Изобретение относится к области машиностроения и может быть использовано при изготовлении поршней из алюминиевых сплавов, включая высококремнистые, для двигателей внутреннего сгорания.
Известен способ изготовления поршней двигателей внутреннего сгорания с нирезистовой вставкой под поршневое кольцо методом горячей объемной штамповки [1].
Способ заключается в том, что на цилиндрической заготовке корпуса поршня размещают износостойкую вставку, устанавливают в матрице штампа с натягом наружной поверхности вставки по внутренней поверхности матрицы и производят штамповку корпуса поршня, сопровождающуюся заштамповкой износостойкой вставки.
Недостатком известного способа является низкий коэффициент использования металла и низкая степень адгезии материалов корпуса поршня и износостойкой вставки.
Известен способ изготовления поршня двигателя внутреннего сгорания, состоящего из металлического корпуса с боковыми отверстиями, керамической и нирезистовой вставками, расположенными в днище корпуса, включающий жидкую штамповку в штампе и соединение упомянутых частей поршня [2].
Способ заключается в том, что первоначально устанавливают в штамп керамическую вставку и фиксируют ее с помощью нирезистовой вставки, алитируемой непосредственно перед установкой в штамп, производят заливку жидкого металла и осуществляют штамповку в две стадии - при пониженном давлении для образования герметизирующего пояска и при номинальном, прошивку боковых отверстий и нижнюю подпрессовку, при этом в процессе штамповки, прошивки боковых отверстий и нижней подпрессовки осуществляют кристаллизацию под давлением.
Известный способ имеет следующие недостатки. Неравномерность давлений твердожидкого расплава на нирезистовую вставку в конечный момент кристаллизации приводит к невысокой прочности соединения вставки с металлическим корпусом. Наличие керамической вставки повышает себестоимость поршня, в то же время при подпрессовке выталкивателем затрудняет прохождение и распределение жидкой фазы расплава в порах дендритного каркаса. Это является причиной усадочных явлений в головке поршня: пористость и отклонения линейных размеров базовых поверхностей. Кроме того, коэффициент использования металла при производстве поршней, имеющих камеру сгорания, недостаточно высок.
Изобретение направлено на повышение качества поршня, а именно устранение пористости и других усадочных явлений в головке поршня, усиление адгезионных связей металла поршня с нирезистовой вставкой путем применения направленной кристаллизации и повышения давления на расплав внутри головки при доштамповке поршня, а также на увеличение коэффициента использования металла и уменьшение энергетических затрат на штамповку массивной кристаллизующейся головки поршня путем применения нижнего пуансона малого диаметра с формированием наметки под камеру сгорания.
Для решения поставленной задачи в способе изготовления поршня двигателя внутреннего сгорания, при котором предварительно алитированную нирезистовую вставку устанавливают в нагретый штамп, фиксируют ее при сборке штампа, заливают жидкий металл, осуществляют штамповку корпуса поршня верхним пуансоном в две стадии при пониженном и номинальном давлениях с выдержкой времени между стадиями, производят прошивку боковых отверстий в юбке поршня, доштамповку поршня нижним пуансоном и выдержку под механическим давлением до завершения процесса кристаллизации, путем отвода нижнего пуансона в дне матрицы образуют подогреваемую полость, размеры которой соответствуют разности объемов расплава и закристаллизовавшегося металла. При заливке расплава в штамп заполняют эту полость расплавом и доштамповку осуществляют перемещением твердожидкого расплава из полости в головку поршня, при этом в штампе создают посредством нагревателей температурное поле, обеспечивающее перемещение фронта кристаллизации от торца юбки вдоль оси корпуса к головке поршня. Так как центр головки поршня является температурным центром кристаллизации, подвод к нему на конечной стадии затвердевания твердожидкого расплава под давлением обеспечивает заполнение внутри- и междендритных пор и повышение давления на контакте поршневого сплава с нирезистовой вставкой, что, в свою очередь, способствует образованию и развитию прочных адгезионных связей.
Управление движением фронта кристаллизации производится нагревательными элементами, которыми задается такое температурное поле в штампе, что процесс движения фронта кристаллизации основной массы расплава идет от торца юбки вдоль оси корпуса к головке поршня к центру завершения кристаллизации, при этом отклонения размеров базовых поверхностей в радиальном направлении, вызываемые усадочными явлениями, минимальны.
