Изобретение относится к области металлургического машиностроения и используется при изготовлении поршней из алюминиевых сплавов с нирезистовой вставкой для двигателей внутреннего сгорания.
Известно устройство для изготовления поршней двигателей внутреннего сгорания, которое снабжено средством для фиксации предварительно алитированного нирезистового кольца в матрице штампа (см., например, патент РФ №2060140, кл. В23P 15/10, В21К 1/18, 1996 г.). В патенте отмечен сам факт установки нирезистового кольца в матрицу штампа, однако не представлено устройство для осуществления этой операции. На практике установку упомянутого кольца в матрицу выполняют стержнем с крюком на конце для кольца. Стержень связан с механизмом, обеспечивающим колебательные перемещения кольца в алитировочной ванне.
Недостатком известного изобретения является то, что все параметры, имеющие место при выполнении операций от извлечения кольца из алитировочной ванны до его размещения в матрице штампа, влияют на качество готового изделия. Это - время транспортировки кольца, его температура, состояние алитировочного слоя, точность расположения кольца в матрице штампа. Выдержать их, используя для установки кольца стержень, не представляется возможным, что снижает качество готового изделия. Перекос кольца в матрице в изложенном техническом решении устраняется средством для его фиксации, что усложняет конструкцию штампа.
Известно изобретение по изготовлению поршней двигателей внутреннего сгорания, в описании которого показано исходное положение нирезистовой вставки (кольца) на крюке стержня перед алитированием (см., например, патент РФ №2093301, фиг.1, кл. B22D 18/04, В23Р 15/10, В21К 1/18, 1997 г.). При этом внутренняя поверхность крюка выполняет функцию подхвата, а наружная - упора. Нирезистовую вставку после алитирования извлекают из ванны с помощью упомянутого стержня, встряхивают на нем для удаления избыточного металла и в процессе установки в матрицу штампа поворачивают на 90°, располагая ее в горизонтальной плоскости. После чего, стержень удаляют из матрицы, а вставку фиксируют в последней средством, предусмотренным в конструкции штампа и устраняющим ее перекос.
Недостатком известного изобретения является неэффективное удаление излишков металла с нирезистового кольца после алитирования, поскольку оно свободно подвешено на крюке стержня, что приводит к неравномерности алитировочного слоя на поверхности кольца. Кроме того, размещение кольца в матрице штампа (особенно для высоких поршней) весьма затруднительно, так как необходимо опустить кольцо в матрицу до контакта с ее торцем, затем развернуть кольцо на 90°, снять его с подхвата и поправить упором крюка. Это приводит к увеличению времени установки кольца и, как следствие, образованию на алитировочном слое окисной пленки. Неравномерность алитировочного слоя и окисная пленка на его поверхности приводят к увеличению брака готового изделия, который называется «неспай». Следует также отметить, что оснащение штампа специальным средством для фиксации нирезистового кольца в матрице, усложняет его конструкцию.
Техническим результатом заявленного устройства является повышение качества готового изделия за счет снижения дефекта «неспай» между алитировочным слоем нирезистового кольца и основным сплавом поршня.
Технический результат предлагаемого изобретения достигается устройством для установки алитированного нирезистового кольца в матрицу штампа, содержащем соосно расположенные корпус и бобышку, жестко связанные между собой двумя парами ребер, равноудаленных от продольной оси и равномерно расположенных по окружности, два двуплечих рычага, расположенных между ребрами и шарнирно закрепленных на перемычках, соединенных с ребрами, при этом на концах ребер выполнена проточка под внутренний диаметр кольца и упор, имеющий возможность взаимодействия с торцем кольца, одни плечи рычагов снабжены рукоятками, а другие плечи выполнены с возможностью взаимодействия с противоположным торцем кольца, причем наружные грани ребер выполнены с возможностью размещения нирезистивого кольца в матрице с радиальным зазором между его внутренней поверхностью и проточками ребер, равным
δ≤(0,003…0,005)d,
где d - внутренний диаметр кольца,
так как кольцо жестко зафиксировано по торцам, а поэтому обеспечивается как эффективное удаление излишков алитировочного металла, так и надежная доставка кольца до бурта матрицы с установкой его без перекоса, при этом значительно уменьшается время установки кольца, что приводит к снижению брака «неспай» готового изделия.
