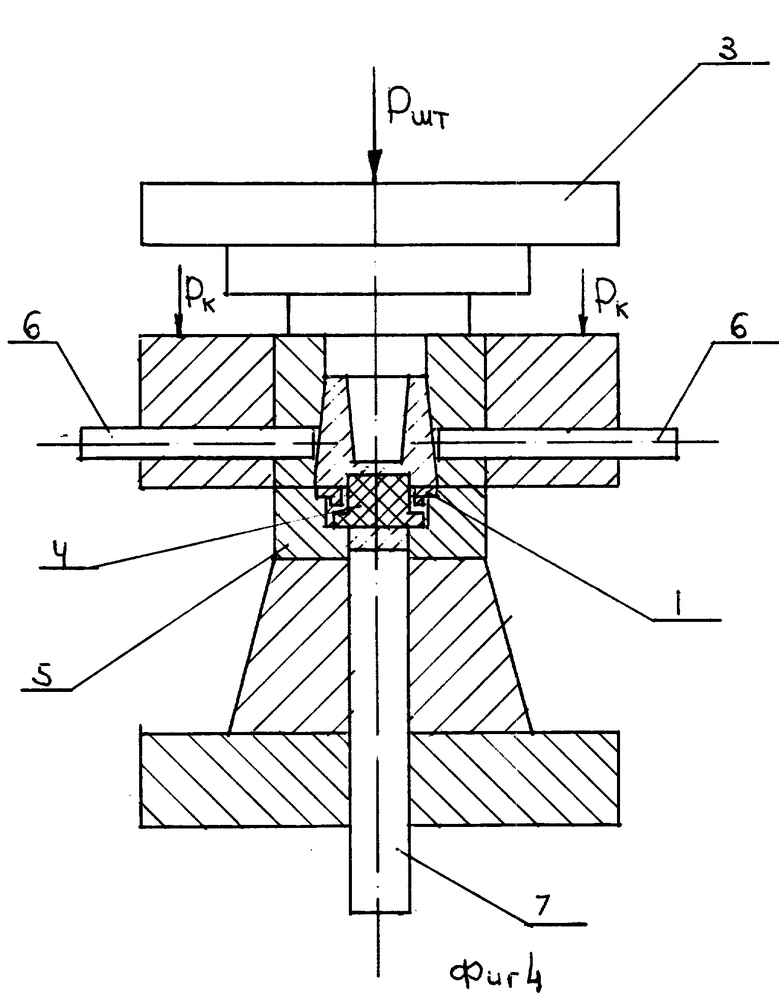
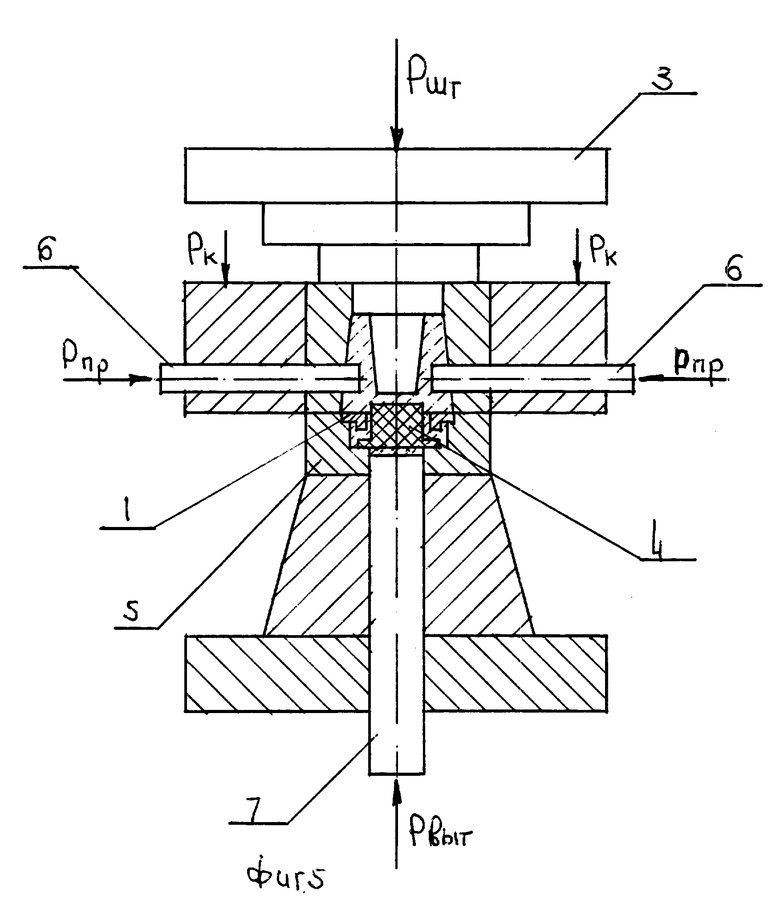
Изобретение поясняется графическими материалами, где на фиг. 1 - изображены ванна для алитирования и исходное положение нирезистовой вставки перед алитированием; на фиг. 2 устройство для штамповки поршня; на фиг. 3 - устройство для штамповки после прижима контейнера к днищу штампа и заливки металла; на фиг. 4 то же, в момент штамповки поршня; на фиг. 5 то же, в момент прошивки боковых отверстий.
