Изобретение относится к обработке материалов давлением и может быть использовано для изготовления корпусов металлических бочек со съемным верхним дном, предназначенных для хранения и транспортировки пищевых горючесмазочных и сыпучих материалов.
Известно устройство для закатки края днищ [1] Однако расположение деформирующих роликов относительно С-образной рамы не позволяет произвести полную закатку краев полых изделий. Кроме того, устройство сложно по конструкции.
Наиболее близким к предлагаемому устройству является способ изготовления полых тонкостенных осесимметричных изделий [2] при котором завивкой кромки полуфабриката роликами выполняют наружный бурт.
Недостатком его является отсутствие опорного ролика в схеме операции завивки кромки полого изделия, что ведет к гофрированию завитка и искажению его круглой формы в поперечном сечении, что недопустимо при изготовлении бочек II типа со съемным верхним дном, стянутым обручем по ГОСТ 13950-54, и ведет к необходимости дополнительных операций рихтовки.
Кроме того, для реализации известного способа требуется специальное сложное закаточное оборудование, имеющее несколько приводных устройств.
Технической задачей изобретения является повышение качества завивки кромок полых цилиндрических тонкостенных деталей с одновременным снижением трудоемкости изготовления изделий типа бочек.
Задача решается тем, что устройство для завивки кромок полых деталей, содержащее нажимные деформирующие ролики, центрирующую оправку и планшайбу, закрепленную в патроне станка, снабжено опорным противороликом, ось которого расположена перпендикулярно осям нажимных деформирующих роликов, смонтированных симметрично на неподвижной планшайбе, закрепленной в задней бабке токарного станка, имеющей возможность осевого перемещения, причем опорный противоролик закреплен посредством откидывающегося Г-образного центрообводящего рычага на планшайбе, снабженной регулируемым упором, кроме того, радиусы профилирующих канавок нажимного деформирующего ролика и опорного противоролика при их смыкании копируют окончательную форму образующегося при закатке завитка, а центрирующий больший буртик нажимных деформирующих роликов с высотой, равной диаметру завитка, имеет угол захода, обратно пропорциональный диаметру внутренней полости деформируемой детали, при этом буртик опорного противоролика имеет опорную площадку с шириной, равной диаметру завитка, и расположенную относительно боковой поверхности со стороны профилирующей канавки большего буртика нажимного деформирующего ролика на расстоянии, равном толщине материала деформируемой полой детали.
С помощью предлагаемого устройства производится завивка кромок корпуса металлических бочек объемом до 250 дм3 со стороны съемного верхнего дна, стянутого обручем.
Наличие в предлагаемом устройстве изобретения доказывается тем, что отсутствуют подобные простые устройства для получения завивкой кромок полых деталей на корпусе бочек со съемным верхним дном с использованием обычного токарного станка, выполненные описанным выше образом, обладающие высокой универсальностью и исключающие образование гофрированного завитка за счет введения противоролика и уточнения конфигурации профиля рабочих канавок и введения направляющего скоса на заходной части большего буртика деформирующего ролика.
Оригинальность предлагаемого технического решения заключается в изменении конструкции деформирующего нажимного ролика, имеющего буртик с высотой, равной диаметру завитка, и угол захода, обратно пропорциональный диаметру внутренней полости закатываемой бочки, при этом буртик противоролика имеет опорную площадку шириной, также равной диаметру завитка, и ось, расположенную перпендикулярно осям нажимных роликов.
При отсутствии данных изменений в конструкции роликов при закатке образуются складки на боковой поверхности корпуса бочки и происходит гофрирование завитка, что делает невозможным плотное, герметичное прилегание стягивающего обруча к крышке бочки при ее закупоривании.
Кроме того, для обеспечения возможности съема бочки со станка рычаг, на котором крепится противоролик, выполнен изогнутым с осью вращения, расположенной на линии центров ролика и оси вращения бочки. Также устройство снабжено регулируемым упором, компенсирующим разность диаметров корпусов бочек, возникающую из-за неточности их изготовления.
На фиг. 1 изображено устройство в начальной стадии; на фиг. 2 вид А на фиг. 1, иллюстрирующий расположение роликов; на фиг. 3 узел I на фиг. 1 в заключительной стадии завивки; на фиг. 4 разрез Б-Б на фиг. 2.
На фиг. 1 показано устройство для завивки кромок полых деталей, которое содержит планшайбу 1, закрепленную в патроне 2 токарного станка, планшайбу 3, закрепленную в задней бабке 4 с возможностью только горизонтального перемещения, равномерно размещенные на планшайбе 3 /фиг. 2/ вращающиеся нажимные деформирующие ролики 5, имеющие буртик 6 /фиг. 3/ со скосом 7 и профилирующую канавку 8, взаимодействующие с корпусом бочки 9. При этом высота буртика 6 равна диаметру d3 завитка 10 /h=d3/, а угол α скоса 7 определяется по формуле
где Dб диаметр бочки,
dр диаметр буртика 6 деформирующего ролика 5,
d3 диаметр завитка.
