Изобретение относится к металлургии, в частности к оборудованию для термической и химико-термической обработки с нагревом в вакууме деталей и инструмента малых размеров, и может найти применение в приборостроении электронике, часовой промышленности и при обработке медицинского инструмента.
Известна переносная вакуумная реторта-тигель, помещаемая в шахтную цементационную печь и охлаждаемая на воздухе после окончания выдержки (ППО. Электрическая, термическая и упрочняющая обработка. Серия Т-4, ВИМИ, N 2, М. , 1989, с. 12, аналог).
Конструкция неуниверсальна, ограничены технические возможности, велика энергоемкость, не обеспечивается качества термообработки мелких деталей.
Другая известная конструкция модернизированных печей СШОЛ-1.1,6 12-М2 с цилиндрическими ретортами из нержавеющей стали 09Х18Н10Т более универсальна (ППТО. Электрическая, термическая и упрочняющая обработка. Серия Т-4, ВИМИ, N 1, , 1989, с. 37, аналог), но также имеет недостатки применительно к прецизионным деталям и инструменту толщиной и диаметром 0,15-5 мм, она наиболее применима в стационарных условиях инструментального термического участка машиностроительного предприятия.
Наиболее близкой к заявляемой является конструкция вакуумной установки для термической обработки инструмента и оснастки, содержащая нагревательную камеру, металлическую реторту с возможностью поворота в вертикальной плоскости, крышку с экранами, вакуум-выход и дозатор с вакуум-вводом (Пол. реш. N 4920486/02 (008641), 28.10.91 - прототип).
Недостатки конструкции в повышенной массе реторты, недостаточной универсальности применительно к концевому инструменту с соотношением длины и диаметра более 30: 1, 50: 1, сложность развакуумирования при выгрузке на воздух и в бачки деталей из малолегированных сталей.
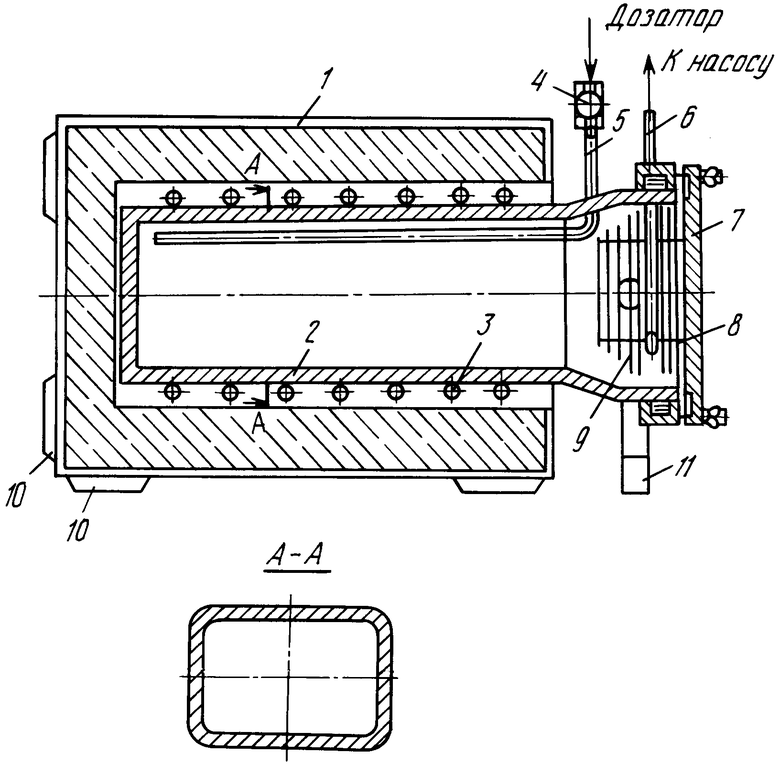
На чертеже изображена предлагаемая вакуумная печь.
Разработанная переносная вакуумная печь состоит из нагревательной камеры (1), выполненной ультралегковесным шамотом, и металлической реторты (2) с нагревателями (3), жестко укрепленными на реторте и вводимыми в камеру вместе с ретортой. Реторта выполнена из трубы стали 12Х18Н10Т, деформированной сжатием в двух направлениях до формирования прямоугольного сечения (А-А) на рабочей длине, вводимой в камеру. На переходной части нержавеющей реторты установлен дозатор (4) с трубкой 5 подачи, представляющий шар диаметром 60 мм с игольчатым уплотнением в донной части, с возможностью поворота в горизонтальной оси на трубке 5 подачи. Вакуум-вывод (6) расположен в зоне 2-3 экрана (8) крышки 7 реторты, не имеющей водяного охлаждения, он введен через водяную рубашку фланца реторты и представляет полукольцо с надрезами. На камере предусмотрены площадки (10) для горизонтальной и вертикальной установки камеры с печью, на реторте имеется съемная ручка (11) для поворота и фиксации печи в двух положениях.
Технические возможности вакуумной малоэнергоемкой печи следующие:
- проведение вакуумной закалки мелкоразмерного инструмента с нагревом до 780-980оС и охлаждением в реторте, выдвинутой из камеры печи, для сталей с высокой критической скоростью закалки;
- проведение нагрева для закалки с одновременной нитроцементацией с подвеской деталей вертикально на приспособлении применительно к деталям, оснастке, инструменту с соотношением длины и диаметра более 20: 1,50: 1, с переносом приспособления из вакуумной реторты в охлаждающую среду;
- низкотемпературное в интервале температур 350-620оС нитрооксидирование, сульфонитрооксидирование в атмосферах вакуумного пиролиза жидких карбюризаторов с различной динамической вязкостью, при установке инструмента на поду или вертикальной на подвесках;
- высокий отпуск и нормализация в вакууме при температурах 680-870оС с охлаждением деталей в реторте применительно к малолегированным конструкционным и инструментальным сталям;
- проведение вакуумного альфирования, нитрооксидирования титановых сплавов при остаточных давлениях 80-400 мм рт. ст. , при температурах старения 500-580оС и в процессе нагрева для закалки;
- неизотермическая химико-термическая обработка в атмосферах пиролиза в вакууме моноэтаноламина, триэтаноламина, водного раствора карбамида и тиомочевины.
