Изобретение относится к технологии получения замещенных производных пиразола, в частности к способу получения производных 3(5)-метилпиразола.
3-Метилпиразол и его производные применяются в качестве ингибиторов нитрификации аммонийсодержащих удобрений (см. например, патент США N 3635690 и заявку DE N 2745833 A 1).
N-замещенные пиразолы имеют промышленное значение в качестве компонентов многочисленных биологически активных веществ (см. например, заявки EP N 286969-A, EP N 320750 A, патенты EP N 234045-B1, EP N 02669806-B1).
Известен проводимый в лабораторном масштабе способ получения 3(5)-метилпиразола путем взаимодействия диацетилена с гидратом гидразина при температуре 80oC (см. Шрот и др. Z. Chem. 9, (1969), выпуск 3, стр. 110). Выход конечного продукта составляет примерно 80% Если вместо гидрата гидразина применяют замещенный углеводородом гидразин, то можно получать соответствующие N-замещенные производные 3(5)-метилпиразола.
В патентной литературе по уровню техники указывают на то, что обращение с диацетиленом в техническом масштабе крайне проблематично (см. например, заявку DE N 1222910). Поэтому диацетилен используют в соответствующих небольших количествах почти исключительно для получения лабораторных препаратов (см. заявку EP N 274600 A1).
Задачей изобретения является предоставление промышленного способа получения производных 3(5)-метилпиразола, который позволяет взаимодействие диацетилена с гидразинами простым образом без технологических проблем.
Данная задача решается предлагаемым способом получения производных 3(5)-метилпиразола общих формул Iа и Iб
где R водород, алкил с 1 6 атомами углерода, незамещенный или замещенный фенил, путем взаимодействия диацетилена с гидразином общей формулы II
RHN-NH2 (II),
где R имеет указанное значение,
или его гидратом за счет того, что взаимодействию с гидразином формулы (II) или его гидратом подвергают диацетиленсодержащий поток, отделенный абсорбцией из получаемого при производстве ацетилена крекинг-газа.
Неожиданным оказалось то, что получаемый в результате обычного технического способа переработки крекинг-газа, содержащий высшие ацетилены, поток без дополнительной физической или химической обработки можно непосредственно подвергать взаимодействию с гидразинами с получением хорошего выхода 3(5)-метилпиразолов. Неожиданно и то, что при этом выход значительно выше, чем в случае проводимого в лаборатории способа прототипа, при котором работают с диацетиленом.
Реакцию можно пояснять следующей реакционной схемой: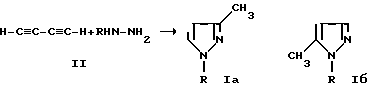
где R имеет вышеуказанное значение. Соединения формул Iа и Iб в нижеследующем обозначают как 3(5)-метилпиразолы.
Используемые в промышленности способы получения и переработки применяемого согласно изобретению диацетиленсодержащего крекинг-газа широко известны (см. Ullmanns Encyclop. of Industr. Chem. изд. том, A1, 1985, стр. 97 и следующие, 111, рис. 13). Поэтому эти процессы здесь лишь коротко описываются.
Углеводороды (например, природный газ или же высококипящие фракции) расщепляют при необходимых для получения ацетилена высоких температурах. Получаемые продукты непосредственно после выхода из реакционной зоны (зоны расщепления) быстро охлаждают путем впрыскивания жидкости (например, воды и масла). Состав крекинг-газа зависит от применяемых для расщепления исходных веществ, а также от режима расщепления.
Применяемый согласно изобретению диацетиленсодержащий поток получается в виде нескольких отдельных потоков при многостадийном разделении крекинг-газа с помощью физической обработки (предпочтительно процессов абсорбции/десорбции в ряде циклов промывки и отгонки). Характерным для применяемых содержащих высшие ацетилены отдельных потоков является тот факт, что они содержат диацетилен в значительно больших количествах (в обогащенном виде), чем крекинг-газ.
Применяемый согласно изобретению диацетиленсодержащий поток предпочтительно содержит разбавитель или же разбавитель добавляется к данному потоку. Разбавитель может быть жидким или газообразным.
В качестве разбавителя пригодны полярные жидкости, например органические растворители как спирты, в частности метанол, кетоны, например N-метилпирролидон и/или диметилформамид. Можно также применять воду, в случае необходимости, и смесь воды и указанных полярных жидкостей. Пригодными являются также смеси вышекипящих углеводородов, бензол, толуол или ксилолы.
