Изобретение относится к прокатному производству, конкретнее к технологии получения на реверсивных обжимных станах блюмов из углеродистых и легированных сталей.
Известны способы прокатки блюмов квадратного сечения из слитков, включающие многопроходное деформирование раската прямоугольного сечения в ящичных калибрах с обжатием по толщине, согласно которым последний 17-й (чистовой) проход выполняют в ящичном калибре с обжатием на 60 мм [1]
Указанный способ не исключает искажений формы поперечного сечения блюмов, требует снижения обжатий за проход и увеличения общего числа проходов.
Известен также способ прокатки блюмов из аустенитных коррозионно-стойких сталей, легированных никелем и хромом, на обжимном стане, согласно которому осуществляют многопроходное деформирование раската прямоугольного сечения в ящичных калибрах с обжатием по толщине, определяемым по предложенной формуле в зависимости от содержания в стали никеля и хрома [2]
Данный способ нецелесообразно применять для прокатки блюмов из углеводородистых и легированных сталей, которые, во-первых, могут не иметь в своем составе никеля и хрома и, во-вторых, обладают высокой технологической пластичностью и позволяют применять более высокие обжатия при меньшем числе проходов.
Наиболее близким по технической сущности и достигаемым результатам к изобретению является способ прокатки блюмов, включающий нагрев слитка, обжатие его на гладкой бочке в раскат прямоугольного поперечного сечения с отношением большей стороны к меньшей 1,7 2,0 и дальнейшее многопроходное деформирование раската в ящичных калибрах с обжатием его большей стороны [3]
Недостатки известного способа заключаются в следующем. Для полной проработки литой структуры слитков и сокращения числа проходов необходимо поддерживать максимально возможные обжатия блюма. При прокатке по известному способу обжатия устанавливают без учета соотношения сторон поперечного сечения раската. В результате имеет место потеря его устойчивости в очаге деформации, переполнение калибра, двойное бочкообразовавние и нарушение правильной геометрической формы поперечного сечения. Это недопустимо, и особенно в последнем (чистовом) проходе, когда происходит окончательное формирование геометрии готового блюма.
Цель изобретения состоит в исключении искажений формы поперечного сечения блюма.
Цель достигается тем, что в известном способе прокатки блюмов, включающем нагрев слитка, обжатие его на гладкой бочке в раскат прямоугольного поперечного сечения с отношением большей стороны к меньшей 1,7 2,0, дальнейшее многопроходное деформирование раската в ящичных калибрах с обжатием его большей стороны, согласно предложению деформирование раската в калибрах ведут с последовательным уменьшением по проходам отношений большей к меньшей сторон поперечного сечения раската до значений 1,05 1,20, а получаемый деформированием в ящичных калибрах раскат далее прокатывают за один проход на гладкой бочке в блюм конечного размера.
Сущность изобретения состоит в следующем. Прокатка нагретого слитка вначале на гладкой бочке в раскат прямоугольного сечения с соотношением большей стороны к меньшей 1,7 2,0, многопроходное деформирование в ящичных калибрах с обжатием его большей стороны и с последовательным уменьшением по проходам отношений большей к меньшей сторон поперечного сечения раската до значений 1,05 1,20 обеспечивает при максимально допустимых обжатиях полную проработку литой структуры и минимальное число проходов, однако перед последним проходом, вследствие неравномерности деформации в калибре, блюм приобретает искаженную форму поперечного сечения с двойным бочкообразованием и вогнутыми боковыми стенками. Обжатие на гладкой бочке также характеризуется неравномерностью деформации по сечению, а именно: в средней части по высоте раската уширение максимально, что обусловлено сдерживающим действием контактных сил трения по границам валки металл. Поэтому обжатие в заключительном проходе на гладкой бочке позволяет полностью компенсировать искажения формы поперечного сечения блюма, которые он приобрел в предыдущих проходах в ящичных калибрах при использовании в них увеличенных обжатий. В результате готовый блюм не имеет искажений формы поперечного сечения.