Отсутствие угла α на буртике 6 не позволяет из-за несопряжения поверхности деформирующим роликам 5 полностью войти в полость бочки 9, что при ее вращении неизбежно приведет к подрезанию материала корпуса бочки 9 изнутри острыми кромками буртика 6.
При превышении углом a расчетного значения происходит неплотное прилегание поверхности скоса 7 к внутренней полости бочки 9, ведущее к образованию складок на ее поверхности.
При соблюдении условия равенства высоты h буртика 6 диаметру d3 завитка 10 исключается складкообразование в зоне формирования завитка и обеспечивается предварительная центрация бочки в устройстве.
Опорный противоролик 11, имеющий опорную площадку 12 шириной S, равной диаметру завитка 10 /S=d3/ и находящуюся на расстоянии от буртика 6 деформирующего ролика 5, равном толщине t деформируемого листового материала корпуса бочки 9, крепится на Г-образном рычаге 13 /фиг. 2/, ось 14 которого расположена на планшайбе 3 на линии 15 центров вращения бочки 9 и опорного противоролика 11. Вращение рычага 13 ограничено упором 16 /фиг. 4/, имеющего регулировочный болт 17 и фиксатор 18, служащие для компенсации разности диаметров Dб закатываемых корпусов бочек 9.
При отсутствии площадки 12 /фиг. 3/ на опорном противоролике 11 возможен перекос противоролика 11, так как наличие площадки 12 обеспечивает самоцентрацию противоролика 11 по наружной поверхности бочки 9 при ее вращении. Ширина S опорной площадки 12 определяется величиной зоны складкообразования на наружной поверхности деформируемого торца бочки 9, численно равной заданному чертежом диаметру деформируемого завитка d3.
Зазор между внутренней поверхностью буртика 6 и опорной площадкой 12 должен обеспечить свободное прохождение до упора в профилирующую канавку 8 кромки торца корпуса бочки 9 в начальный момент деформации и определяется толщиной t листового материала деформируемой полой детали.
Устройство работает следующим образом.
Корпус бочки 9 /фиг. 1/ устанавливается днищем на планшайбу 1, закрепленную в патроне 2 токарного станка. Планшайба 3, закрепленная в задней бабке 4, с расположенными на ней нажимными деформирующими роликами 5 подводится к закатываемым кромкам бочки 9. Благодаря наличию скоса 7 /фиг. 3/ деформирующие ролики 5 полностью заходят во внутреннюю полость бочки 9, обеспечивая ее предварительную центрацию. При вращении бочки 9 начинается одновременная подача в горизонтальном направлении задней бабки 4 с закрепленной в ней планшайбой 3 с деформирующими роликами 5. Происходит загиб завитка 10.
Для образования правильной круглой формы завитка 10 в поперечном сечении со стабильным диаметром d3 в устройстве предусмотрен опорный противоролик 11, который исключает гофрирование завитка 10 и корпуса бочки 9 в зоне его образования. Для компенсации разности диаметров Dб корпусов бочки 9, возникающей из-за неточности их изготовления, в устройстве предусмотрен регулируемый упор 16 /фиг. 4/.
Для обеспечения возможности снятия корпуса бочки 9 со станка после завивки кромок рычаг 13, на котором расположен опорный противоролик 11, выполнен откидывающимся в сторону, противоположную направлению вращения бочки 9 /фиг. 2/.
Устройство позволяет изготавливать стальные бочки II типа со съемным верхним дном, стянутым обручем, полностью соответствующие требованиям ГОСТ 13950-84, без использования поточных линий и сложного специализированного оборудования в условиях механических участков, оснащенных стандартным универсальным станочным оборудованием.
Таким образом, использование изобретения позволяет достичь следующих результатов:
получение качественного завитка без гофров при завивке кромки корпуса бочки со стороны стягиваемого обручем съемного верхнего дна за счет введения опорного противоролика, ось которого расположена перпендикулярно осям деформирующих роликов, крепящегося посредством Г-образного рычага к планшайбе, а центрирующие буртики деформирующих роликов имеют угол захода, по величине пропорциональный диаметру внутренней полости закатываемой бочки;
снижение трудоемкости процесса изготовления бочек за счет применения более простого универсального станочного оборудования;
достижение высокой универсальности за счет более полного использования возможностей базовой модели токарного станка, на котором устанавливается предлагаемое устройство для завивки кромок полых деталей, а также имеющихся у станка наладок и регулировок, обеспечивающих возможность изготовления бочек с широким диапазоном диаметров.