Жидкий разбавитель может представлять адсорбент, используемый при получении применяемого диацетиленсодержащего потока.
Остаток R предпочтительно означает водород, т.е. предпочтительно применяют незамещенный гидразин. Получаемые при этом метилпиразолы общих формул Iа и Iб, где R H, находятся в таутомерном равновесии, т.е. при комнатной температуре они преобразуются друг в друга.
R может также означать алкил с 1 6 атомами углерода и незамещенный или замещенный фенил. В качестве заместителей у фенила возможно множество остатков, таких как, например, гидроксил, галоген (в частности фтор), циано, нитро, алкил с 1 4 атомами углерода, галогеналкил с 1 4 атомами углерода, алкоксиалкил с 1 -6 атомами углерода в алкоксильной части и 1 4 атомами углерода в алкильной части, алкоксил с 1 6 атомами углерода, алкоксиалкоксил с 1 6 атомами углерода в одной алкоксильной части и 1 4 атомами углерода в другой алкоксильной части, галогеналкоксил с 1 6 атомами углерода, алкилтио с 1 4 атомами углерода, галогеналкилтио с 1 4 атомами углерода, карбоксил, алкоксикарбонил с 1 4 атомами углерода в алкильной части, алкилсульфинил с 1 4 атомами углерода, галогеналкилсульфинил с 1 4 атомами углерода, алкилсульфонил с 1 4 атомами углерода, галогеналкилсульфонил с 1 4 атомами углерода, алкилсульфонилокси с 1 4 атомами углерода, галогеналкилсульфонилокси с 1 4 атомами углерода, фенил, галогенфенил, фенокси, галогенфенокси.
Предлагаемый способ получения обеспечивает взрывобезопасное обращение и взаимодействие диацетилена с гидразинами в промышленном масштабе. Предлагемый способ является особенно выгодным с учетом того, что получаемые в результате переработки крекинг-газа отдельные потоки, которые содержат высшие ацетилены, должны либо подаваться на сгорание, что связано с лишними энергозатратами, либо возвращаться в процесс расщепления, что усложняет технологию (см. вышеуказанный источник Уллманн).
Жидкие исходные потоки, а также газообразные потоки, получаемые путем отгонки (десорбции) промывных растворов, по сравнению с крекинг-газом отличаются более выгодным для желаемой реакции с получением метилпиразолов профилем распределения высших ацетиленов. Применяемый согласно изобретению поток содержит лишь незначительные количества других высших ацетиленов, таких как, например, пентадиин, гексадиин и т.д. так как они предварительно отделяются. Это обеспечивает высокую чистоту получаемых метилпиразолов.
В предлагаемом способе предпочтительно применяют диацетиленсодержащий поток, отделяемый нижеследующим образом из получаемого при производстве ацетилена крекинг-газа.
Высшие ацетилены абсорбируют жидкостью на стадии предварительной промывки содержащего общее количество ацетилена крекинг-газа. Получаемый при этом обогащенный диацетиленом промывной раствор можно подвергать вакуумной дегазации, причем получаемую газовую фракцию перед или непосредственно после возможного сжатия разбавляют, т.е. стабилизируют, путем добавления инертного газа.
Получаемые конденсацией из этого газового потока диацетиленсодержащие углеводородные смеси (так называемая фракция бензола, толуола и ксилола) в такой же мере пригодны для проведения вышеуказанной реакции диацетиленов с гидразинами. Этот подход приносит дополнительное преимущество, так как в виду содержания диацетилена конденсаты обычно нельзя утилизовать в промышленности за исключением их сгорания. После превращения диацетилена до метилпиразолов получают в качестве первого головного погона свободную от диацетилена фракцию бензола, толуола и ксилола, которую можно применять в качестве сырья, например, для получения бензола.
Предпочитаемые абсорбенты при обогащении крекинг-газа представляют собой высококипящие углеводороды или полярные жидкости как N-алкиллактамы с 1 3 атомами углерода в алкильной части, в частности N-метилпирролидон, спирты с 1 5 атомами углерода, в частности метанол, амиды кислот, в частности диметилформамид, алкилированные циклические мочевины, в частности диметилпропиленмочевина, вода, амины с 1 6 атомами углерода или аммиак.
