Изобретение относится к черной металлургии, конкретно к производству анизотропной электротехнической стали с текстурой (110) [001]
Известный способ производства трансформаторной стали с высокой магнитной проницаемостью, включающий выплавку металла с регламентированным содержанием серы, марганца, алюминия и азота, горячую прокатку, нормализационный отжиг при 1050 1150oC, холодную прокатку, обезуглероживающий и высокотемпературный отжиг (патент США N 3287183, кл. 148 111, опублик. 1986).
Технологической задачей является получение требуемого соотношения между количеством азота и алюминия в литой стали, определяющих возможностью получения достаточного количества стабилизирующих структур включений, а также выделение дисперсных фаз.
Недостатком известных способов производства является неоднозначная зависимость выделения дисперсных фаз от режима отжига, что усугубляется сложность поддерживания узкого диапазона температурно-временного режима отжига.
Выбранный в качестве прототипа способ (авт. св. N 836151 24. 03. 79.) предлагает выделение дополнительного отжига при 500 650oC в течение 10 - 100 ч, который выполняют после первой стадии, после второй стадии, после первой и второй стадии холодной или после горячей прокатки.
Недостатком прототипа, как и других известных способов прокатки, является недостаточно высокая магнитная индукция стали вследствие либо недостаточного выделения дисперсных нитратов алюминия, либо чрезмерного роста включений.
Техническим результатом изобретения является повышение магнитной индукции стали. Это достигают тем, что в способе изготовления тектурованной электротехнической стали, предусматривающем выплавку, горячую прокатку, нормализационый отжиг, холодную прокатку в одну или две стадии с промежуточным и обезуглероживающим отжигами, высокотемпературный и выпрямляющий отжиги, а также дополнительный отжиг при 450 650oC после первой, после первой и второй стадии холодной прокатки, после горячей прокатки, причем дополнительный отжиг реализуют с нагревом от 450 до 650oC со скоростью 5 20oC/ч и выдержкой 50 часов при температуре 650oC.
Исследования кинетики выделения нитридов алюминия показывают, что реализация дополнительного отжига в предлагаемом режиме обеспечивает требуемое для успешной реализации рекристаллизации с формированием острой такстуры (110) [001] дисперсности ингибиторной фазы в полигопизованной матрице до начала первичной рекристаллизации.
Пример выполнения способа.
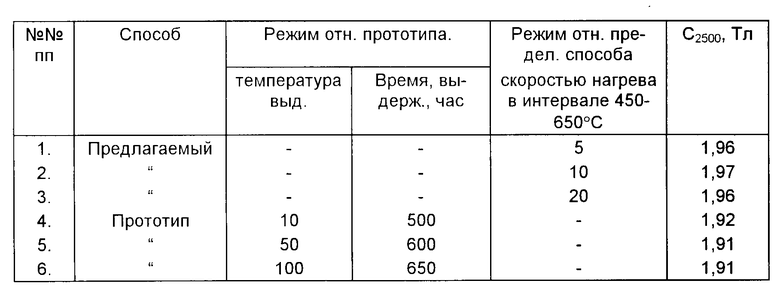
Металл одной плавки (кремний 3,02% Mn 0,07% сера 0,024% Al, растворимый в кислоте, 0,02% азот 0,006% С 0,037%) обрабатывали известным способом, т.е. с дополнительным отжигом, с выдержкой 10, 50, 100 ч при температуре 500, 600 и 650oC, а также предлагаемым способом.
Металл прошел горячую прокатку до толщины подкатка 2,6 мм, нормализационный отжиг при температуре 1100oC, первую холодную прокатку до толщины полосы 0,65 мм и вторую прокатку до толщины 0,35 мм с промежуточным и заключительным ракристаллизационным и обезуглероживающим отжигами при 800oC и высокотемпературный отжиг при 1150oC. Дополнительный отжиг вели после второй холодной прокатки.
Опробование показало, что предлагаемый способ, обеспечивая дополнительное выделение и стабилизацию нитридов алюминия, улучшает магнитную индукцию стали на 0,06 0,04 Тл.
Таким образом, предлагаемый способ изготовления текстурованной электротехнической стали отличается от известных тем, что: дополнительный отжиг, проводится с регламентацией скорости изменения температур; отжиг проводится с нагревом от 450 до 650oC со скоростью 5 20oC/ч и выдержкой 5 ч. при температуре 650oC.
Способ обеспечивает улучшение магнитных свойств стали, что улучшает эффективность работы электрооборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2089626C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1994 |
|
RU2082772C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2199594C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1991 |
|
RU2041268C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2137849C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2175985C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2159821C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2403293C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРСТЕРИТНОЙ ИЗОЛЯЦИОННОЙ ПЛЕНКИ НА ПОВЕРХНОСТИ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2124055C1 |
Способ относится к металлургии и может применяться при производстве электротехнической стали с ребровой текстурой (110) [001]. Для улучшения магнитных свойств стали в способе, предусматривающем горячую холодную прокладку, обезуглероживающий и высокотемпературный отжиги, после горячей или холодной прокатки ведут дополнительный отжиг с нагревом от 450 до 650oC со скоростью 5 - 20oC/ч. с выдержкой 5 ч. при температуре 650oC. 1 табл.
Способ изготовления текстурированной электротехнической стали, включающий выплавку, горячую прокатку, нормализационный отжиг, холодную прокатку в одну или две стадии с промежуточным и обезуглероживающим отжигами, высокотемпературный и выпрямляющий отжиги и дополнительный отжиг после горячей или холодной прокатки, отличающийся тем, что дополнительный отжиг ведут с нагревом от 450 до 650oС со скоростью 5 20oС/ч и выдержкой 5 ч при температуре 650oС.
| Способ изготовления текстурованнойэлЕКТРОТЕХНичЕСКОй СТАли | 1979 |
|
SU836151A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
