Изобретение относится к области черной металлургии, в частности к технологии производства холоднокатаной анизотропной стали с высокой магнитной проницаемостью.
Листовая электротехническая сталь является важнейшим магнитно-мягким материалом, использующимся для изготовления магнитопроводов и магнитоактивных частей разнообразных электротехнических устройств. Свойства электротехнических сталей в значительной степени определяют характеристики, экономичность, габариты устройств и возможность их совершенствования, поэтому улучшению технологии производства и повышению характеристик сталей, особенно магнитных свойств, во всем мире уделяется большое внимание.
Высокие магнитные свойства готовой электротехнической анизотропной стали (ЭАС) обеспечиваются наличием в стали совершенной кристаллографической текстуры (110) [001] (ребровая текстура, текстура Госса), которая формируется в процессе вторичной рекристаллизации (ВР) при высокотемпературном отжиге. Для протекания ВР необходимо, во-первых, создание уже при горячей прокатке стали определенной структурной и текстурной неоднородности и, во-вторых, наличие в металле дисперсных частиц ингибиторной фазы.
Получение необходимой кристаллографической текстуры в ЭАС достигается посредством реализации механизма структурной наследственности. Ингибиторная фаза задерживает нормальный рост зерен, позволяя реализоваться процессу ВР.
Текстурное состояние железокремистых материалов после высокотемпературной деформации относится к числу важнейших элементов структуры, определяющих особенности развития процесса текстурообразования при последующей холодной прокатке и рекристаллизации. В процессе горячей прокатки (ГП) закладываются основные структурные параметры, влияющие на процессы текстурообразования и в итоге на магнитные свойства готовой электротехнической стали. Влияние на структуро- и текстурообразование проявляется в наследовании особенностей исходной структуры горячекатаного подката по технологическим переделам сквозного цикла производства анизотропных сталей.
В настоящее время существует три основных варианта производства электротехнической трансформаторной стали: сульфидный, нитридный и сульфанитридный. Эти варианты отличаются химическими составами и режимами обработки.
Сульфидный вариант известен с конца 40-х годов и в настоящее время является самым распространенным. Ингибиторной фазой в данной стали является сульфид марганца -MnS. Основными технологическими операциями при производстве стали по сульфидному варианту являются ограничение концентрации марганца, высокотемпературный нагрев перед ГП, горячая прокатка, две холодные прокатки, разделенные рекристаллизационным отжигом, обезуглероживающий отжиг и высокотемпературный отжиг (ВТО). Готовая сталь имеет магнитную индукцию в поле 800 А/м - 1,81-1,84 Тл. Принципиально важным при горячей прокатке стали является формирование в подповерхностном слое области вытянутых полигонизованных кристаллов с ярко выраженной текстурой деформации - (110) [001]. Наличие данного слоя обеспечивается за счет двух холодных прокаток с деформациями 40-60%, разделенных рекристаллизационным отжигом, с тем чтобы получить в структуре стали перед ВТО достаточно большое количество зерен с совершенной ориентировкой (110) [001], часть из которых будет являться зародышами вторичной рекристаллизации.
Сталь нитридного варианта имеет повышенное содержание углерода, азота и меди. Ингибиторной фазой является нитрид алюминия (AlN). Основные операции после горячей прокатки - первая холодная прокатка, обезуглероживающий отжиг, вторая холодная прокатка и высокотемпературный отжиг. Магнитная индукция в поле 800 А/м - 1,85-1,89 Тл.
Существенным отличием стали нитридного варианта от сульфидного является более низкий нагрев металла перед горячей прокаткой (~ 1250oC, против 1400oC). Следствием этого, а также более высокого содержания углерода в стали, является формирование при горячей прокатке в подповерхностном слое текстуры рекристаллизации (110)[uvw] , в которой совершенная компонента (110)[001] очень слабо выражена. По этой причине принципиально важным оказывается проводить нагрев на первичную рекристаллизацию после второй холодной прокатки с замедленной скоростью. Низкотемпературная, растянутая во времени, первичная рекристаллизация в присутствии сегрегаций примесей и/или дисперсных частиц является своеобразным "фильтром" для зарождения и роста в деформированном металле зерен с ориентировкой (110)[uvw], позволяющая формироваться преимущественно кристаллитам с текстурой (110) [001]. Также следует отметить, что подобная обработка возможна только для стали с более устойчивой ингибиторной фазой, которой является AlN.
