Изобретение относится к прокатному производству, а точнее к профилировкам валков листовых станов горячей и холодной прокатки.
Известен узел валков прокатной клети кварто полосового стана с выпуклыми опорными и криволинейно-асимметричными рабочими валками (см. авт.св. СССР N 1713696, МКИ B 21 B 1/22, 1992 г.). Рабочие валки установлены с возможностью осевого перемещения и бочка верхнего валка развернута относительно нижнего на 180o. Вогнутый участок бочки рабочего валка начинается у края бочки, выполнен асимметричным относительно своей середины и превышает по длине полусумму длин бочек рабочего и опорного валков. Данное техническое решение позволяет регулировать профиль прокатываемой полосы и обеспечивает поперечную устойчивость ее между валками при прокатке.
Недостатком известного устройства является большой съем металла рабочих валков при переточке на вальцешлифовальных станках после каждой кампании валков.
Известен узел валков прокатной клети листового стана со средствами осевого перемещения S-образных рабочих валков (см. G.Kneppe, P.Hormes "Operation of CVC rolls in hot and cold rolling mills"/ 37th Mechanical Working and Steel Processing Conference, 1995, стр. 303). Для регулирования профиля полосы относительным осевым смещением валков контур бочки обоих рабочих валков выполнен по полиному 3-й степени y(x)=a3x3+ a2x2+a1x и бочки валков повернуты друг относительно друга на 180o, где x - координата вдоль оси валка, ai - полиномиальные коэффициенты. Величина полиномиальных коэффициентов a3 и a2 определяется из установленного интервала регулирования профиля прокатываемой полосы в диапазоне возможного осевого смещения валков. Величина коэффициента a1 выбирается такой, чтобы обеспечить в нагруженном сплющенном состоянии параллельное и горизонтальное расположение верхнего и нижнего рабочих валков относительно опорных валков.
Недостатком данного технического решения является также большой съем металла валка при перешлифовке его изношенной бочки на шлифовальных станках после перевалки.
В заявленном устройстве решается задача уменьшения величины съема металла валков, работающих в режиме регулирования профиля прокатываемой полосы, при перешлифовке их изношенных бочек на вальцешлифовальных станках после перевалки прокатного стана. Данная задача решается за счет того, что в узле валков прокатной клети листового стана, включающем два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий валок со средствами осевого перемещения и, возможно, один или более опорный валок, причем бочки одноименных валков выполнены по контуру y(x), определяемому полиномом до 5-й степени: y(x)= a5x5+a4x4+a3x3+ a2x2+a1x, и развернуты в разных комплектах одна относительно другой на 180o, величина коэффициента a1 определяется из выражения: a1=-0,25L2(0,25a5L2+a3), где x - координата вдоль оси валка с началом посередине его бочки; L - длина бочки валка. При таких параметрах профилировки валков сохраняется возможность регулирования профиля прокатываемой полосы осевой сдвижкой валков и достигается минимальная разность между наибольшим и наименьшим диаметром бочки валка, следовательно, при перешлифовке валка съем тела валка будет минимальным.
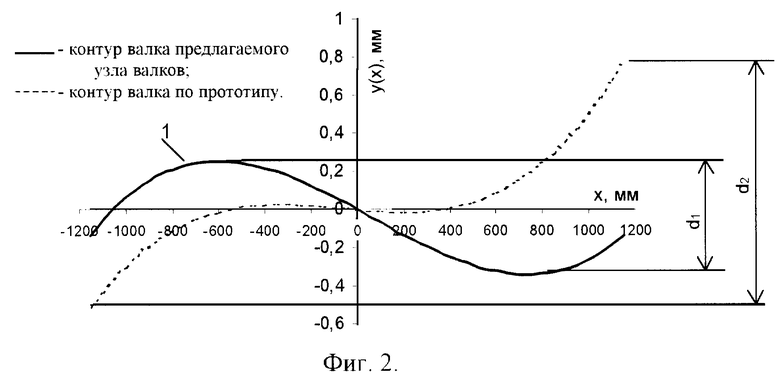
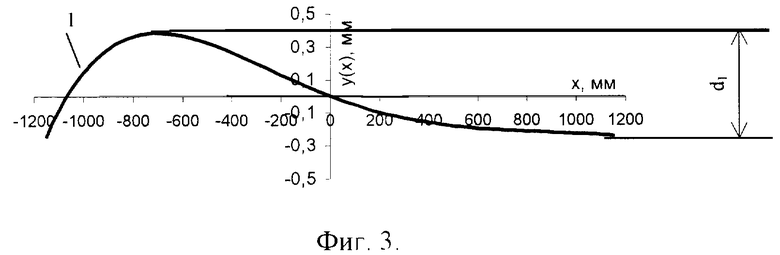
На фиг. 1 показан предлагаемый узел валков с рабочими валками, выполненный по полиному 3-й степени (в случае a5=0 и a4=0) и опорными валками по полиному 2-й степени (при a5=0, a4=0 и a3=0). На фиг. 2 показан контур бочки рабочего валка, выполненный по полиному 3-й степени в соответствии с предложенным решением (сплошная линия) и в соответствии с прототипом (прерывистая линия). На фиг. 3 показан контур бочки валка по полиному 5-й степени в соответствии с предложенным узлом валков.