Типичный жидкий диацетиленсодержащий поток имеет следующий состав: 32% бензола, 28% толуола, 17% ксилола (фракция бензола, толуола и ксилола), 8% стирола, 6% диацетилена. Согласно дополнительному примеру поток состоит из 89% метанола, 0,6% ацетилена, 2,2% диацетилена, 0,4% винилацетилена, 1% циклопентадиена, 1,8% бензола и 1,3% толуола.
В качестве разбавителя удаляемого из абсорбента диацетиленсодержащего газа особо годится природный газ, а также и другие газы, например углеводороды, окись углерода, синтез-газ, бедный газ, азот или их смеси.
Инертизируемая относительно саморазложения диацетилена газовая смесь предпочтительно содержит 55 85 об. инертного газа, 1 30 об. диацетилена и 10 20 об. других компонентов, таких как, например, ацетилен, винилацетилен и бензол. Доля диацетилена в инертизируемой газовой смеси составляет, в частности, 5 20% Верхний предел определяется пределом взрывчатого саморазложения в инертном газе. Типичная газовая смесь имеет следующий состав: 58% метана, 18% диацетилена, 5% азота, 4% ацетилена, 4,5% винилацетилена, 4% бензола, 2% этана, 2% циклопентадиена и 2,5% остальных компонентов.
Обратимую абсорбцию диацетилена предпочтительно осуществляют отделением диацетилена путем промывки содержащего общее количество ацетилена крекинг-газа полярной жидкостью в качестве абсорбента, вакуумной дегазацией абсорбента, последующей вымывкой находящегося еще в газовом потоке абсорбента водой и охлаждением диацетиленсодержащего газа.
Взаимодействие диацетилена с гидразинами предпочтительно осуществляют при температуре от 40oC до 150oC, особо предпочтительно при 50oC - 120oC, с тем, чтобы получить хороший выход при почти полной конверсии диацетилена.
Реакцию можно осуществлять при небольшом пониженном или повышенном давлении. Большее давление не рекомендуется по причинам безопасности. Наилучшие результаты достигаются при атмосферном давлении.
Взаимодействие диацетиленсодержащего потока с гидразинами или их растворами может осуществляться либо периодически, либо непрерывно (прямотоком или противотоком). В случае применения газообразного потока предпочтительно используют методы, обеспечивающие хорошее распределение газа в жидкостях, например использование таких элементов, как так называемое газационное кольцо, перфорированное днище или таких аппаратов, как, например, распылительный реактор, абсорбционная башня.
Температура газовой смеси, получаемой в результате обогащения крекинг-газа, обычно слегка выше, чем температура окружающей среды. Предварительное отделение легко конденсируемых газовых компонентов сепараторах на ведущем к реактору трубопроводе при температуре окружающей среды улучшает чистоту сырого продукта.
Гидразины выгодно применяют в чистом виде или в виде водных растворов. Кроме того, возможны и растворы гидразинов в других протонных или полярных апротонных растворителях, таких как, например, спирты, амиды кислот, лактамы, алкилированные мочевины, такие как уже приведены выше в качестве полярных жидкостей, а также сложные эфиры, лактоны и гликолевые эфиры, в частности диэтиловые эфиры этиленгликоля, или менее полярные растворители, как простые эфиры, ароматы и углеводороды.
Непрореагировавший гидразин предпочтительно возвращают на реакцию.
В нижеследующих примерах инертизированную диацетиленсодержащую газовую смесь обозначают как газ "ИДГ". Получаемый в результате промывки крекинг-газа диацетиленсодержащий абсорбат обозначают как промывной раствор (при указании растворителя). Получаемый из низа охладителя газа ИДГ диацетиленсодержащий раствор обозначают как раствор БТК (бензола, толуола, ксилола). Концентрация диацетилена в газе ИДГ и в отходящем газе реакции определяют путем газовой хроматографии на заполненной колонне (20% реоплекса марки 400 на хромосорбе марки PAW) с применением в качестве газа-носителя азота (35 мл/мин) и флюоресцентной детекции. Концентрации приведены в об.
Определение диацетилена в жидкой фазе, а также определение концентраций метилпиразола и гидразина осуществляют путем газовой хроматографии на капиллярной колонне типа НР1 с помощью детектора типа WLD.