Сталь сульфо-нитридного варианта имеет повышенное содержание (по сравнению с сульфидными) углерода и алюминия. Основные операции после горячей прокатки - нормализация, однократная холодная прокатка, обезуглероживающий отжиг и высокотемпературный отжиг. Магнитные индукции в поле 800 А/м -1,89-1,94 Тл - являются самыми высокими для готовой стали, что обеспечивается за счет формирования сверхплотной дисперсной ингибиторной фазы в процессе термообработок (а не при горячей прокатке) и мощного силового воздействия на текстуру стали, каковой является однократная прокатка. Принципиально важным в данной технологии является наличие высокотемпературного нормализующего отжига (1120-1150oC) с жестко регламентированным законом охлаждения. Следует отметить, что производство данного типа стали в России и ряде других стран в настоящее время невозможно в связи с отсутствием необходимого состава оборудования.
Настоящее изобретение обеспечит получение высокопроницаемого состояния в электротехнической анизотропной стали в процессе технологии с двукратной прокаткой (без применения нормализации) за счет максимальной реализации механизма текстурной наследственности в сочетании с замедлением скорости нагрева металла в интервале температур полигонизации и первичной рекристаллизации. Другими словами, речь идет об использовании преимуществ сульфидного и нитридного вариантов.
В исследованиях по структуре горячекатаной полосы подчеркивается наличие значительной неоднородности в морфологии зерен и текстуре по толщине подката. Согласно приводимым данным, формирование особенностей структуры подката ЭАС происходит на стадии чистовой прокатки, где основную роль играют температурно-деформационные режимы обработки. Общим в структуре подката является, во-первых, наличие ясно выраженных зон подповерхностных равноосных рекристаллизованных зерен с преобладающей текстурой (110)[uvw] и центральной области вытянутых полигонизованных кристаллитов с преимущественной ориентировкой (110)[001] , и во-вторых, присутствие областей продуктов распада аустенита.
Формирующаяся в процессе ГП текстурная неоднородность обусловлена различиями в траектории течения металла в поверхностных и центральных слоях при его прохождении через очаг деформации. Очевидно, наиболее совершенной текстурой деформации (в поверхностном слое - (110)[001], (100)[011] - в центральной области), которую необходимо получать для изготовления наиболее качественной ЭАС, будут обладать деформированные, но не рекристаллизованные зерна. Процессы рекристаллизации, протекающие при ГП, должны способствовать рассеянию текстуры деформации. Чем выше степень рекристаллизации структуры, тем слабее в ней будут выражены деформационные ориентировки. В сульфидном варианте это достигается ограничением концентрации углерода 0,028 мас.%.
Для стали нитридного варианта, содержащей 0,03-0,05 мас.% углерода, до 0,2 мас.% марганца и до 0,6 мас.% меди, строчки продуктов распада гамма-фазы наблюдаются уже после черновой прокатки стали. Это позволяет говорить о наличии в стали аустенита при ее нагреве перед ГП в температурном интервале 1250-1300oC. По данным металлографического анализа (длине строчек и их количестве на единицу площади в металле на разных стадиях ГП) среднее количество гамма-фазы в сталях нитридного варианта ингибирования с типичным химическим составом составляет 10-20%. По этой причине выраженность и совершенство текстуры (110)[001] в этой стали уступает стали сульфидного варианта.
Кроме того, в ЭАС нитридного варианта ингибирования важное значение для формирования конечной структуры и свойств стали имеют вторичные нитриды алюминия, которые выделяются в ходе операции обезуглероживания за счет азота, высвобождающегося из областей с продуктами распада аустенита.
Исследования, проведенные на Верх-Исетском металлургическом заводе на сталях различных химических составов (0,01-0,05 мас.% С, 2,90-3,50 мас.% Si) после нагрева слябов до температур 1250-1400oC и горячей прокатки по режиму на непрерывном стане, отличающимся температурно-временными параметрами, позволили установить ряд закономерностей текстуры и структуры горячекатаного подката, а также готового металла, которые легли в основу изобретения.
