Изобретение относится к металлургии, в частности к термической обработке прецизионных деталей пружин, лепестков, мембран с фиксацией при закалке или старении на оправках при вакуумном и окислительном нагреве применительно к приборостроению, электронике, космической технике.
Известен способ гидротермической обработки упругих элементов, включающий закалку, отпуск, заполнение элемента жидкостью и нагрев при повышенном давлении [1]
Недостатки способа в сложности, трудоемкости и неуниверсальности для изготовления пружин пластинчатых малых размеров из тонких лент пружинных коррозионностойких сталей 40X13, 65X13, сплавов 36НXTЮ, БрБ-2. Велики затраты на вспомогательное оборудование и оснастку, неоднородны свойства поверхности и на участках переходов сечений.
Известен способ закалки и отпуска кольцеобразных пластинчатых пружин, включающий укладку пружины в специальную матрицу, нагрев вместе с матрицей из жаростойкого сплава или стали [2,3]
Недостатки технологии аналогичны вышеназванным, при этом прочностные характеристики имеют значительный разброс внутри садки, обработанной за один нагрев, ограничена применимость преимущественно для цилиндрических пружин.
Наиболее близким заявляемому является способ изготовления и термической обработки упругих микроэлементов из ленты сплава 36НXТЮ, включающий формообразование штамповкой или вырезкой, вакуумную ступенчатую термообработку при ступенчатом нагреве с последующим охлаждением с регламентированной скоростью от температуры старения с расположением деталей между пластинами нержавеющей стали.
Недостатки способа в повышенной тепловой поводке по плоскости тончайших элементов из лент толщиной менее 0,15мм, высокая длительность прогрева садки по высоте набираемой стопы, в неуниверсальности способа в широком интервале температур старения или отпуска.
Цель изобретения повышение качества обработки и сокращение подготовительно-заключительного времени, а также снижение энергоемкости и трудоемкости.
Pазработанная технология термической обработки включает вакуумный нагрев, выдержку и охлаждение в вакууме 1,33•10-1-1,33 • 10-2Па между керамическими нагревательными элементами из вакуумплотной керамики с приложением сжимающих нагрузок со скоростью нагрева 20-50 oС/мин, проведение охлаждения после выдержки 30-45 минут со скоростью 30-70 oC/мин.
Предусматривается использование нагревателей из алюмооксидной керамики 22XC(ВК-94-1) с полированными рабочими поверхностями, между которыми располагаются обрабатываемые упругие элементы с классом чистоты фиксирующих поверхностей Pа= 0,32-0,50мкм, а также предварительное электрополирование обрабатываемых деталей до чистоты Pа=0,5-0,6мкм. Величина напряжений сжатия обрабатываемых упругих элементов может составлять 80-15ООМПа.
Сущность выбранных технологических приемов, позволяющих получить детали с меньшей деформацией по плоскости, с равномерной микротвердостью, за меньшее технологическое время обработки и применительно к лентам из сталей 65Г, X17H8M3, из сплавов 36НXТЮ, 52НКXБМЮ и БрБ-2, БрБ-2,5, состоит в следующем:
двухсторонний контактный нагрев между нагревательными керамическими элементами в относительно невысоком вакууме позволяет равномерно одновременно прогреть детали до температуры старения, отсчет времени выдержки и чистое время старения выдерживаются более точно, что исключает разброс микротвердости и повышает выход годных деталей с одинаковыми рабочими нагрузками;
выбранная скорость нагрева и охлаждения, а также высокий класс чистоты поверхности керамических нагревателей, выдерживающих значительные сжимающие нагрузки в интервале температур от 100oC до 900oC, позволяют получить детали без тепловой поводки по опорным поверхностям;
применение вакуумплотной алюмооксидной керамики расширяет технические возможности способа и не исключает проведение процесса в слабоокислительной атмосфере.