Способ осуществляют следующим образом.
Предварительно обезжиренную нирезистовую вставку опускают в ванну 2 с расплавом (см. фиг. 1) и выдерживают в ней 120.180 сек. При выдержке вставке сообщают колебательное движение с амплитудой, равной 0,2.0,25 ее наружного диаметра. В устройство для штамповки 3 устанавливают предварительно нагретую керамическую вставку 4, извлекают из ванны нирезистовую вставку 1, встряхивают ее для удаления избыточного металла, а затем размещают и фиксируют ее в штампе 5. При этом фиксируется керамическая вставка 4, что предотвращает ее всплытие при заливке металла (см. фиг.2). Производят заливку жидкого металла 8 и штамповку поршня в две стадии (см. фиг. 3 и 4). На первой стадии штамповку и выдержку осуществляют при давлении, равном 0,1.0,15 от номинальной величины, в результате чего образуется герметизирующий поясок, препятствующий выплеску металла при штамповке на второй стадии.
В процессе штамповки начинается кристаллизация металла и обеспечивается надежное соединение частей поршня. Затем последовательно прошивают боковые отверстия пуансонами 6, осуществляют подпрессовку снизу выталкивателем 7 с последующей выдержкой под давлением (см. фиг. 5) и в течение этих операций продолжается кристаллизация под давлением.
Пример.
При производстве заготовки поршня массой 4 кг из заэвтектического силумина (18% δi), имеющего пористую керамическую вставку из волокон карбида кремния и нирезистовой кольцевой вставки из легированного никелевого чугуна, непосредственно перед штамповкой нирезистовую вставку опускают в алитировочную ванну с расплавом при температуре 680.720oC и выдерживают в ней в течение 120.180 сек, сообщая при этом колебательные движения вставке с амплитудой, равной 0,2.0,25 ее наружного размера. После выдержки в расплаве вставку извлекают из ванны, встряхивают для удаления избыточного металла и в течение не более 8.10 сек укладывают и фиксируют ее в штампе, одновременно фиксируя при этом предварительно установленную разогретую керамическую вставку. Затем прижимают и фиксируют закладные элементы поршня, заливают жидкий металл при температуре 680 oC в полость штампа, после чего производят формообразование заготовки поршня при помощи вертикального и горизонтальных пуансонов, а также выталкивателя в определенной последовательности, а именно: предварительная штамповка при давлении 0,1.0,15 от номинального давления, выдержка в течение 10.15 сек, окончательная штамповка при давлении 150.200 МПа, прошивка боковых отверстий, нижняя подпрессовка и выдержка при максимальном давлении в течение 0.120 сек, при этом во время всех вышеуказанных операций осуществляется кристаллизация металла под давлением.
После вдержки под давлением процесс заканчивают, возвращая пуансоны в исходное положение, и с помощью выталкивателя удаляют заготовку из штампа.