При прошивке боковых отверстий вытесняемый прошивнями металл уплотняет стенки корпуса поршня и создает дополнительное давление в тепловом центре массивной кристаллизующейся головки поршня.
Доштамповку поршня осуществляют пуансоном, диаметр которого равен разности диаметра головки поршня и удвоенной толщины стенки юбки в месте прошивки боковых отверстий. Доштамповка головки пуансоном малого диаметра, во-первых, требует меньшего усилия при том же давлении, во-вторых, совершаемая прессом работа не затрачивается на деформирование и разрушение закристаллизовавшейся боковой стенки головки. Следовательно, исключается риск защемления прошивней в корпусе поршня при одностороннем воздействии давления от нижнего пуансона. Кроме того, к нирезистовой вставке на стадии доштамповки давление прикладывается через твердожидкую фазу преимущественно в радиальном направлении, против действия сил усадки. Это снижает возможность деформации нирезистовой вставки по сравнению с односторонним механическим воздействием и повышает прочность соединения вставки с корпусом. Таким образом, указанное значение диаметра нижнего пуансона позволит более эффективно использовать затрачиваемую на штамповку энергию, воздействуя на кристаллизующийся металл механически, а на закристаллизовавшийся - через жидкую фазу расплава.
При изготовлении поршней, имеющих в корпусе камеру сгорания, в процессе доштамповки нижним пуансоном в торце головки поршня образуют наметку под камеру сгорания. Это приводит к увеличению коэффициента использования металла, а