Изобретение относится к обработке металлов давлением и может быть использовано для изготовления корпусов металлической тары со съемным верхним днищем, предназначенных для хранения и транспортирования пищевых, горючесмазочных и сыпучих материалов.
Известно устройство для закатки края днищ [А. св. 1574332, кл. В 21 D 51/08, 1990] . Однако расположение деформирующих роликов относительно С-образной рамы не позволяет произвести полную закатку краев полых деталей.
Наиболее близким к предлагаемому устройству является способ изготовления полых тонкостенных осесимметричных изделий [А. св. 1147490, кл. B 21 D 51/18, 1985] , при котором завивку кромки полуфабриката роликами выполняет наружный бурт.
Недостатком его является отсутствие опорного ролика в схеме операции завивки кромки полого изделия, что ведет к гофрированию завитка и искажению его круглой в поперечном сечении формы и, как следствие, ухудшает герметичность соединения корпуса со съемным верхним днищем.
Изобретение направлено на повышение качества завивки кромок полых цилиндрических тонкостенных деталей с одновременным снижением трудоемкости их изготовления.
Это достигается тем, что известное устройство для завивки полых деталей, содержащее нажимные деформирующие ролики с профилирующими канавками, центрирующую оправку, узел вращения и планшайбу, снабжено установленными с возможностью горизонтального перемещения полукольцами, образующими при смыкании кольцо, внутренний диаметр которого равен наружному диаметру верха полой детали, на рабочей поверхности полуколец выполнена кольцевая выборка, которая при смыкании с профилирующими канавками деформирующих роликов образует в сечении 3/4 круга, при этом деформирующие ролики расположены на узле вращения и оси их вращения перпендикулярны оси вращения последнего, расстояние от оси узла вращения до ближней кромки профилирующих канавок деформирующих роликов равно радиусу верха полой детали, а планшайба установлена с возможностью регулируемого вертикального перемещения.
На чертеже представлен общий вид устройства.
Устройство для завивки кромки полых деталей содержит узел вращения 1 с установленными на нем деформирующими роликами 2 с профилирующими канавками 3. Соосно с узлом вращения 1 установлены центрирующая оправка 4 и планшайба 5. Планшайба 5 снабжена механизмом 6 для регулируемого подъема и спуска обрабатываемой детали 7. На уровне центрирующей оправки 4 с возможностью горизонтального перемещения установлены полукольца 8 и 9, образующие при смыкании кольцо, внутренний диаметр которого равен диаметру верха обрабатываемой полой детали 7. На рабочей поверхности полуколец 8, 9 выполнена выборка 10.
Устройство работает следующим образом.
На планшайбу 5 в нижнем ее положении устанавливают обрабатываемую полую деталь 7 и с помощью механизма 6 поднимают до контакта с центрирующей оправкой 4. Полукольца 8, 9 горизонтальным перемещением смыкают в кольцо вокруг верха обрабатываемой детали 7. Включают работу узла вращения 1 и с помощью механизма 6 с определенной скоростью подают кромку обрабатываемой детали 7 к вращающимся деформирующим роликам 2. Кромка обрабатываемой детали, деформируясь, перемещается вначале по поверхности профилирующих канавок 3, далее по поверхности кольцевой выборки на поверхности полуколец 8, 9 до образования в сечении завитка круглой формы.