Узел валков (фиг. 1) состоит из двух комплектов валков: верхнего включающего рабочий валок 1 и, возможно, опорный 2, а также нижнего комплекта, включающего рабочий 3 и, возможно, опорный валок 4. Рабочие валки снабжены средствами осевого перемещения (на фиг. 1 не показаны) для регулирования поперечного профиля прокатываемой полосы 5. Контуры бочек всех валков y(x) выполнены по полиному до 5-й степени y(x)=a5x5+a4x4+a3x3+ a2x2+a1x, причем бочки одноименных валков в разных комплектах развернуты друг относительно друга на 180o. В примере на фиг. 1 контур рабочих валков выполнен по полиному 3-й степени: y(x)=a3x3+a2x2+a1x, т.е. a5=0 и a4=0, а контур опорных валков по полиному 2-й степени (a5=a4=a3=0). Величины полиномиальных коэффициентов a3 и a2 рабочего валка определяются в зависимости от требуемого интервала регулирования профиля полосы [Δpmin,Δpmax], максимального осевого смещения рабочего валка Cmax (при симметричной осевой сдвижке валков в каждом комплекте) и длины бочки опорного валка Lo:
При этом любое симметричное осевое смещение рабочих валков 1 и 3 будет вызывать линейное изменение профиля полосы 5, что является необходимым условием управления, в заданном интервале регулирования. Полиномиальный коэффициент рабочего валка a1, при заданных коэффициентах a3 и a2, определяет угол наклона образующей бочки рабочего валка, а значит и широкой грани поперечного сечения прокатываемой полосы, к горизонту - угол α на фиг. 1. С другой стороны, коэффициент a1 (при заданных a3 и a2) определяет величину d1-разность максимального и минимального радиуса бочки рабочего валка. От d1 зависит величина съема металла изношенного валка при перешлифовке его на станках после вывалки из клети, так как технология шлифовки предполагает первоначальное изготовление на бочке валка цилиндра, т.е. полный срез d1 плюс износ, а затем профилирование нового контура бочки. Приближенное решение сложной математической задачи отыскания коэффициента a1 из условия минимума съема валка d1, равного min{max y(x) - min y(x)}, имеет вид: a1=-0,25L2(0,25a5L2+a3) - для полинома 5-й степени и a1=-0,25a3L2 - для полинома 3-й степени. На фиг. 2 изображен контур бочки рабочего валка 1, выполненный по полиному 3-й степени с коэффициентом a1=-0,25a3L2 - сплошной линией, и с a1 в соответствии с прототипом (горизонтальное расположение образующей бочки валка), - прерывистой линией. Видно, что в первом случае величина съема (d1) значительно меньше величины съема у прототипа (d2). На фиг. 3 изображен контур бочки рабочего валка 1, выполненный по полиному 5-й степени с коэффициентом a1=-0,25L2(0,25a5L2+a3) и минимальным для требуемого регулирования профиля полосы съема металла валков при перешлифовке d1.
На фиг. 1 и фиг. 2 видно, что по сравнению с известными конструкциями предлагаемый узел валков увеличивает угол α - угол плоскости поперечного сечения прокатываемой полосы к горизонту. Но минимальная величина этого угла не превышает 8•10-4 рад (3 мин), что никак не сказывается на устойчивости полосы при прокатке или возникновении осевых усилий.