Реализация потенций предлагаемого устройства не требует больших материальных и энергозатрат по сравнению с традиционным способом массового изготовления бочек на закаточных автоматических линиях и отличается доступностью устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАВИВКИ КРОМКИ ПОЛОЙ ДЕТАЛИ | 2002 |
|
RU2214878C1 |
| ЗАКАТОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2073575C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ | 1992 |
|
RU2036082C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАТЫВАНИЯ ПЕНИЦИЛЛИНОВЫХ ФЛАКОНОВ | 1991 |
|
RU2026264C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2104111C1 |
| МНОГОДИСКОВЫЙ ВАРИАТОР | 1995 |
|
RU2091638C1 |
Изобретение относится к обработке материалов давлением, в частности к устройству для завивки кромок полых деталей, и может быть использовано для изготовления корпусов металлических бочек со съемным верхним дном, предназначенных для хранения и транспортировки пищевых горюче-смазочных и сыпучих материалов. Сущность изобретения состоит в повышении качества завивки кромок полых цилиндрических тонкостенных деталей с одновременным снижением трудоемкости изготовления изделий типа бочек. Устройство снабжено опорным противороликом, ось которого расположена перпендикулярно осям нажимных деформирующих роликов, смонтированных симметрично на неподвижной планшайбе, имеющей возможность осевого перемещения, причем опорный противоролик закреплен посредством откидывающегося Г-образного центрообводящего рычага на планшайбе, снабженной регулируемым упором, кроме того, радиусы профилирующих канавок нажимных деформирующих роликов и опорного противоролика при их смыкании копируют окончательную форму образующегося при закатке завитка, а центрирующий больший буртик нажимных деформирующих роликов с высотой, равной диаметру завитка, имеет угол захода, обратно пропорциональный диаметру внутренней полости деформируемой детали, при этом буртик опорного противоролика имеет опорную площадку с шириной, равной диаметру завитка, и расположенную относительно боковой поверхности со стороны профилирующей канавки большего буртика нажимного деформирующего ролика на расстоянии, равном толщине материала деформируемой полой детали. Устройство может быть использовано для завивки кромок корпуса металлических бочек объемом до 200 дм3 со стороны съемного верхнего дна, стянутого обручем. 4 ил.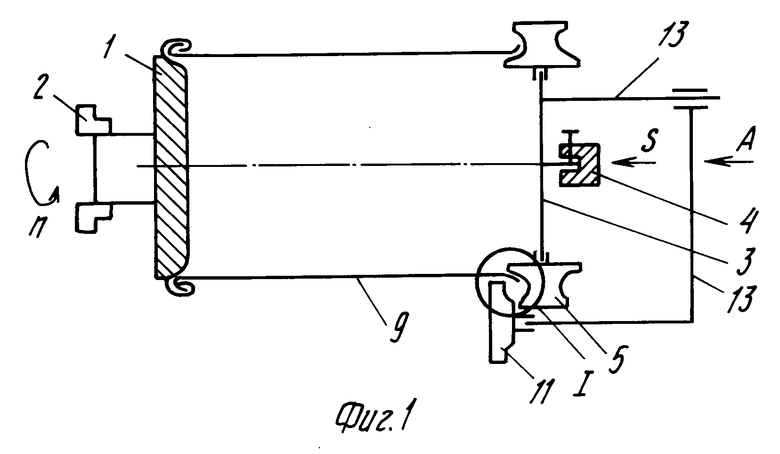
Устройство для завивки кромок полых деталей, содержащее нажимные деформирующие ролики, центрирующую оправку и планшайбу, закрепленную в патроне станка, отличающееся тем, что устройство снабжено опорным противороликом, ось которого расположена перпендикулярно к осям нажимных деформирующих роликов, смонтированных симметрично на неподвижной планшайбе, имеющей возможность осевого перемещения, причем опорный противоролик закреплен посредством откидывающегося Г-образного центрообводящего рычага на планшайбе с регулируемым упором, кроме того, радиусы профилирующих канавок нажимного деформирующего ролика и опорного противоролика при их смыкании копируют окончательную форму образующегося при закатке завитка, а центрирующий больший буртик нажимных деформирующих роликов выполнен с высотой, равной диаметру завитка, имеет угол захода, обратно пропорциональный диаметру внутренней полости деформируемой детали, при этом буртик опорного противоролика имеет опорную площадку с шириной, равной диаметру завитка, расположенную относительно боковой поверхности со стороны профилирующей канавки большего буртика нажимного деформирующего ролика на расстоянии, равном толщине материала деформируемой полой детали.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для закатки края днищ | 1988 |
|
SU1574332A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