Изобретение поясняется графическими материалами, на которых показаны:
фиг.1 - общий вид штампа для жидкой штамповки поршня двигателя внутреннего сгорания с нирезистовым кольцом;
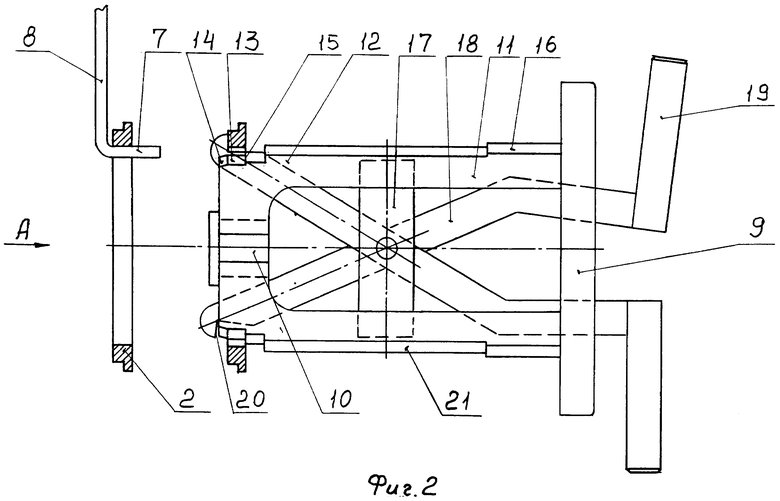
фиг.2 - общий вид устройства;
фиг.3 - вид с торца на устройство (вид А на фиг.2);
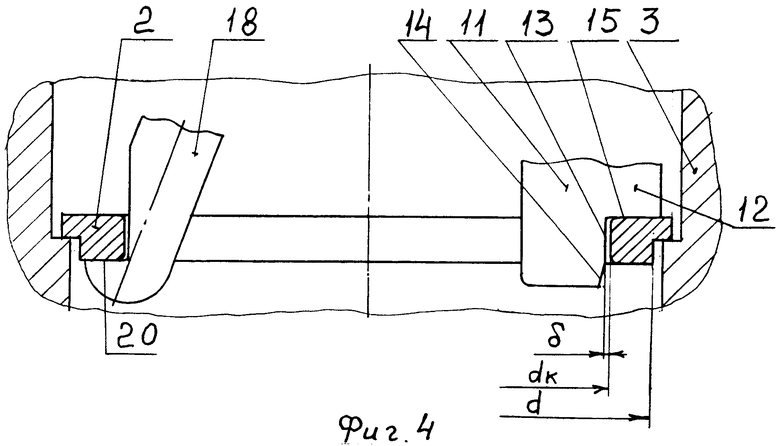
фиг.4 - взаимодействие ребер и рычагов с торцами нирезистового кольца (разрез Б-Б на фиг.3);
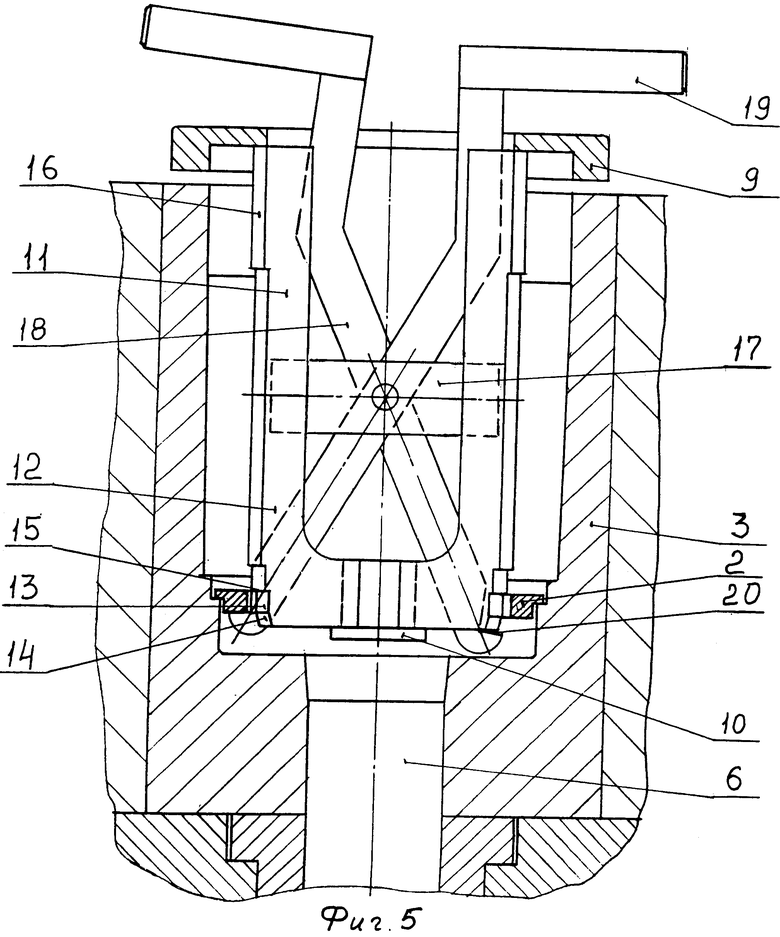
фиг.5 - установка нирезистового кольца в матрицу штампа предложенным устройством.