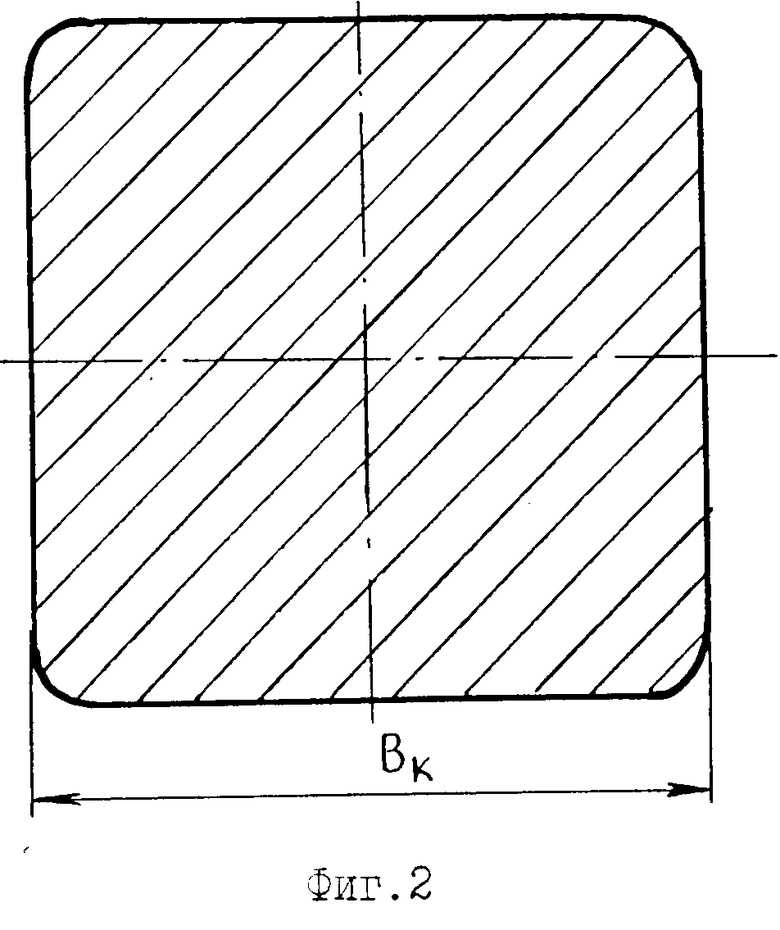
На фиг. 1 показана форма профиля поперечного сечения блюма после окончания прокатки в ящичных калибрах; на фиг. 2 его форма после завершающего прохода на гладкой бочке в соответствии с предложенной технологией.
Экспериментально установлено, что если начальное отношение большей Нн к меньшей Вн сторон поперечного сечения превышает 2,0, то раскат в ящичном калибре теряет устойчивость, его форма искажается. Снижение указанного соотношения менее 1,7 требует увеличения числа предварительных проходов, что нецелесообразно.
Завершение прокатки в калибрах при отношении большей стороны поперечного сечения Нк к меньшей Вк более 1,20 не позволяет при последующем проходе на гладкой бочке сформировать блюм без искажений формы: боковые его грани имеют криволинейную форму. Снижение этого соотношения менее 1,05 также нецелесообразно, так как боковые грани сохраняют наследственную вогнутость, приобретенную в процессе прокатки в калибрах.
Примеры реализации способа.
Слиток из стали Ст3сп сечением 825 х 780 мм и массой 7,6 т разогревают в нагревательном колодце до температуры 1280oC и обжимают вначале на гладкой бочке за 6 проходов (с кантовкой после второго прохода) в раскат прямоугольного сечения с большей стороной Нн 700 мм и меньшей Вн 380 мм. При этом отношение Нн/Вн 1,84. Затем раскат задают в ящичный калибр и обжимают за два прохода до большей стороны Нк 428 мм при отношении сторон Нк/Вк 1,126. После окончания прокатки в калибре раскат имеет нарушение формы поперечного сечения: его боковые стенки вогнуты внутрь, как на фиг. 1. Заключительный чистовой проход ведут на гладкой бочке до конечной толщины 390 мм. Благодаря естественному уширению металла, максимальному в среднем сечении раската, после чистового прохода блюм приобретает правильную квадратную форму поперечного сечения (см. фиг. 2).
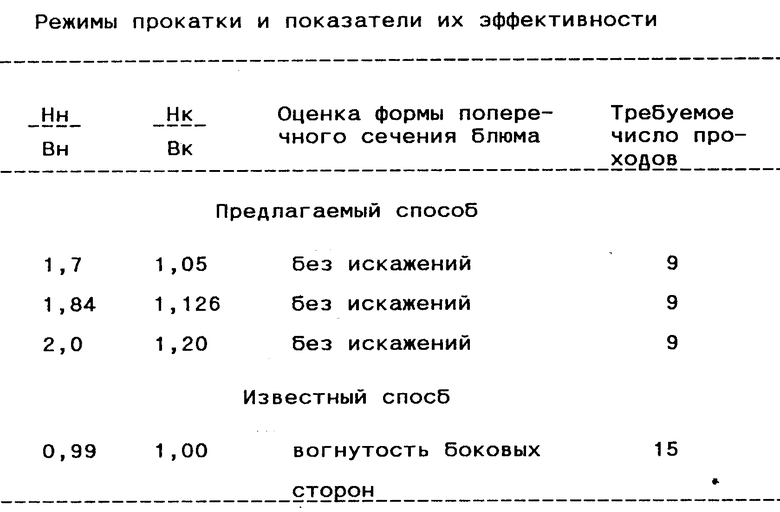
Варианты реализации способа и показатели их эффективности приведены в таблице.
Как следует из таблицы, при реализации предложенного способа блюмы имеют неискаженную форму поперечного сечения. Одновременно достигается сокращение необходимого количества проходов. В случае реализации известного способа поперечное сечение блюма искажено, требуемое количество проходов в калибрах возрастает.