Пример 1. В барботажную колонну емкостью 2 л, содержащую 1000 г гидрата гидразина (64 мас. гидразина) и нагревшую до 100oC, через расположенную у днища стеклянную фритту подают 100 л/час газа ИДГ.
Газ ИДГ получают в результате многоступенчатого очистительного процесса из крекинг-газа производства ацетилена путем выделения высших ацетиленов промывкой крекинг-газа небольшим количеством N-метилпирролидона при температуре 35oC и давлении примерно 10 бар, последующей обработки промывного раствора водяным паром при примерно 110oC и пониженном давлении (0,13 бар), промывки получаемого при этом газа охлаждающей водой (рекуперация N-метилпирролидона) и охлаждения до приблизительно 20 40oC (отделение высококипящих компонентов). В конце концов (перед сжатием до приблизительно 1,3 бар и после него) доводят до содержания диацетилена 14 18 об. путем добавки природного газа. В заключение газ ИДГ доводят до рабочей температуры примерно 40oC в охлажденном водой сепараторе.
При средней конверсии диацетилена, равной больше 90% за 18 часов реакции превращается 88% гидразина. В результате перегонки (возможно работать при атмосферном давлении или в вакууме) выделяют 1290 г 3-метилпиразола с чистотой > 99,4% Выход: 90% в пересчете на прореагировавший гидразин.
Пример 2. В оросительной колонне циркулируют 110 г 25%-ного гидрата гидразина при 60oC. Противотоком подают 10 л/ч газа ИДК (получение газа ИДГ аналогично примеру 1), содержание диацетилена которого колеблется между 4 и 13% По истечении 20 часов при конверсии гидразина, равной 20% получают 3-метилпиразол. Селективность, проводимая газовой хроматографией, составляет 95%
Пример 3. Аналогично примеру 1 100 г 64%-ного гидрата гидразина подвергают взаимодействию с газом ИДГ при температуре 80oC и скорости подачи газа 50 л/ч. Содержание диацетилена колеблется между 5 и 12% По истечении 40 часов конверсия гидразина составляет 85% В результате перегонки получают 126 г 3-метилпиразола. Выход: 90% в пересчете на прореагировавший гидразин.
Пример 4. В барботажной колонне емкостью 5 л 2500 г 64%-ного гидрата гидразина подвергают взаимодействию с газом ИДГ при 60oC. Газ ИДГ с концентрацией диацетилена 8 13% подают со скоростью 150 180 л/ч. Средняя конверсия диацетилена по истечении 35 часов составляет 92% Фракционная перегонка позволяет рекуперацию 650 г непрореагировавшего гидразина в виде водного раствора. Получают 2050 г 3-метилпиразола 99,5% чистоты. Выход: 84% в пересчете на прореагировавший гидразин.
Пример 5. В аппаратуре примера 4 2000 г гидрата гидразина смешивают с газом ИДГ при 80oC до полной конверсии гидразина. Концентрация диацетилена в газе ИДГ колеблется между 6 и 15% При скорости подачи газа 150 л/ч конверсия диацетилена до 88% -ного превращения гидразина составляет свыше 85% По истечении 80 часов конверсия применяемого гидразина составляет 99,4% В результате фракционной перегонки получают 7 г гидразина (в виде водного раствора) и 3009 г 3-метилпиразола. Выход: 91,8% в пересчете на используемый гидразин.
Пример 6. В аппаратуре примера 1 в 1000 г 64%-ного гидрата гидразина подают 80 л/ч газа ИДГ при температуре 60oC. Начальная концентрация диацетилена колеблется от 12 до 14% При средней конверсии диацетилена в газе ИДГ, равной 70% за 30 часов превращается 80% применяемого гидразина. В результате фракционной перегонки получают 127 г гидразина (в виде водного раствора) и 1248 г 3-метилпиразола. Выход: 95% в пересчете на прореагировавший гидразин).
Пример 7. В аппаратуре примера 1 в 1000 г 64%-ного гидрата гидразина подают 100 л/ч газа ИДГ при комнатной температуре (20oC). При этом реакционный раствор нагревается до 37oC. Начальная концентрация диацетилена колеблется между 12 и 19% За 35 часов превращается 70% гидразина при средней конверсии диацетилена 75% В результате разделения сырого продукта путем перегонки получают 1025 г 3-метилпиразола 99,6%-ной чистоты. Выход: 89,3% в пересчете на прореагировавший гидразин.