также к более плотной структуре металла вокруг камеры сгорания, что, в конечном счете, повышает эксплуатационные характеристики поршня.
Изобретение поясняется графическими материалами, где
на фиг. 1 изображено устройство для штамповки поршня с установленной нирезистовой вставкой;
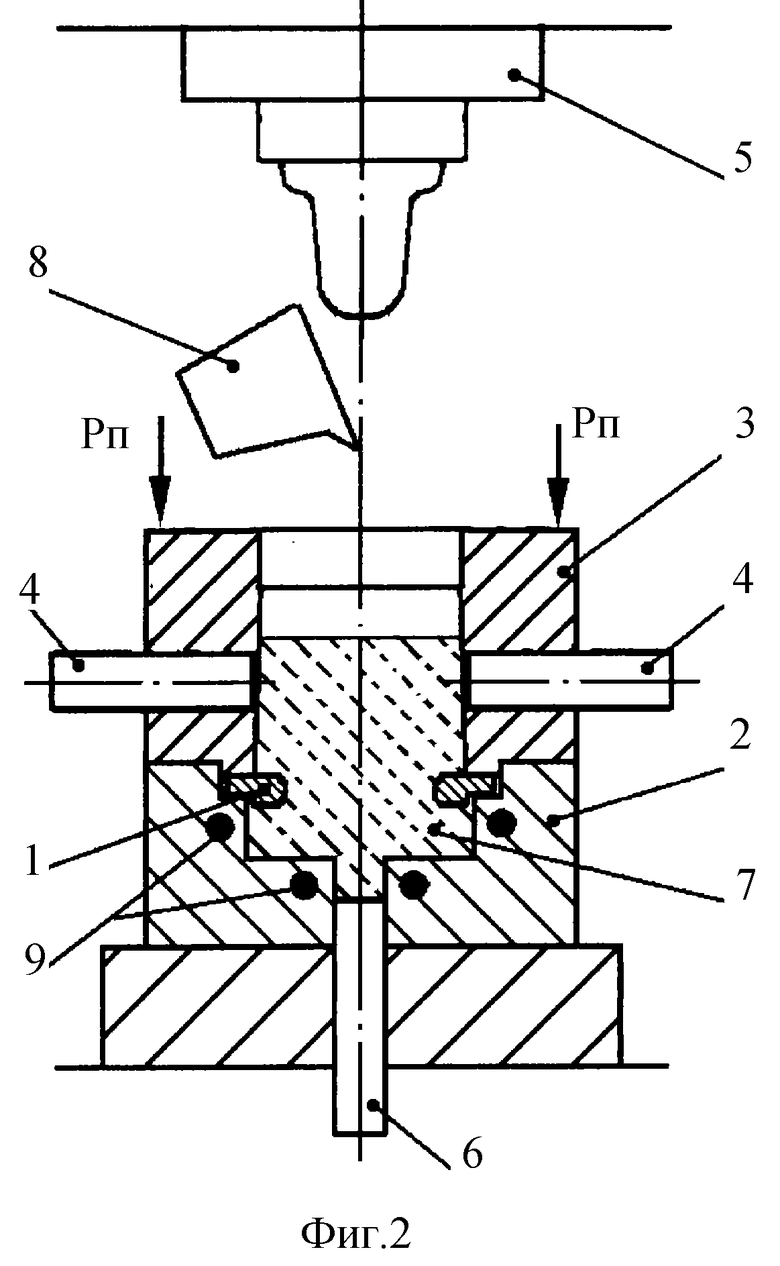
на фиг. 2 - устройство для штамповки с собранной матрицей и залитым расплавом;
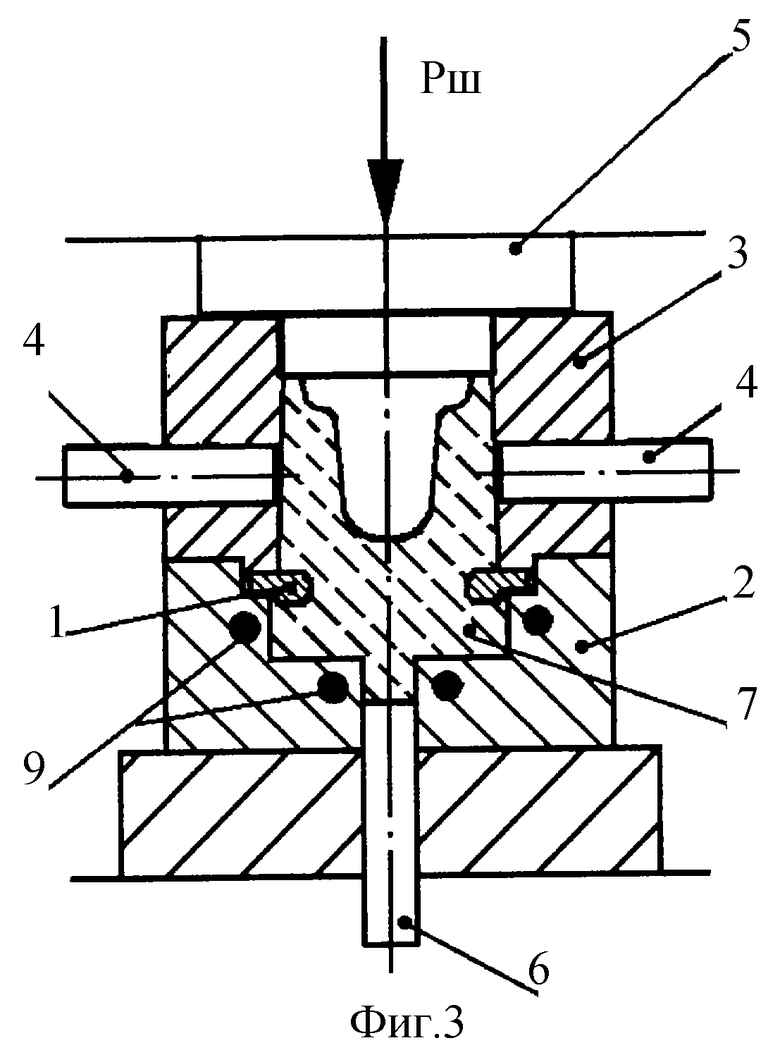
на фиг.3 - то же, в момент штамповки;
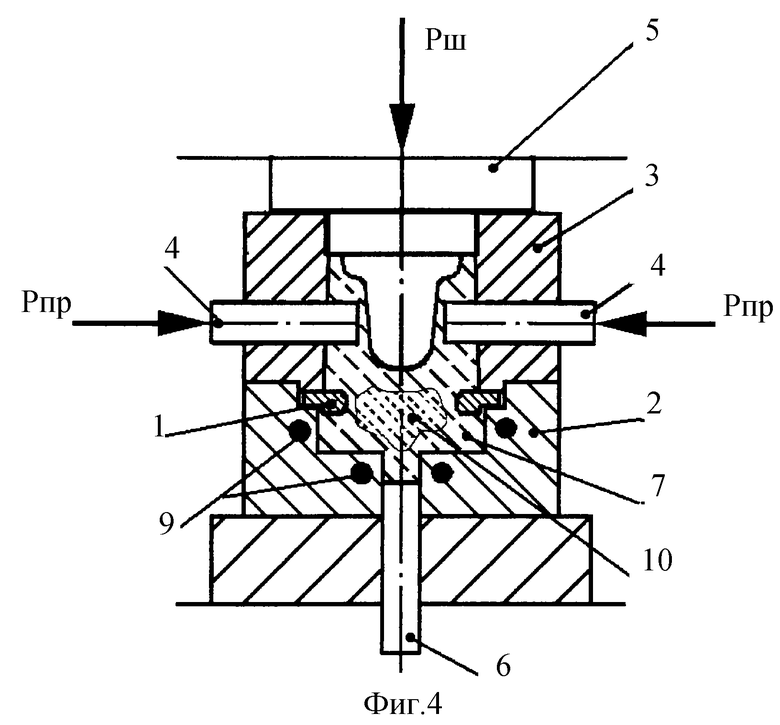
на фиг.4 - то же, в момент прошивки боковых отверстий;
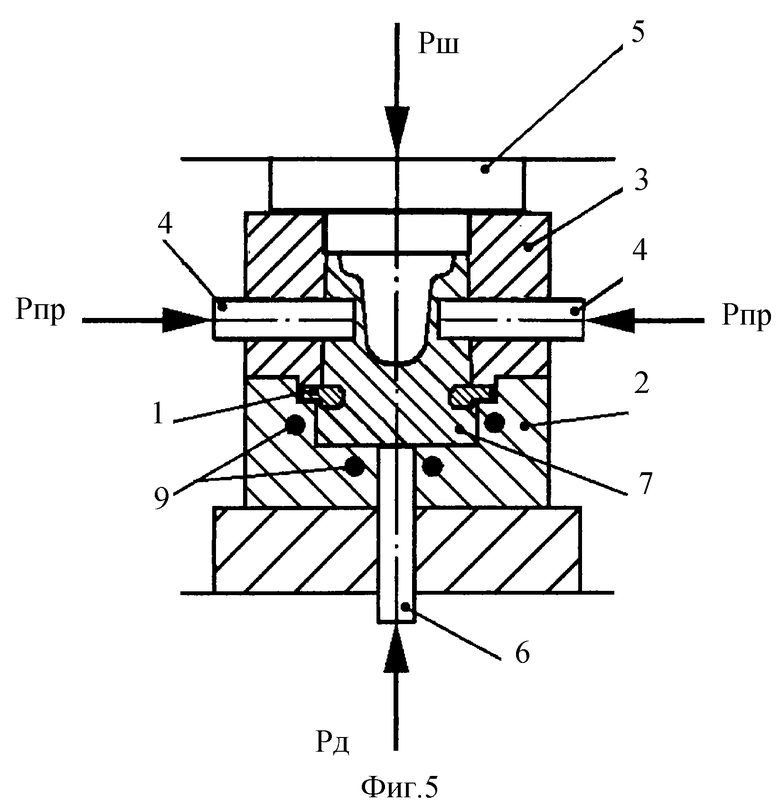
на фиг. 5 - то же, в момент доштамповки;
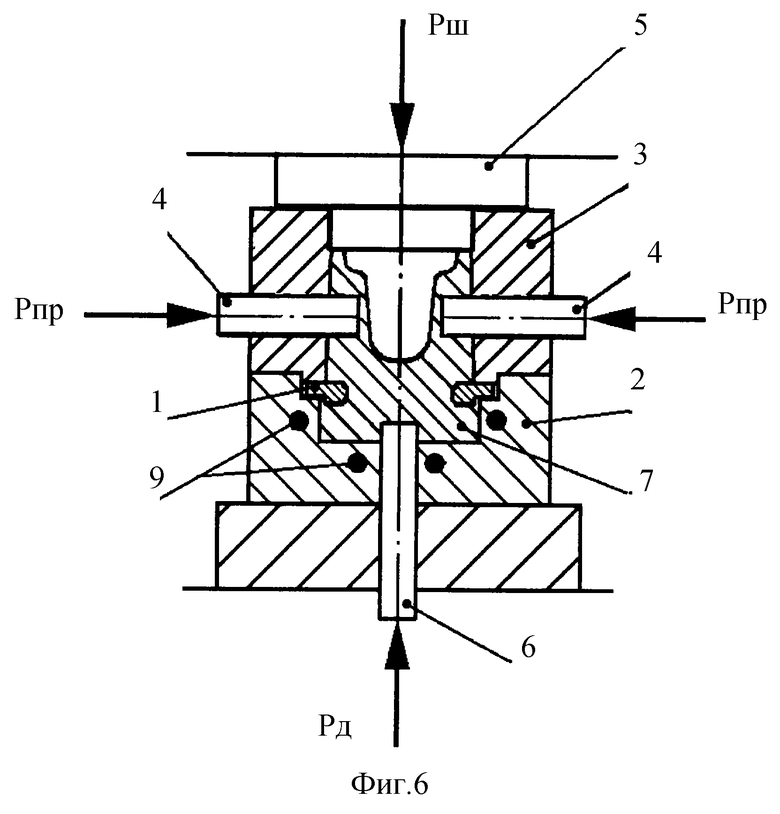
на фиг. 6 - в момент доштамповки с образованием камеры сгорания.