Известен способ производства холоднокатаной ЭАС, включающий выплавку стали, разливку, нагрев сляба до 1320oC, горячую прокатку, двукратную холодную прокатку с промежуточным отжигом, высокотемпературный отжиг, окончательный отжиг (см. SU 1664854 A, С 21 D 8/12, 1991).
Известен способ производства холоднокатаной ЭАС, включающий выплавку и разливку металла, горячую прокатку слитков на слябы, нагрев сляба, горячую прокатку, травление, холодную прокатку с промежуточным и окончательным отжигами (см. SU 996474, С 21 D 8/12, 1983).
Наиболее близким аналогом к заявленному изобретению является известный способ производства ЭАС, включающий внепечную обработку, непрерывную разливку стали, нагрев сляба до температуры образования ферритной структуры, горячую прокатку, травление, двукратную холодную прокатку и термическую обработку (см. RU 2142020 C1, С 21 D 8/12, 1999).
Техническим результатом изобретения является получение стали с высокими магнитными свойствами.
Для достижения технического результата в известном способе производства электротехнической анизотропной стали, включающем выплавку стали, внепечную обработку, непрерывную разливку или разливку в слитки, нагрев сляба до температуры образования однофазной ферритной структуры, черновую и чистовую горячую прокатку, двукратную холодную прокатку и термообработку, новым является то, что соотношение между ферритообразующими и аустенитообразующими элементами выбирают из условия достижения концентрации аустенита в структуре 3-8% при горячей прокатке в диапазоне температур 1150-1100oC. Кроме того, количество аустенита в стали определяют, исходя из следующей математической зависимости:
Vγ = 694 • [С] - 23 • [Si] + 64,8
где Vγ - доля аустенита, %;
C - концентрация углерода, мас.%;
Si - концентрация кремния, мас.%,
а концентрацию углерода в пределах 0,018-0,028 мас.% корректируют в зависимости от концентрации кремния, при этом при увеличении содержания кремния на каждые 0,05 мас.% сверх 3 мас.%, содержание углерода увеличивают на 0,005 мас.%, начиная от 0,020 мас.%.
Максимально высокие магнитные свойства имеет готовая анизотропная электротехническая сталь, которая в горячекатаном состоянии характеризовалась наличием в подповерхностной области вытянутых полигонизованных кристаллитов с совершенной ориентировкой (110)[001], а в дальнейшем обрабатывалась по технологической схеме, включающей две холодные прокатки, разделение рекристаллизационно-обезуглероживающим отжигом, и медленный нагрев на первичную рекристаллизацию после второй холодной деформации.
Наличие ограниченного количества аустенита в стали (3-8%) при горячей прокатке необходимо для формирования при дальнейшей обработке металла в процессе его термических обработок дисперсной нитридной ингибиторной фазы, обеспечивающей полное прохождение вторичной рекристаллизации в стали, ранее проходившей нагрев на первичную рекристаллизацию.
При образовании большого количества аустенита и его распада, до или в процессе ГП, значительно развиваются процессы рекристаллизации, интенсифицированные фазовой перекристаллизацией (фазовым наклепом). Процесс рекристаллизации деформированного металла приводит к замене совершенной текстуры (110)[001] в подповерхностных слоях на текстуру с преобладанием ориентировок (110)[112]-[113].
При образовании малого количества аустенита (~3-8%), причем только при ГП, а не до нее, процесс рекристаллизации не получает столь сильного развития. Это позволяет сохранить структуру деформации с совершенной ребровой текстурой. Причем наиболее совершенной ребровой текстурой подповерхностного слоя обладает металл, нагретый перед горячей прокаткой до температур, обеспечивающих однофазное состояние, а режим прокатки обеспечивает возникновение аустенита в интервале 1100-1150oC
Однофазное (ферритное) состояние при нагреве до начала горячей прокатки должно обеспечиваться не только температурой (1350-1400oC), но и оптимальным сочетанием аустенито- и ферритообразующих элементов (в основном, соответственно, углеродом и кремнием). Оптимум химического состава соответствует 0,020-0,028 мас. % углерода и 3,05-3,15 мас.% кремния, и может быть скорректирован: при увеличении кремния на 0,05% необходимо увеличить углерод на 0,005%.