Пример 8. В 2000 г 64%-ного гидрата гидразина подают 120 л/ч газа ИДГ при температуре 80oC. Начальное содержание диацетилена колеблется в диапазоне 11 17% По истечении 30 часов конверсия применяемого гидразина составляет 82% В результате фракционной перегонки получают 234 г (18%) непрореагировавшего гидразина в виде водного раствора с концентрацией 35% 3-метилпиразола (198 г). В результате перегонки получают 2295 г 3-метилпиразола с чистотой > 99% Общий выход 3-метилпиразола получаемого из обоих потоков, составляет 92,9% (в пересчете на прореагировавший гидразин).
К гидразинсодержащему потоку (565 г) добавляют 64%-ный гидрат гидразина до достижения общего количества 1000 г (общая концентрация гидразина: 41,4% ). В результате подачи 120 л/ч газа ИДГ (концентрация диацетилена: 13 16,5%) в течение 15 часов при температуре 80oC превращается 83% применяемого гидразина. Путем фракционной перегонки выделяют 1251 г 3-метилпиразола. Выход: 97% в пересчете на прореагировавший гидразин.
Пример 9. В реакторе, снабженном мешалкой и обратным холодильником, 471 г раствора бензола, толуола и ксилола с содержанием диацетилена 5,6% смешивают с 50 г гидрата гидразина и смесь при перемешивании нагревают до кипения. По истечении часа диацетилен больше не обнаруживается. Содержание 3-метилпиразола составляет 7,5% что соответствует выходу приблизительно 85% В результате разделения перегонкой в качестве первой фракции при температуре 80 100oC и атмосферном давлении получают смесь бензола, толуола и ксилола и воды. После разделения фаз конденсата получают 420 г свободного от диацетилена бензола, толуола и ксилола.
Пример 10. В аппаратуре примера 1 в смесь 500 г гидрата гидразина и 500 г диметилформамида подают 100 л/ч газа ИДГ при температуре 60oC. Начальная концентрация диацетилена колеблется между 12 и 19% За 12 часов превращается 80% применяемого гидразина. Средняя конверсия диацетилена в газе ИДГ составляет более 85% В результате фракционной перегонки получают 610 г чистого 3-метилпиразола. Выход: 93% в пересчете на прореагировавший гидразин.
Пример 11. В реактор емкостью 100 мл, снабженный мешалкой и обратным холодильником, подают 50 г соответствующего промывному раствору крекинг-газа 2,2%-ного раствора диацетилена в метаноле, который смешивают с 5 г (0,1 моль) гидрата гидразина при температуре 60oC. По истечении 2 часов больше не обнаруживают диацетилена. Селективность образовавшегося 3-метилпиразола составляет 82% в пересчете на применяемый гидразин.
Пример 12.1 В аппаратуре по примеру 11 5 г гидрата гидразина смешивают с 50 г метанольного промывного раствора при температуре 80oC, после чего нагревают с обратным холодильником в течение 2 часов при 70oC. Селективность 3-метилпиразола при полной конверсии диацетилена составляет 81% в пересчете на гидразин.
Пример 13. В абсорбер диаметром 40 мм и высотой 320 мм, содержащий в качестве насадки стеклянные кольца Рашига диаметром 3 мм, через перфорированное стеклянное днище подают 250 л/ч газа ИДГ с концентрацией диацетилена в диапазоне 6,6 14,8. Противотоком газовому потоку подают 52 л/ч жидкого потока, который в начале реакции представляет собой 64%-ный гидрат гидразина. В циркулируемом растворе концентрация гидразина снижается до приблизительно 15% При этом выход 3-метилпиразола составляет 123 г/л•ч.
Пример 14. В барботажную колонну диаметром 2 см со стеклянной фриттой для подачи газа (диаметром пор 40 90 мкм) подают смесь 90 г метилгидразина и 60 г воды и нагревают до 80oC. В течение 18 часов в реакционный раствор подают 20 л/ч потока газа ИДГ производства ацетилена. Начальная концентрация диацетилена в газе ИДГ колеблется между 11 и 15% При средней конверсии диацетилена, равной свыше 80% получают 127 г (выход 66%), 1,5 диметилпиразола и 35 г 1,3-диметилпиразола (выход 18%).