Использование предлагаемого устройства для завивки кромки полых деталей позволит, по сравнению с прототипом, упростить и ускорить процесс их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАВИВКИ КРОМОК ПОЛЫХ ДЕТАЛЕЙ | 1996 |
|
RU2094157C1 |
| Устройство для накатывания канавок | 1980 |
|
SU871951A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| Устройство для поверхностного пластического деформирования канавок на наружных поверхностях деталей | 1987 |
|
SU1668120A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2090343C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ГОФРИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071852C1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| Устройство для изготовления из ленты гофрированных деталей кольцевой формы | 1988 |
|
SU1563808A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ СИЛОВОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ В ПАКЕРЕ, КОНСТРУКЦИЯ ПАКЕРА, ЕГО РЕАЛИЗУЮЩАЯ, И СПОСОБ СБОРКИ ПАКЕРА С КАБЕЛЕМ, ЭТОЙ КОНСТРУКЦИЕЙ ОПРЕДЕЛЯЕМЫЙ | 2018 |
|
RU2686780C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для формирования кромки металлических обечаек. Устройство состоит из узла вращения с деформирующими роликами, центрирующей оправки и планшайбы. Оно снабжено полукольцами, образующими при смыкании кольцо вокруг центрирующей оправки и обрабатываемой детали. На рабочей поверхности полуколец выполнена кольцевая выборка, которая при смыкании с профилирующими канавками деформирующих роликов образует в сечении 3/4 круга. Оси вращения деформирующих роликов перпендикулярны оси узла вращения, расстояние от оси узла вращения до ближайшей кромки профилирующих канавок равно радиусу верха обрабатываемой детали. Планшайба с расположенной на ней обрабатываемой деталью имеет возможность регулируемого вертикального перемещения. Повышается качество завивки кромок полых цилиндрических тонкостенных деталей с одновременным снижением трудоемкости их изготовления. 1 ил.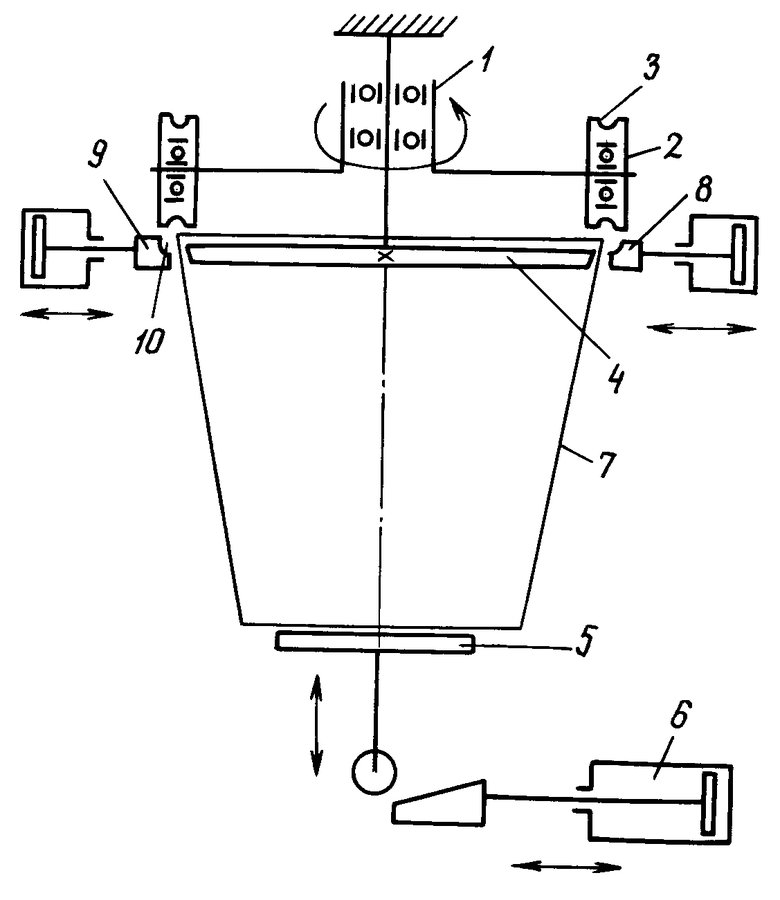
Устройство для завивки кромки полых деталей, содержащее нажимные деформирующие ролики с профилирующими канавками, центрирующую оправку, узел вращения и планшайбу, отличающееся тем, что устройство снабжено установленными с возможностью горизонтального перемещения полукольцами, образующими при смыкании кольцо, внутренний диаметр которого равен диаметру верха полой детали, на рабочей поверхности полуколец выполнена кольцевая выборка, которая при смыкании с профилирующими канавками деформирующих роликов образует в сечении 3/4 круга, при этом деформирующие ролики расположены на узле вращения и оси их вращения перпендикулярны оси вращения последнего, расстояние от оси узла вращения до ближней кромки профилирующих канавок деформирующих роликов равно радиусу верха полой детали, а планшайба установлена с возможностью регулируемого вертикального перемещения.
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИВКИ КРОМОК ПОЛЫХ ДЕТАЛЕЙ | 1996 |
|
RU2094157C1 |
| Упорный подшипник скольжения | 1986 |
|
SU1587241A1 |
| Устройство для контроля цифровых узлов | 1986 |
|
SU1392566A1 |