Заявляемый способ позволяет существенно повысить эксплуатационные характеристики поршня, в частности, прочность соединения нирезистовой вставки с металлическим корпусом, а также снизить расход металла в процессе производства поршней.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ С МЕТАЛЛОКЕРАМИЧЕСКИМИ ВСТАВКАМИ | 2009 |
|
RU2402413C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ АЛИТИРОВАННОГО НИРЕЗИСТОВОГО КОЛЬЦА В МАТРИЦУ ШТАМПА | 2008 |
|
RU2391182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411103C1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
Использование: при изготовлении поршней двигателей внутреннего сгорания из алюминиевых сплавов с добавками кремния. Сущность изобретения: поршень состоит из металлического корпуса с боковыми отверстиями, в днище которого расположены керамическая и нирезистовая вставки. Нирезистовую вставку алитируют непосредственно перед установкой в штамп. Керамическую вставку фиксируют с помощью нирезистовой вставки в процессе ее последующего размещения и фиксации. Затем в штамп заливают жидкий металл и последовательно производят штамповку, прошивку боковых отверстий в корпусе, нижнюю подпрессовку и окончательную выдержку под давлением. Кристаллизация металла и соединение элементов поршня происходит в процессе упомянутых операций. Штамповку производят в две стадии при пониженном и номинальном давлении и выдержкой 10...15 сек между стадиями для образования герметизирующего пояска. 2 з. п. ф-лы, 5 ил.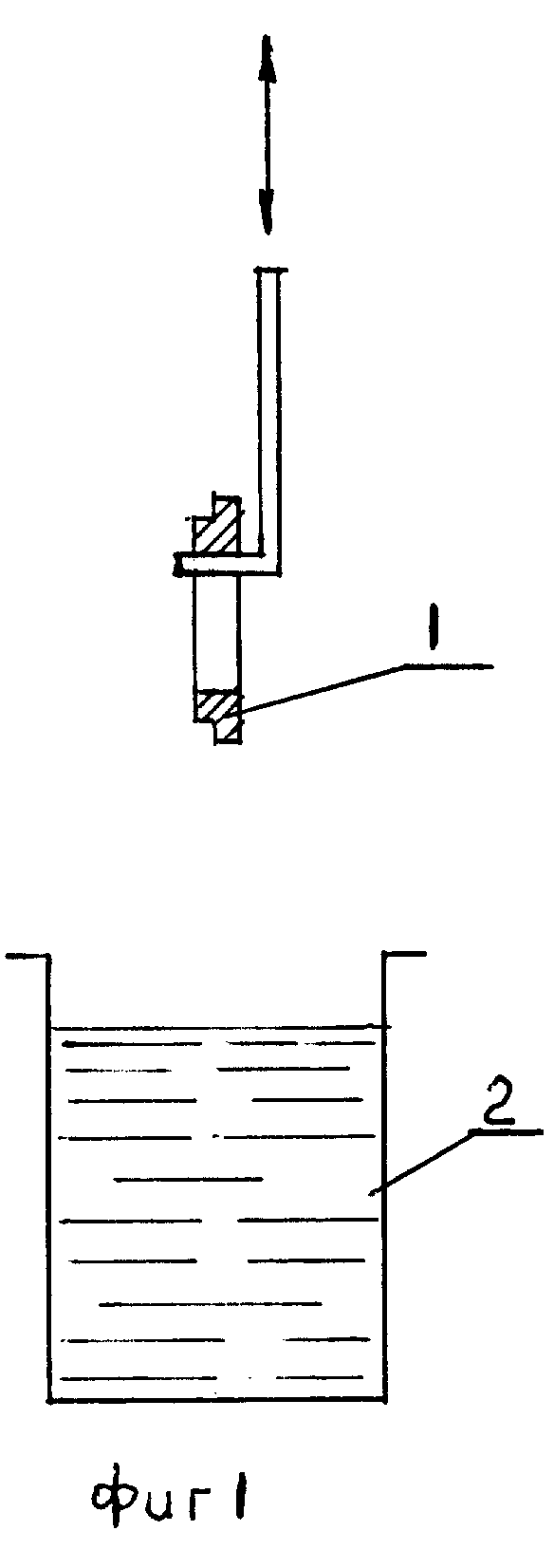
720oС, выдерживают в расплаве в течение 120 180 с, сообщая вставке колебательное движение с амплитудой, составляющей от 0,2 до 0,25 от ее наружного диаметра, после чего вставку извлекают из ванны, встряхивают для удаления избыточного металла, а перед установкой в штамп поворачивают на угол 90o, располагая ее ось перпендикулярно горизонтальной плоскости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ N 1210301, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент РФ N 2060140, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