Пример 15. В реактор емкость 500 мл, снабженный мешалкой и обратным холодильником, подают раствор 18,8 г фенилгидразина в 50 г N-метилпирролидона и смесь нагревают до 60oC. В течение суток к этому раствору добавляют всего 100 мл содержащего газ ИДГ промывного раствора (содержание диацетилена в N-метилпирролидоне приблизительно 8,5%), получаемого при обогащении крекинг-газа в установке производства ацетилена. Раствор становится все более темным и по окончании реакции содержит 12% двух изомерных 1-фенил-3(5)-метилпиразолов. Выход примерно 80%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ N-ПИРАЗОЛИЛБУТЕНИНОВ | 1972 |
|
SU432144A1 |
| Способ получения п-ментадиен-1,4(8)она-3(пиперитенона) | 1974 |
|
SU548202A3 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛИЧЕСКИХ ЛАКТАМОВ | 1994 |
|
RU2119912C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ ПИРАЗОЛА | 1998 |
|
RU2192418C2 |
| СПОСОБ ПОЛУЧЕНИЯ Н-БУТИРАЛЬДЕГИДА И/ИЛИ Н-БУТАНОЛА | 1995 |
|
RU2135456C1 |
| Карбюраторное топливо | 1973 |
|
SU466666A3 |
| СПОСОБ ПОЛУЧЕНИЯ 1,4-БУТАНДИОЛА | 1994 |
|
RU2119905C1 |
| Способ получения амидов 1-аминоантрахинон-2карбоновой кислоты | 1973 |
|
SU514567A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИТЕТРАГИДРОФУРАНА ИЛИ ЕГО СЛОЖНЫХ МОНОЭФИРОВ МОНОКАРБОНОВЫХ КИСЛОТ С 1-10 АТОМАМИ УГЛЕРОДА | 1995 |
|
RU2164924C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЦЕТИЛЕНА И СИНТЕЗ-ГАЗА | 1996 |
|
RU2133728C1 |
Объектом изобретения является способ получения производных 3(5)-метилпиразола общих формул Iа и Iб, приведенных в формуле изобретения, где R - водород, алкил с 1 - 6 атомами углерода, незамещенный или замещенный фенил, путем взаимодействия диацетилена с гидразином общей формулы II: RHN-NH2, где R имеет указанное значение, или его гидратом, который заключается в том, что взаимодействию с гидразином формулы II или его гидратом подвергают диацетиленсодержащий поток, отделенный абсорбцией из получаемого при производстве ацетилена крекинг-газа. Данные производные 3(5)-метилпиразола можно применять в качестве ингибиторов нитрификации аммонийсодержащих удобрений, а также в качестве компонентов многочисленных биологически активных веществ. 14 з.п. ф-лы.


где R водород, алкил с 1 6 атомами углерода, фенил, не замещенный или замещенный остатками, выбранными из группы, включающей гидроксил, галоген, циано, нитро, алкил с 1 4 атомами углерода, галогеналкил с 1 4 атомами углерода, алкоксиалкил с 1 6 атомами углерода в алкоксильной части и 1 4 атомами углерода в алкильной части, алкоксил с 1 6 атомами углерода, алкоксиалкоксил с 1 6 атомами углерода в одной алкоксильной части и 1 4 атомами углерода в другой алкоксильной части, галогеналкоксил с 1 6 атомами углерода, алкилтио с 1 4 атомами углерода, галогеналкилтио с 1 4 атомами углерода, карбоксил, алкоксикарбонил с 1 4 атомами углерода в алкильной части, алкилсульфинил с 1 4 атомами углерода, галогеналкилсульфинил с 1 4 атомами углерода, алкилсульфонил с 1 4 атомами углерода, галогеналкилсульфонил с 1 4 атомами углерода, алкилсульфонилокси с 1 4 атомами углерода, галогеналкилсульфонилокси с 1 4 атомами углерода, фенил, галогенфенил, фенокси и галогенфенокси,
путем взаимодействия диацетилена с гидразином общей формулы II
RHN NH2,
где R имеет указанное значение,
или его гидратом, отличающийся тем, что взаимодействию с гидразином формулы II или его гидратом подвергают диацетиленсодержащий поток, отделенный абсорбцией из крекинг-газа производства ацетилена.
| РЕВЕРСИВНЫЙ МЕХАНИЗМ | 0 |
|
SU274600A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