На 10-й клети стана 2000 АО НЛМК было проведено опробование предлагаемой конструкции узла валков (фиг. 1). Интервал регулирования профиля прокатываемой полосы - [-0,125 мм, +0,325 мм], диапазон осевой сдвижки рабочих валков [-150 мм, +150 мм], длина бочки опорного валка Lo=2000 мм, бочки рабочего - L= 2300 мм. Контур рабочих валков выполнили по полиному 3-й степени в соответствии с предлагаемым узлом валков с полиномиальными коэффициентами: a3=5•10-10 мм-2, a2=-1•10-7 мм-1, a1=-6,61•10-4. При прокатке полосы в процессе регулирования ее профиля осевые усилия рабочих валков изменялись в пределах от -20m до 20m. Величина съема валка при перешлифовке составила d1= 0,59 мм. Для сравнения были выполнены валки в соответствии с прототипом с полиномиальными коэффициентами: a3=5•10-10 мм-2, a2=-1•10-7 мм-1, a1=-1•104. Осевые усилия при прокатке на этих валках изменялись от -21m до 16m, т.е. фактически в том же диапазоне, что и в предыдущем случае. Величина же съема при перешлифовке этих валков составила d2=1,29 мм, что в два раза больше, чем в предлагаемой конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2126730C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКА | 1998 |
|
RU2124956C1 |
| СПОСОБ КОНТРОЛЯ ПЕРЕКОСА ВАЛКОВ КЛЕТИ ПРОКАТНОГО СТАНА В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1998 |
|
RU2122474C1 |
Изобретение относится к прокатному производству, а точнее к профилировкам валков листовых станов горячей и холодной прокатки. Узел валков прокатной клети листового стана включает два комплекта валков, верхний и нижний. Каждый из комплектов имеет один рабочий валок со средствами осевого перемещения и, возможно, один или более опорных валков. Причем бочки одноименных валков выполнены по контуру у(х), определяемому полиномом до 5-й степени: у(х) = а5x5 + а4x4 + а3х3 + а2x2 + а1х. Бочки одноименных валков развернуты в разных комплектах одна относительно другой на 180°. С целью уменьшения съема металла валков при перешлифовке в полиноме профиля валка величина коэффициента а1 определяется из выражения a1 = -0,25L2 (0,25 a5L2 + а3), где х - координата вдоль оси валка с началом посередине бочки, L - длина бочки валка. 3 ил.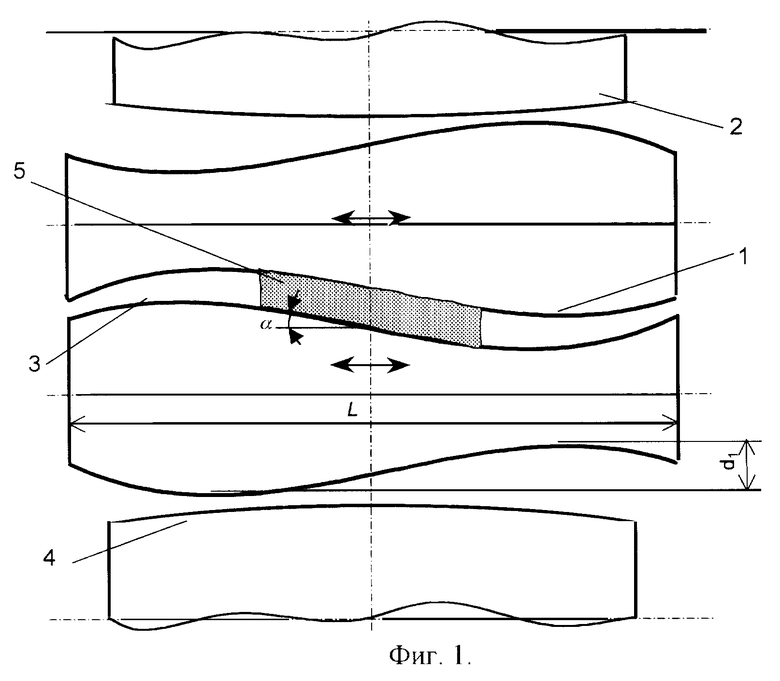
Узел валков прокатной клети листового стана, включающий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий валок со средствами осевого перемещения и, возможно, один или более опорных валков, причем бочки одноименных валков выполнены по контуру y(x), определяемому полиномом до 5-й степени:
y(x) - a5x5 + a4x4 + a3x3 + a2x2 + a1x,
и развернуты в разных комплектах одна относительно другой на 180o, отличающийся тем, что в полиноме профиля валка величина коэффициента a1 определяется из выражения
a1 = -0,25L2(0,25a5L2 + a3),
где x - координата вдоль оси валка с началом посередине бочки;
L - длина бочки валка.
| G.KNEPPE at all | |||
| Operation of CVC rolls in hot and cold rolling mills | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Способ воздействия на профиль прокатываемой полосы | 1975 |
|
SU559740A2 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| DE 3620197 A1, 17.12.1987. | |||