В случае отсутствия аустенита в стали при ГП процесс рекристаллизации характеризуется малым числом зародышей, но при этом высокой подвижностью их границ. Итогом является получение в подповерхностном слое рекристаллизованной структуры с относительно крупным зерном, характеризующимся совершенством ребровой текстуры. Кроме того, формирующиеся в процессе горячей прокатки частицы нитрида алюминия характеризуются сравнительно большими размерами и, соответственно, низкой плотностью, т.е. обладают низкой способностью к торможению нормального роста зерна (по существу не являются ингибиторной фазой).
Указанные закономерности поясняются подтвержденными примерами реализации предлагаемого изобретения в промышленных условиях.
Пример 1.
В дуговых электропечах емкостью 170 тн выплавляют низкоуглеродистый полупродукт, который затем подвергают вакуумированию в нераскисленном состоянии, дополнительному нагреву, легированию и модифицированию на агрегате AISA-SKF.
Всего выплавлены две плавки, состав которых приведен в таблице 1.
Разливку производили на вертикальных машинах непрерывного литья. Слябы перед горячей прокаткой нагревали до температуры 1400oC и затем прокатывали на толщину 2,2 мм. В процессе прокатки температуру завершения черновой деформации поддерживали в пределах 1230-1250oC; температуру начала чистовой деформации - 1140-1160oC; температуру конца чистовой деформации - 1150-1100oC; смотки полос - 580-610oC. Часть металла (отдельные слябы) нагревали перед горячей прокаткой по низкотемпературному режиму (Тн - 1250oC). В дальнейшем металл обрабатывался по следующей технологии: травление, первая холодная прокатка на толщину 0,6 мм, рекристаллизационно-обезуглероживающий отжиг, вторая холодная прокатка на толщину 0,30 мм, нанесение на полосу магнезиального покрытия, высокотемпературный отжиг, со скоростью нагрева металла в интервале температур 400-700oC в пределах 15-20oC/час, выпрямляющий отжиг, испытание металла.
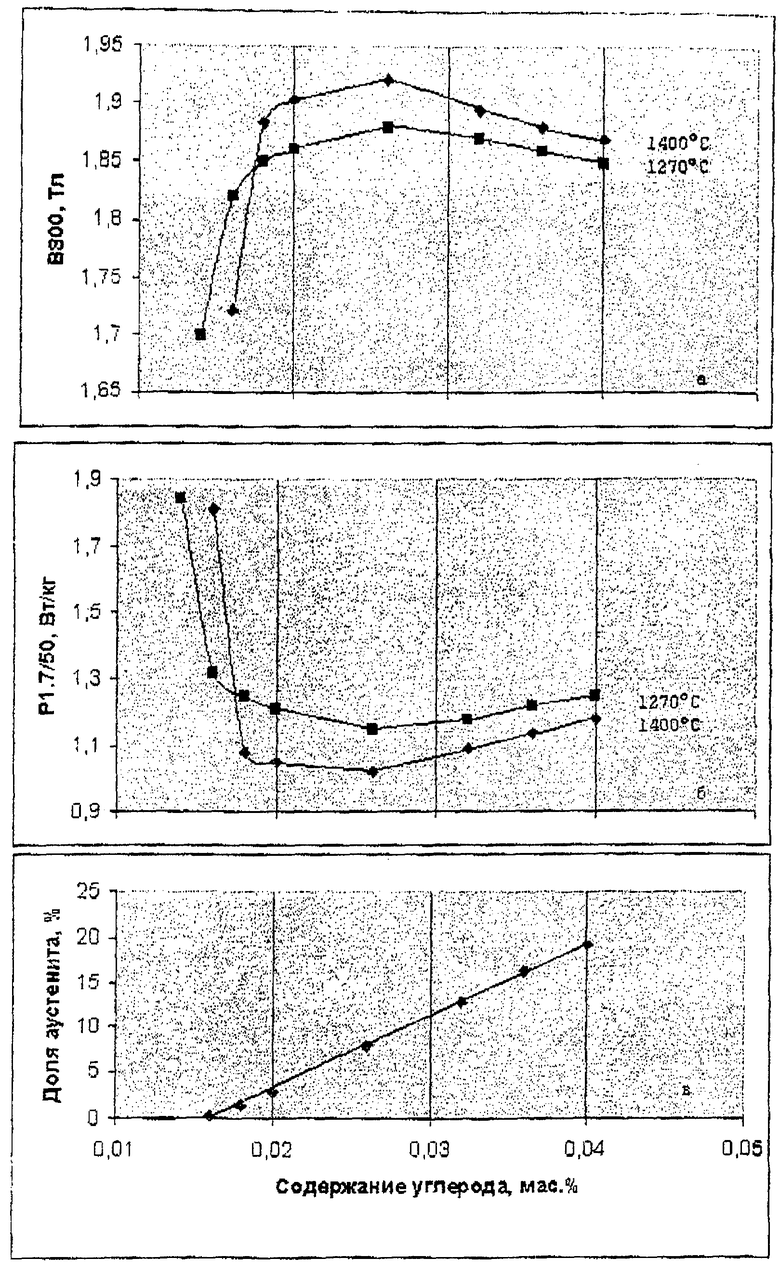
Важно подчеркнуть, что при стыковке плавок в процессе смешения металла в промежуточном ковше был получен усредненный в разной степени металл (главным образом по концентрации углерода). Последующее его испытание показало чрезвычайную чувствительность магнитных свойств от концентрации углерода и, следовательно, от количества аустенита, образующего и затем распадающегося в ходе горячей прокатки в интервале температур 1150-1000oC (см. чертеж). Важно подчеркнуть: этот интервал температур инициирует образование большого числа центров как при -α→γ, так и при обратном γ→ -α превращении. В объеме концентраций углерода 0,018-0,028%, что эквивалентно 3-8% аустенита при 1100-1150oC.
При отклонении концентрации основного ферритообразующего элемента-кремния потребуется корректировка концентрации углерода в соответствии с эмпирическим уравнением:
Vγ = 694 • [С] - 23 • [Si] + 64,8, (1)
где Vγ - доля аустенита, %;