Технико-экономические преимущества предложенного способа состоят в том, что он позволяет сформировать блюм без искажений поперечного сечения даже в случаях повышенных обжатий и сокращения общего числа проходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ БЛЮМОВ | 1995 |
|
RU2088348C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ПРОИЗВОДСТВА БЛЮМОВ | 2001 |
|
RU2185257C1 |
| Способ прокатки слитков из высоколегированных сталей на обжимных станах | 1988 |
|
SU1636075A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| Способ получения блюмов и заготовок из слитков спокойных сталей | 1989 |
|
SU1650284A1 |
Использование: в прокатном производстве при получении блюмов из углеродистых и легированных сталей на реверсивных обжимных станках. Сущность изобретения: способ прокатки блюмов включает нагрев слитка и его обжатие на гладкой бочке и в калибрах. Нагретый слиток обжимают на гладкой бочке в раскат прямоугольного сечения с отношением большей стороны к меньшей 1,7 - 2,0. Далее проводят многопроходное обжатие в ящичных калибрах с последовательным уменьшением по проходам отношений большей к меньшей сторон сечения раската до значений 1,05 - 1,20. Далее раскат прокатывают за один проход на гладкой бочке в блюм конечного размера. 2 ил., 1 табл.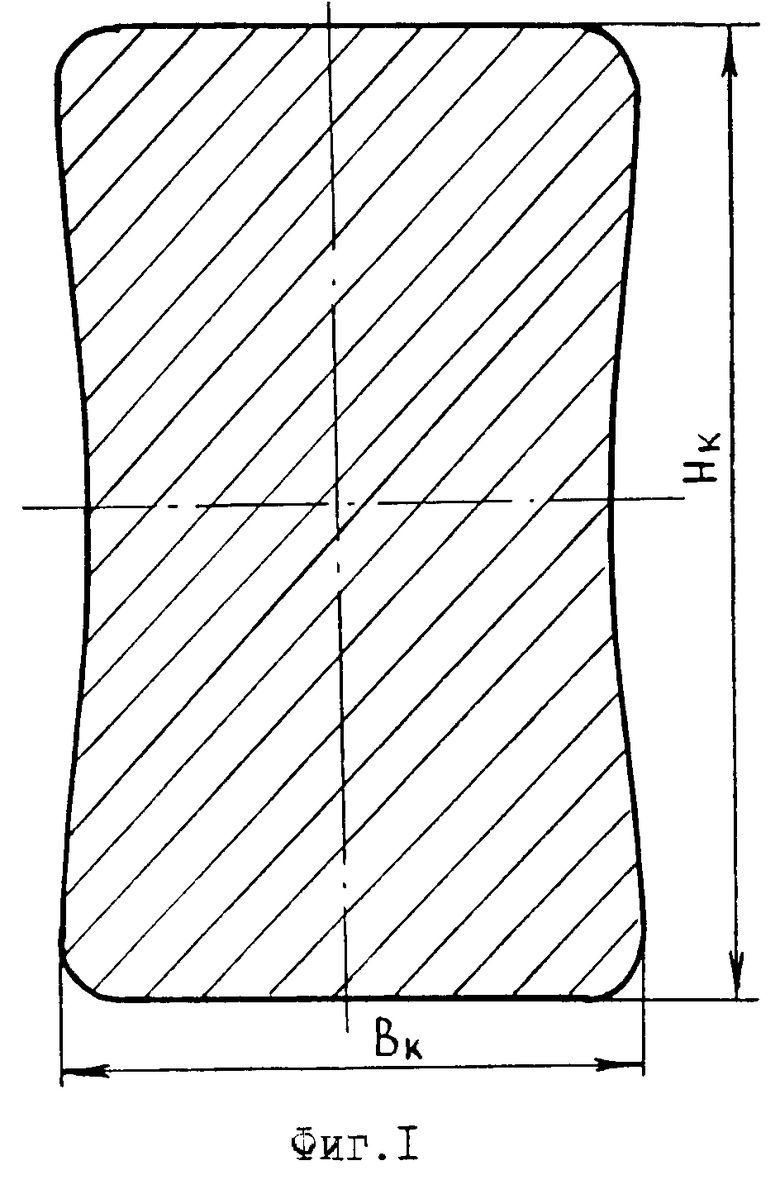
Способ прокатки блюмов, включающий нагрев слитка, обжатие его на гладкой бочке в раскат прямоугольного поперечного сечения с отношением большей к меньшей сторон 1,7 2,0, дальнейшее многопроходное деформирование раската в ящичных калибрах с обжатием его большей стороны, отличающийся тем, что деформирование раската в калибрах ведут с последовательным уменьшением по проходам отношений большей к меньшей сторон поперечного сечения раската до значений 1,05 1,20, а получаемый деформированием в ящичных калибрах раскат далее прокатывают за один проход на гладкой бочке в блюм конечного размера.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Игнатьев С.Н | |||
| и др | |||
| Повышение качества заготовок при прокатке на обжимных станах | |||
| - М.: Металлургия, 1985, с.64 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки слитков из высоколегированных сталей на обжимных станах | 1988 |
|
SU1636075A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Полухин П.И | |||
| и др | |||
| Прокатное производство | |||
| - М.: Металлургия, 1968, с.49, 63-65, 72-75. | |||

