Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для прокатки стальных слитков в блюмы.
Известен способ прокатки блюмов, включающий нагрев слитков и их обжатие на гладкой бочке и в калибрах, по которому нагретые слитки обжимают на гладкой бочке в раскат прямоугольного сечения с отношением длины сторон 1,7-2,0. Далее проводят многопроходное обжатие в ящичных калибрах и завершают прокатку на гладкой бочке в блюмы конечного размера [1].
Недостаток известного способа состоит в том, что концевые участки блюмов большой длины поражены усадочными дефектами, образующимися в процессе кристаллизации слитков. Удаление концевых участков блюмов с дефектами снижает выход годного.
Известен также способ прокатки на блюминге, включающий обжатие слитков прямоугольного сечения валками за несколько проходов по каждой стороне и кантовку. Количество проходов по каждой стороне до достижения заданного значения соотношения параметров очага деформации устанавливают одинаковым, а абсолютное обжатие по большей стороне устанавливают выше, чем по меньшей на величину, равную разности большей и меньшей сторон, деленной на количество проходов [2].
В данном способе прокатки концевые участки блюмов также поражены усадочными дефектами на большую длину. Это снижает выход годного.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства блюмов, включающий горячую посадку стальных уширенных книзу слитков в вертикальном положении в нагревательный колодец уширенным концом вниз, нагрев и многопроходную прокатку до конечных размеров в валках с ящичными калибрами [3] - прототип.
Недостаток известного способа состоит в следующем. Головная часть слитков, уширенных книзу, поражена дефектами в виде пористости, пузырей и несплошностей. При нагреве слитков горячего посада головной частью вверх их жидкая сердцевина продолжает садиться, что сопровождается образованием дополнительных усадочных дефектов, которые из-за окисленности поверхности не устраняются в процессе последующей прокатки. В результате концевые участки блюмов длиной 14-16%, пораженные усадочными дефектами, необходимо обрезать, что снижает выход годного.
Техническая задача, решаемая изобретением, состоит в увеличении выхода годного.
Для решения поставленной технической задачи в известном способе производства блюмов, включающем горячую посадку уширенных книзу слитков в вертикальном положении в нагревательный колодец, нагрев и многопроходную прокатку, согласно предложению посадку слитков производят при температуре их поверхности 600-950oС уширенным концом вверх, нагрев ведут до температуры 1200-1350oС, а многопроходную прокатку осуществляют с суммарной вытяжкой 2,7-6,5.
Сущность изобретения состоит в следующем. При горячей посадке слитка, уширенного книзу, с температурой поверхности 600-950oС его сердцевина находится в жидком состоянии. Если расположить такой слиток в нагревательном колодце уширенным концом вверх, жидкая сердцевина под действием сил гравитации будет стремиться опуститься вниз к головному концу слитка, пораженному усадочными дефектами, расплавляя образовавшиеся мостики закристаллизованного металла и заполняя пустоты и несплошности. У противоположного (верхнего) конца слитка в процессе кристаллизации появятся внутренние несплошности из-за недостатка металла, ушедшего к нижнему концу. Однако поверхности этих внутренних несплошностей находятся в замкнутом объеме слитка, не взаимодействуют с воздухом и являются неокисленными. Последующая прокатка слитка, нагретого по всему сечению до температуры 1200-1350oС, с вытяжкой 2,7-6,5, приводит к полному устранению (завариванию) внутренних несплошностей, а длина концевого участка блюма, пораженного усадочными дефектами, сокращается в 2-3 раза. За счет этого увеличивается выход годного.
Экспериментально установлено, что если температура поверхности слитков перед горячей посадкой ниже 600oС, то из-за затвердевания сердцевины не происходит заполнения металлом несплошностей в головной части слитка, в результате увеличивается обрезь и уменьшается выход годного. При повышении температуры поверхности более 950oС не исключается опасность вытекания жидкой сердцевины из слитка, расположенного уширенным концом вверх, что недопустимо.
При температуре нагрева слитков ниже 1200oС не завершаются процессы заполнения жидким металлом усадочных пустот в головной части, что приводит к снижению выхода годного. Повышение температуры нагрева более 1350oС приводит к ухудшению качества блюмов из-за пережога (окисления границ кристаллитов) и интенсивному окалинообразованию, снижающему выход годного.
Если суммарная вытяжка при многопроходной прокатке будет менее 2,7, то, во-первых, не обеспечивается гарантированное заваривание усадочных пустот в блюме и, во-вторых, пораженная усадочными дефектами середина головной части слитка не будет выдавлена на периферию (к торцу блюма). Это потребует увеличения обрези. Увеличение вытяжки более 6,5 не ведет к дальнейшему увеличению выхода годного, а лишь увеличивает требуемое число проходов и уменьшает производительность блюминга.
Пример реализации способа.