П р и м е р 1. Вакуумное нитрооксидирование фильер-рассекателей с рабочим отверстием 0,6 мм, диаметром 7,5 мм, высотой 2,5 мм из стали Р6М5-МП проводили при горизонтальном расположении камеры (1).
В реторту (2), разогретую до 550оС, на постоянных магнитах из сплава ЮНДК35 помещали фильеры и после вакуумирования рабочего пространства через вакуум-вывод (6) до 10-2 мм рт. ст. из дозатора 4 с обратным игольчатым клапаном по вакуум-вводу подавали моноэтаноламин с добавкой раствора аммония щавелево-кислого. Эвакуация отработанной атмосферы велась через патрубок (9), расположенный за вторым экраном (8) через водоохлаждаемую зону фланца.
В результате применения печи с указанными конструктивными особенностями обеспечивалось более полное использование карбюризатора с подогревом теплом переходной зоны реторты, стабилизировался пиролиз и состав атмосферы, улучшались условия работы вакуумных насосов в связи с равномерным охлаждением отходящих газов при поступлении в вакуум-вывод. Одновременно упрощалась работа с крышкой реторты при загрузке и выгрузке печи, исключался разогрев крышки и системы вакуумного уплотнения в зоне крышка-фланец реторты.
Нитрооксидный слой на инструменте был более однороден и равномерен по глубине, повысились в 1,8 раза эксплуатационные свойства фильер.
П р и м е р 2. Вакуумную закалку пуансонов из стали 40Х13 проводили при вертикальном расположении камеры и реторты с подвеской вертикально на приспособлении за буртик хвостовой части пуансонов, по 12 штук в садке. В реторту (2), расположенную в вертикально стоящей камере (1), помещали этажерочное прямоугольное приспособление с пуансонами. Дозатор (4) на вакуум-вводе на трубке (5) разворачивали вокруг горизонтальной оси, нагрев до 780оС вели в вакууме 10-3 мм рт. ст. , затем подавали в рабочее пространство триэтаноламин с активизирующими добавками и вели нитроцементацию в процессе нагрева и выдержки для закалки 940-950оС. При этом вакуум в рабочем пространстве был 200-270 мм рт. ст. , отработанная атмосфера через вакуум-вывод (6) подавалась на нейтрализацию через патрубок (9) с надрезами по длине патрубка, находившегося на уровне второго экрана (8) крышки 7 реторты. По окончании выдержки подача карбюризатора прекращалась и за ручку (11) реторта поднималась из корпуса, установленного на площадках-подпятниках (10) для охлаждения на воздухе без разгерметизации.
Вакуумный отпуск пуансонов проводился в этой же реторте перемещением ее в камеру, температура нагрева при отпуске была 270-280оС, время выдержки 2,5 ч, вакуум 10-3 мм рт. ст.
Обработка в печи предложенной конструкции позволила при сокращении трудоемкости в 2,1 раза, при уменьшении расхода электроэнергии в 1,7 раза существенно повысить эксплуатационные свойства пуансонов при вырубке ленты прецизионных сплавов 78ХС, 50Н, 36НХТЮ в 1,5 раза.
Таким образом, предложенная печь универсальна и технологична в переналадке, обеспечивает высокое качество обработки мелкоразмерных деталей, инструмента, оснастки при минимальных энергозатратах. ((56) Авторское свидетельство СССР N 855350, кл. F 27 B 5/04, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная шахтная печь для химико-термической обработки инструмента | 1989 |
|
SU1716276A1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2041280C1 |
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
| Способ химико - термической обработки концевого инструмента малых диаметра и длины | 1990 |
|
SU1759949A1 |
| СОСТАВ ДЛЯ ГАЗОВОЙ НИТРОЦЕМЕНТАЦИИ И НИТРООКСИДИРОВАНИЯ | 1993 |
|
RU2097443C1 |
| СПОСОБ СИЛИЦИРОВАНИЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ИЗ СПЛАВОВ НА ОСНОВЕ МОЛИБДЕНА И ВОЛЬФРАМА | 1992 |
|
RU2025542C1 |
| Способ обработки деталей из титановых сплавов | 1990 |
|
SU1786183A1 |
| Способ изготовления мелкоразмерного режущего инструмента из титановых сплавов, преимущественно перовых сверл | 1990 |
|
SU1773945A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТОНКОЛЕЗВИЙНОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2085599C1 |
Изобретение относится к малоэнергоемкому вакуумному оборудованию для закалки, нитрооксидирования, нитроцементации мелких прецизионных деталей и инструмента. Вакуумная печь содержит футерованную камеру (K) с металлическим муфелем из трубы нержавеющей стали 12Х18Н10Т, деформированной сжатием до прямоугольного сечения на длине рабочей части, вводимой в К. На переходной части реторты установлен нагреватель-дозатор с трубкой подачи на переходной части вне охлаждаемой зоны, вакуум-вывод, расположенный на уровне 2 - 3 экранов крышки реторты, не имеющей водяного охлаждения. В результате повышается ресурс работы печи, сокращается потребление энергии, обеспечивается более полное использование карбюризатора при экологической чистоте процесса. 3 з. п. ф-лы, 1 ил.