Способ изготовления поршня двигателя внутреннего сгорания, представляющего собой металлический корпус с боковыми отверстиями в юбке и нирезистовой вставкой, расположенной в боковой поверхности головки, осуществляют следующим образом.
Предварительно алитированную нирезистовую вставку 1 (см. фиг. 1) устанавливают в нагретый штамп и фиксируют в нем сборкой его составляющих 2 и 3. Производят заливку жидкого металла 7 мерным ковшом 8 (см. фиг. 2) и штамповку корпуса поршня в две стадии верхним пуансоном 5 при пониженном и номинальном давлениях (см. фиг. 3) с выдержкой времени между стадиями для образования герметичной закристаллизовавшейся по всей поверхности корпуса поршня корки, препятствующей выплеску расплава через щели в штампе. Затем производят прошивку боковых отверстий в юбке поршня прошивнями 4 (см. фиг. 4) и доштамповку поршня нижним пуансоном 6 с воздействием твердожидкого расплава на центр завершения кристаллизации 10 (см. фиг. 4, 5). Далее осуществляют выдержку под механическим давлением до завершения процесса кристаллизации.
В процессе заливки избыток расплава, необходимый для компенсации уменьшения объема металла при его кристаллизации, занимает подогреваемую полость в дне матрицы, образованную отведенным нижним пуансоном 6, и находится там до стадии доштамповки поршня. Размеры полости соответствуют разности объемов расплава и закристаллизовавшегося металла.
В течение всего процесса изготовления корпуса поршня с момента заливки расплава до извлечения поковки осуществляют управление движением фронта кристаллизации основной массы расплава от торца юбки вдоль оси поршня к головке. Для этого встроенными нагревательными элементами 9 и внешними (не показаны) задается соответствующее температурное поле в штампе.
Для поршней, имеющих камеру сгорания, на этапе доштамповки нижним пуансоном осуществляют внедрение его в торец головки с образованием наметки под камеру сгорания (см фиг.6). При этом прилежащая к пуансону область металла поршня уплотняется, что повышает долговечность изделия.
Источники информации
1. Патент СССР 1473898, 1987 г.
2. Патент РФ 2093301, 1997 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ С МЕТАЛЛОКЕРАМИЧЕСКИМИ ВСТАВКАМИ | 2009 |
|
RU2402413C1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
Изобретение может быть использовано для изготовления поршней из алюминиевых сплавов, в том числе высококремнистых. Предварительно алитированную вставку устанавливают в штамп и фиксируют ее при сборке штампа. В дне матрицы образуют подогреваемую полость путем отвода нижнего пуансона. Заливают жидкий металл. Производят штамповку детали верхним пуансоном при пониженном, а затем номинальном давлениях. Прошивают боковые отверстия в юбке поршня. Осуществляют доштамповку металла нижним пуансоном. Избыток металла, занимающий полость в дне матрицы, компенсирует уменьшение объема металла при его кристаллизации. В штампе создается температурное поле встроенными внешними нагревательными элементами и тем самым направленная кристаллизация металла от торца юбки вдоль оси корпуса к головке поршня. Обеспечивается повышение качества поршня и его эксплуатационных характеристик. 2 з.п.ф-лы, 6 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2156371C1 |
| Пресс-форма для штамповки из жидкого металла тонкостенных отливок | 1984 |
|
SU1294469A1 |
| US 3387646, 11.06.1968 | |||
| МАРКОВ В.В., БЕЛЯВСКИЙ Г.И | |||
| Двойное прессование при жидкой штамповке | |||
| - Литейное производство, 1976, №3, с.41. | |||