C - концентрация углерода, мас.%;
Si - концентрация кремния, мас.%.
Пример 2.
Сталь выплавляли в кислородных конверторах, корректировку химического состава в соответствии с уравнением (1) производили после легирования металла. Горячекатаный подкат содержал 0,021 мас.% С, 3,10 мас.% Si, 0,19 мас. % Mn, 0,015 мас.% S, 0,020 мас.% Al, 0,009 мас.% N2 и 0,45 мас.% Cu. Температурные параметры нагрева слябов и горячей прокатки, равно как и схема передела горячекатаных рулонов, были аналогичны приведенным в примере 1.
Готовый металл характеризовался следующим уровнем магнитных свойств: P1.7/50 - 1,03-1,10 Вт/кг, B800 - 1,90-1,92 Тл, B2500 - 1,98 Тл.
Таким образом, при соблюдении полученных закономерностей (нагрев слябов в ферритную область, прокатка в двухфазной области с ограничением количества аустенита в пределах 3-8% при температурах 1100-1150oC) металл характеризуется уровнем свойств, типичных для высокопроницаемого состояния.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2142020C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2199595C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2516323C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2142019C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ СТАЛИ С ОГРАНИЧЕННОЙ АНИЗОТРОПИЕЙ, ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ, И ИЗДЕЛИЕ ИЗ НЕЕ | 2001 |
|
RU2180924C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ПОВЫШЕННОЙ ПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2348705C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2182181C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180357C1 |
Изобретение относится к черной металлургии и может быть использовано при производстве текстурованных электротехнических сталей с высокой проницаемостью магнитного потока. Техническим результатом является получение стали с высокими магнитными свойствами. Сущность изобретения состоит в максимальной реализации принципа текстурной наследственности в технологической цепочке производства электротехнической анизотропной стали. Изобретение предусматривает нагрев стали перед горячей прокаткой в температурную область, обеспечивающую однофазную (ферритную) структуру; температурно-временной режим горячей деформации металла, при котором в области температур 1100-1150oС возникает 3-8% аустенита; нагрев стали на первичную рекристаллизацию после второй холодной прокатки с достаточно медленной скоростью. 2 з.п. ф-лы, 1 ил., 1 табл.
Vγ=694•[C]-23•[Si]+64,8;
где Vγ - доля аустенита, %;
С - концентрация углерода, мас.%;
Si - концентрация кремния, мас.%.
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2142020C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРАНСФОРМАТОРНОЙ СТАЛИ | 1991 |
|
RU2017837C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛУОБРАБОТАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1998 |
|
RU2135606C1 |
| 0 |
|
SU193373A1 |