Выплавленную сталь марки Ст3 пс. разливают в уширенные книзу изложницы. Высота налива в изложницу равна 2100 мм, масса слитка 8 т, нижнее сечение слитка составляет 835•710 мм, верхнее сечение 785•660 мм. Отлитые слитки извлекают из изложниц, транспортируют в обжимной цех и сажают в нагревательный колодец блюминга 1250. Температура поверхности слитков при горячей посадке в нагревательный колодец составляет tn=775oC. Слитки устанавливают в нагревательный колодец в вертикальном положении уширенным концом вверх, после чего производят их нагрев до температуры tн=1270oС по всему объему.
Разогретые слитки извлекают из нагревательного колодца и прокатывают за 11 проходов в валках с ящичными калибрами блюминга 1300 в блюмы сечением 347•347 мм. Суммарная вытяжка при прокатке слитков в блюмы составляет λ=4,6. Концевые участки блюмов, пораженные усадочными дефектами, отрезают с помощью ножниц. Величина обрези составляет 344 кг, т.е. 4,3% от массы слитка. Выход годного (с учетом расхода металла на печную окалину) равен 95,2%.
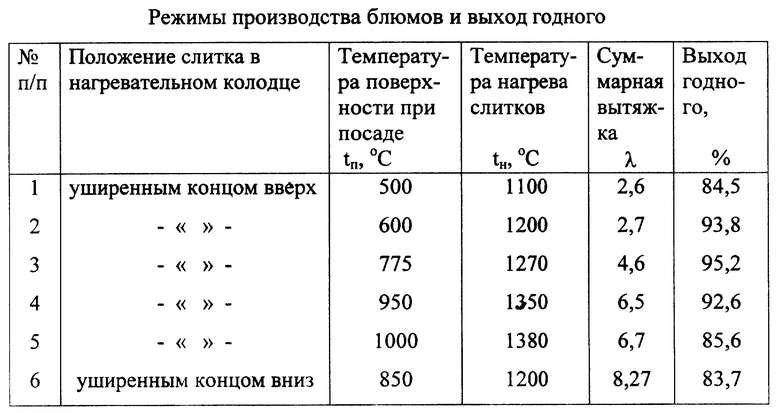
Варианты реализации способа и их эффективность приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается наибольший выход годного. В случаях запредельных значений заявленных параметров (варианты 1 и 5) из-за увеличения обрези блюмов выход годного уменьшается. Также более низкий выход годного имеет место при производстве блюмов по способу-прототипу (вариант 6).
Технико-экономические преимущества предложенного способа состоят в том, что горячая посадка уширенных книзу слитков с температурой поверхности 600-950oС в нагревательный колодец уширенными концами вверх, нагрев их до температуры 1200-1350oС и многопроходная прокатка с суммарной вытяжкой 2,7-6,5 позволяют заполнить незатвердевшим металлом усадочные пустоты в головных частях слитков во время их пребывания в нагревательном колодце, заварить внутренние неокисленные несплошности, выдавить дефектный металл на головные торцы блюмов, подлежащие обрезке. За счет этого достигается увеличение выхода годного.
В качестве базового объекта принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства блюмов на 3-5%.
Источники информации
1. Патент России 2094136, МПК В 21 В 1/06, 1997 г.
2. Авт. свид. СССР 1581392, МПК В 21 В 1/04, 1990 г.
3. П.И. Полухин и др. Прокатное производство. - М.: Металлургия, 1968 г. , с. 55-57,75 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2001 |
|
RU2208483C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ ШАРИКОПОДШИПНИКОВЫХ СТАЛЕЙ | 2001 |
|
RU2201973C2 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| Способ прокатки слитков | 1989 |
|
SU1678468A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| Способ прокатки блюмов | 1987 |
|
SU1463358A1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для прокатки стальных слитков в блюмы. Задача изобретения - увеличение выхода годного. Способ производства блюмов включает горячую посадку уширенных книзу слитков в вертикальном положении в нагревательный колодец, нагрев и многопроходную прокатку. Для этого посадку слитков производят при температуре их поверхности 600-950oС уширенными концами вверх, нагрев ведут до 1200-1350oС, а многопроходную прокатку осуществляют с суммарной вытяжкой 2,7-6,5. Изобретение обеспечивает заполнение усадочных пустот, заваривание внутренних неокисленных несплошностей. 1 табл.
Способ производства блюмов, включающий горячую посадку уширенных книзу слитков в вертикальном положении в нагревательный колодец, нагрев и многопроходную прокатку, отличающийся тем, что посадку слитков производят при температуре их поверхности 600-950oС уширенными концами вверх, нагрев ведут до 1200-1350oС, а многопроходную прокатку осуществляют с суммарной вытяжкой 2,7-6,5.
| ПОЛУХИН П.И | |||
| и др | |||
| Прокатное производство | |||
| - М.: Металлургия, 1968, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| СПОСОБ ПРОИЗВОДСТВА СЛЯБОВ ИЗ УГЛЕРОДИСТЫХ СПОКОЙНЫХ, ПОЛУСПОКОЙНЫХ И КИПЯЩИХ МАРОК СТАЛЕЙ | 1996 |
|
RU2111804C1 |
| RU 97110571 А, 10.06.1999 | |||
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2043793C1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