На фиг.1 изображен момент окончания жидкой штамповки поршня 1 с нирезистовым кольцом 2 в матрице 3 штампа с помощью пуансона 4, съемника 5 и толкателя 6. На фиг.2 представлен общий вид устройства, находящегося в горизонтальной плоскости. Сверху от оси - нирезистовое кольцо зафиксировано устройством (рабочее положение). Снизу от оси - устройство в исходном положении. Слева изображено нирезистовое кольцо перед его фиксацией устройством. Кольцо подвешено на крюке 7 стержня 8. Стержень для наглядности условно повернут на 90°. Устройство для установки нирезистового кольца в матрицу штампа содержит соосно установленные корпус 9 и бобышку 10, которые жестко связаны между собой двумя парами ребер 11. Ребра равно удалены от оси устройства и равномерно расположены по окружности (см. фиг.3). На свободных концах 12 ребер обработана проточка 13 с заходной фаской 14 и упором 15, взаимодействующим с верхним торцем нирезистового кольца. На противоположных концах ребер их наружные грани 16 обработаны в размер, обеспечивающий центрирование устройства по диаметру матрицы. К ребрам приварены две перемычки 17, между которыми шарнирно смонтированы два двуплечих рычага 18, одни плечи которых снабжены рукоятками 19, а на противолежащих плечах выполнены выборки 20, обеспечивающие взаимодействие с нижним торцем нирезистового кольца. Поверхности 21 ребер 11 прижима являются нерабочими. Фиг.4 поясняет взаимодействие ребер 11 и двуплечих рычагов 18 с нирезистовым кольцом 2, при этом: 6 - зазор между внутренним диаметром dк нирезистового кольца и проточками 13 ребер, d - внутренний диаметр бурта кольца с учетом температур. На фиг.5 показано устройство для установки нирезистового кольца в матрице штампа: внизу и слева - рабочее положение двуплечего рычага, внизу и справа - отведенное для демонтажа устройства положение двуплечего рычага.
Перед описанием устройства для установки алитированного нирезистового кольца в матрицу штампа необходимо отметить, что его разрабатывают под конкретный типоразмер поршня. В качестве примера рассмотрим поршень двигателя автобуса «Татра».
Определяющим при разработке устройства является следующее:
1. Размеры поршня: наружный диаметр 135 мм, глубина установки нирезистового кольца от верхнего торца поршня 109 мм.
2. Размеры нирезистового кольца: внутренний диаметр 103 мм, внутренний диаметр бурта 124 мм, наружный диаметр 129 мм, толщина 10 мм, толщина бурта 4 мм.
3. Материалы: кольцо - чугун типа нирезист, матрица - сталь 5ХНМ.
4. Линейные коэффициенты теплового расширения: для нирезиста 18·10-6, для стали 5ХНМ - 10·10-6.
5. Рабочие температуры: для нирезистового кольца - 700°С, для стали 5ХНМ (матрица) - 200°С, для устройства - комнатная.