При практическом осуществлении процесса использованы нагреватели керамические из керамики по аЯО 027 002 ТУ толщиной 2,5-4мм при мощности 200-400 Вт, помещаемые в настольные печи и электрошкафы СНОЛ-4.4.4/3,5 и СНВЛ-3.3/3,5,СНВЛ-0,8.0,5/10ИI.
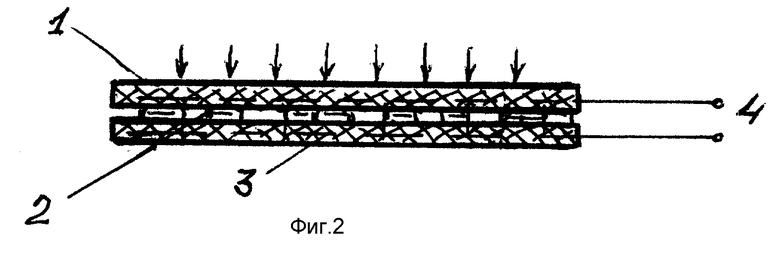
Пример 1. Стопорные шайбы из стали 65Г из ленты толщиной 0,3мм обрабатывали по предложенной технологии с размещением между нагревательными керамическими элементами из алюмооксидной керамики ВК-94-1, мощность элементов по 150 Вт, на фиг.1(а) показано размещение шайб на нагревателе.
Вакуумный отпуск проводили при температуре 320oC при скорости нагрева 50oC/мин, выдержка была 30 минут, охлаждение со скоростью 70oC/мин. Класс чистоты поверхности приспособления-нагревателя со стороны прилегания шайб был 0,50мкм, усилие сжатия соответствовало напряжению 700 МПа.
В результате обработки получены шайбы без деформации и неплоскостности с микротвердостью НO,49= 466-472, исключено смятие или хрупкое разрушение при сборке узлов, повысилась надежность изделия. Трудоемкость обработки сократилась в 1,5 раза в сравнении со стандартными режимами, шайбы имели лучшую для нанесения кадмиевого или цинкового покрытия поверхность.
Пример 2. Упругие микроэлементы пружинные из сплава 36НХТЮ ленты 0,11мм размещали между нагревательными элементами мощностью 200 Вт (фиг.1,б) и нагревали в вакууме 1,33•10-2Па со скоростью 20oC/мин.
После выдержки в течение 45 минут при температуре 680oC охлаждение проводили со скоростью 30oC/мин до 80oC, затем на воздухе детали имели микротвердость Н0,49=512-521, прочностные характеристики были на уровне 1620-1680 МПа. Деформация по плоскости практически отсутствовала, что сокращало трудоемкость последующей зеркальной притирки в 2 раза.
В сравнении с прототипом трудоемкость обработки в вакууме сократилась до 0,3-0,4мин/шт против 0,5-0,6мин/шт по прототипу, а ресурс работы достиг 65•106 циклов.
При проведении предварительного электрополирования элементов и обработке на керамических нагревателях с полированной до Pа=0,32мкм поверхностью и приложении нагрузки до 1000 МПа получены пружинные элементы с нулевой деформацией по плоскости.
Пример 3. Лепестковые упругие элементы из ленты сплава 52НКХБМЮ по ТУ 14-1-1445-75 для перемещения элементов микродвигателя обрабатывали по предложенной технологии.
После штамповки и слесарной доводки лепестки укладывали между керамическими нагревателями и помещали в вакуумную камеру, где поддерживался вакуум 1,33•10-1Па.
Нагрев до температуры старения 720oC вели со скоростью 30oC/мин и после выдержки в течение 45 минут охлаждали садку со скоростью 50oC/мин. На фиг.2 дана схема размещения лепестков между нагревательными элементами, имеющими повышенную чистоту поверхности керамики не хуже 8 класса, где 1- верхний нагреватель, 2- упругие элементы, 3-нижний нагреватель, 4- электропитание.
Обработка позволила получить лепестки с микротвердостью Н0,49=627-666 при минимальном разбросе значений твердости, практически исключена тепловая и структурная деформация, составившая 1-2 мкм на длине 40мм. Коррозионная стойкость была лучше 0,02 мм/год, ресурс работы при повышенных температурах возрос на порядок, а трудоемкость термообработки сократилась на 30% в сравнении с обработкой по стандартной для данного сплава технологии. Объем доводки и притирки сократился в 1,7 раза.
Таким образом, предложенная технология применима для нескольких марок сталей и сплавов, проста и эффективна в осуществлении на приборных производствах.
Пример 4. Контакты из ленты бериллиевой бронзы БрБ-2,5 толщиной 0,15 мм облагораживали в вакууме 1,33•10-2Па при температуре 320oC в течение 30 минут с размещением для прогрева, выдержки и охлаждения между керамическими нагревателями толщиной 3мм.
Нагрев до температуры старения вели со скоростью 50oC/мин, а охлаждение со скоростью 70oC/мин, нагрузка сжатия между элементами была в пределах напряжений 80-100 МПа.
В результате обработки получены электрические контакты повышенной надежности с ресурсом работы более 109 циклов при твердости НУ1=445-450 c полированной поверхностью и идеальной геометрией по опорным поверхностям.
В сравнении с обработкой в металлических приспособлениях из нержавеющей стали время прогрева и обработки сократилось в 1,4 раза, практически сняты операции рихтовки и слесарной доводки рабочих поверхностей контактов, класс чистоты поверхности контактов повысился до Pа=0,15-0,25мкм.
Таким образом, технология эффективна также для дисперсионно-твердеющих сплавов.
Так, при проведении облагораживания контактов из БрБ-2,5 одновременной пайкой припоем ПСр-3 к медным и бронзовым токоподводам получена высокая прочность спая, минимальная деформация и лучшие упругие свойства пружинного элемента, а трудоемкость сокращена в 2,4 раза.
Изобретение относится к области металлургии, в частности к термической обработке прецизионных деталей, пружин, лепестков, мембран. Технический результат заключается в повышении качества обработки при снижении трудоемкости и энергоемкости при улучшении однородности свойств. Упругие элементы из стали 65Г располагают между керамическими нагревателями из алюмооксидной керамики ВК-94-1 с приложением сжимающей нагрузки. Нагрев, выдержку и охлаждение элемента осуществляют в вакууме до 1,33•10-2Па. 2 ил.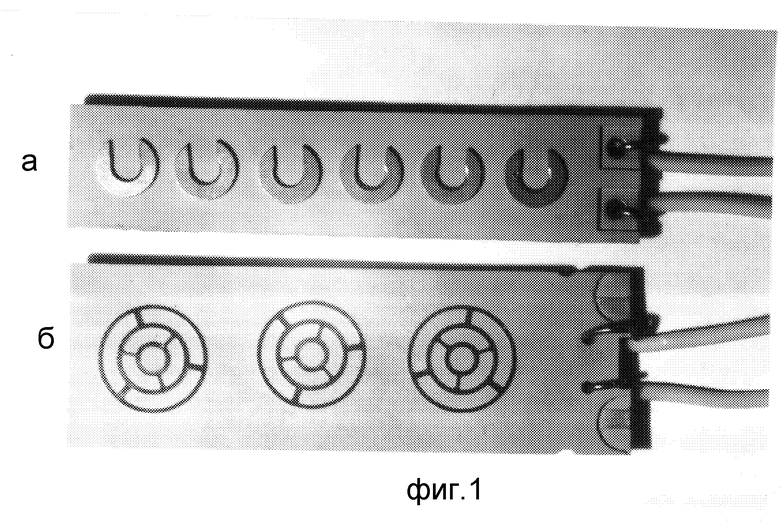
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1488325, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ N 3508489, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ отпуска пружин из среднеуглеродистых сталей | 1984 |
|
SU1186659A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