Исходя из отмеченного радиальный зазор между проточками ребер при комнатной температуре и внутренним диаметром dк=104,3 мм при 700°С выбирают из интервала δ≤(0,003…0,005) d=0,38…0,63, где d=125,56 мм - размер внутреннего диаметра бурта при 700°С. Зазоры между внутренним диаметром и матрицей, а также наружным диаметром кольца и матрицей назначают с учетом технологии жидкой штамповки (материалы, температуры и т.д.) и припусков на механическую обработку поршня. Очевидно, что упомянутые радиальные зазоры должны быть больше зазора δ. Установку алитированного нирезистового кольца 2 выполняют в два этапа: первый этап - фиксация кольца в устройстве; второй этап - установка кольца в матрицу штампа. Устройство работает следующим образом. Нирезистовое кольцо 2 с помощью стержня 8, на крюке 7 которого оно подвешено, извлекают из алитировочной ванны. Устройство поворачивают, размещая двуплечие рычаги 18 в горизонтальной плоскости. Рукоятками 19 поворачивают плечи рычагов с выборками 20 навстречу друг другу. Рычаги занимают положение, изображенное на фиг.2, снизу от продольной оси. Перемещая устройство вдоль его продольной оси, размещают нирезистовое кольцо 2 в проточках 13. При этом стержень 8 располагается между верхней парой ребер 11. Поворачивая рычаги от продольной оси, зажимают торцы нирезистового кольца между упорами 15 ребер 11 выборками 20. Удаляют стержень 8. Ударяя нерабочими гранями 21 нижней пары ребер 11 о металлический брус (на графических материалах не показан), встряхивают избыточный жидкий металл с нирезистового кольца. Первый этап установки закончен. Переносят устройство в зону штампа, поворачивают его вертикально и опускают, центрируя по диаметру верхней части матрицы гранями 16, до упора нирезиствого кольца в бурт матрицы. Поворачивают нижние плечи двуплечих рычагов 18 навстречу друг другу и удаляют устройство из матрицы. Нирезистовое кольцо 2 установлено в матрице 3. Второй этап закончен. Заливают расплав основного металла в матрицу и выполняют жидкую штамповку. Готовый поршень 1 извлекают из матрицы посредством толкателя 6.
Предложенное устройство для установки алитированного нирезистового кольца в матрицу штампа, содержащее соосно расположенные корпус и бобышку, жестко связанные между собой двумя парами ребер, равноудаленных от продольной оси и равномерно расположенных по окружности, два двуплечих рычага, расположенных между ребрами и шарнирно закрепленных на перемычках, соединенных с ребрами, при этом на концах ребер выполнена проточка под внутренний диаметр кольца и упор, имеющий возможность взаимодействия с торцем кольца, одни плечи рычагов снабжены рукоятками, а другие плечи выполнены с возможностью взаимодействия с противоположным торцем кольца, причем наружные грани ребер выполнены с возможностью размещения нирезистового кольца в матрице с радиальным зазором между его внутренней поверхностью и проточками ребер, равным
δ≤(0,003…0,005)d,
где d - внутренний диаметр кольца,
позволяет:
- повысить качество готового изделия за счет снижения дефекта «неспай» между алитировочным слоем нирезистового кольца и основным сплавом поршня, что обусловлено эффективным удалением излишек алитировочного металла и уменьшением времени выполнения технологических операций;
- упростить технологию и конструкцию для изготовления изделия, так как исключена необходимость в специальном средстве для фиксации нирезистового кольца в матрице штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205089C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ С МЕТАЛЛОКЕРАМИЧЕСКИМИ ВСТАВКАМИ | 2009 |
|
RU2402413C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| Предохранительное устройство пресса | 1980 |
|
SU903214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |


Изобретение относится к области металлургического машиностроения. Устройство содержит корпус и бобышку, жестко связанные между собой двумя парами ребер, равноудаленных от продольной оси и равномерно расположенных по окружности. Два двуплечих рычага расположены между ребрами и шарнирно закреплены на перемычках, соединенных с ребрами. На концах ребер выполнены проточка под внутренний диаметр кольца и упор, имеющий возможность взаимодействия с торцем кольца. Одни плечи рычагов имеют рукоятки, а другие плечи выполнены с возможностью взаимодействия с противоположным торцем кольца. Наружные грани ребер обеспечивают размещение нирезистового кольца в матрице с радиальным зазором между его внутренней поверхностью и проточками ребер, равным δ=(0.003…0.005)d, где d - внутренний диаметр кольца. Достигается эффективное удаление излишков алитирующего металла, точность установки кольца и уменьшение времени установки. 5 ил.
Устройство для установки алитированного нирезистового кольца в матрицу штампа, содержащее соосно установленные корпус и бобышку, жестко связанные между собой двумя парами ребер, равноудаленных от продольной оси и равномерно расположенных по окружности, два двуплечих рычага, расположенных между ребрами и шарнирно закрепленных на перемычках, соединенных с ребрами, при этом на концах ребер выполнены проточка под внутренний диаметр кольца и упор, имеющий возможность взаимодействия с торцом кольца, одни плечи рычагов имеют рукоятки, а другие плечи выполнены с возможностью взаимодействия с противоположным торцом кольца, причем наружные грани ребер выполнены с возможностью размещения нирезистового кольца в матрице с радиальным зазором между его внутренней поверхностью и проточками ребер, равным δ=(0.003…0.005)d, где d - внутренний диаметр кольца.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| RU 2060140 С1, 20.05.1996 | |||
| DE 1210301 В, 03.02.1966. | |||

