Изобретение относится к черной металлургии, конкретнее к поддерживающим устройствам при непрерывной разливке слябов.
Наиболее близким по технической сущности является ролик для установок непрерывной разливки металлов, содержащий бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии. Винтовые бурты выполнены с правым и левым направлениями, расходящимися от середины бочки к ее краям. Угол подъема винтовой линии составляет 15-30 градусов, а отношение ширины бурта к шагу винтовой линии составляет 0,57-0,8 (см. патент РФ №2095190, МПК В 22 D 11/12, Бюл. изобр. №31, 1977 г.).
Недостатком известного ролика является неудовлетворительное качество непрерывнолитых слябов. Это объясняется тем, что в процессе непрерывной разливки на поверхности сляба образуется и сохраняется слой окалины и шлакообразующей смеси или шлакового гарнисажа. Конструкция известного ролика не обеспечивает удаление с поверхности слябов слоя окалины и шлакового гарнисажа. В этих условиях нарушается необходимый режим теплоотвода от поверхности сляба в зоне вторичного охлаждения, что вызывает брак непрерывнолитых слябов по качеству макроструктуры и поверхностным дефектам. Кроме того, указанные параметры буртов снижают аксиальные усилия на подшипниковые опоры роликов в недостаточной мере.
Технический эффект при использовании изобретения заключается в повышении качества непрерывнолитых слябов и в повышении стойкости роликов.
Указанный технический эффект достигается тем, что ролик для установок непрерывной разливки металлов содержит бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии к вертикали. На внешней поверхности по длине каждого витка винтового бурта выполнены 1-3 лыски глубиной 0,3-0,4 высоты буртов. Лыски равномерно распределены по длине окружности каждого витка винтового бурта и расположены со смещением относительно друг друга на смежных буртах. Угол наклона винтовой линии буртов составляет 8-20 градусов. Высота буртов составляет 0,04-0,1 их внешнего диаметра. Ширина буртов составляет 0,1-0,2 их внешнего диаметра. Шаг буртов составляет 0,2-0,50 их внешнего диаметра.
Улучшение качества непрерывнолитых слябов будет происходить вследствие наличия на внешней поверхности буртов лысок. В этих условиях происходит нарушение сплошности слоя окалины и шлакового гарнисажа вследствие периодического контакта кромок лысок с поверхностью разливаемого сляба, что приводит к отслаиванию слоя окалины и шлакового гарнисажа от поверхности разливаемого сляба. В этих условиях обеспечивается необходимый теплоотвод от поверхности сляба, что обеспечивает получение плотной макроструктуры сляба и снижение поверхностных дефектов на нем.
Увеличение стойкости роликов будет происходить вследствие выполнения буртов с оптимальными конструктивными параметрами.
Диапазон значений количества лысок на длине каждого витка винтового бурта в пределах 1-3 объясняется закономерностями нарушения сплошности слоя окалины и шлакового гарнисажа. При больших значениях не будет обеспечиваться необходимая плотность прилегания вращающегося ролика к вытягиваемому слябу.
Диапазон значений глубины лысок в пределах 0.3-0.4 высоты буртов объясняется закономерностями отслаивания слоя окалины и шлакового гарнисажа от поверхности сляба. При меньших значениях не будет происходить процесс отслаивания. При больших значениях будет происходить локальная деформация поверхности сляба.
Угол наклона винтовой линии буртов в пределах 8-20 градусов объясняется теплофизическими закономерностями затвердевания сляба. При меньших значениях на поверхности вытягиваемого сляба образуется значительный перепад температур из-за взаимного перекрытия следов контакта поверхности сляба со смежными винтами буртов, что снижает равномерность охлаждения сляба по периметру. При больших значениях будет происходить снижение стойкости ролика вследствие повышенного износа буртов из-за аксиальной составляющей скольжения буртов по поверхности сляба.
Диапазон значений высоты буртов в пределах 0,04-0,1 их внешнего диаметра объясняется теплофизическими закономерностями охлаждения сляба. При меньших и больших значениях не будет обеспечиваться необходимый режим вторичного охлаждения сляба при помощи воды, распыливаемой форсунками, установленными между роликами, в проточках между буртами.
Диапазон значений ширины буртов и их шага в пределах 0,1-0,2 и 0,20-0,50 соответственно их внешнего диаметра объясняется теплофизическими закономерностями охлаждения поверхности сляба водой, стекающей через проточки между винтовыми буртами на поверхность сляба. При меньших и больших значениях не будет обеспечиваться необходимый режим вторичного охлаждения сляба.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого ролика с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показано:
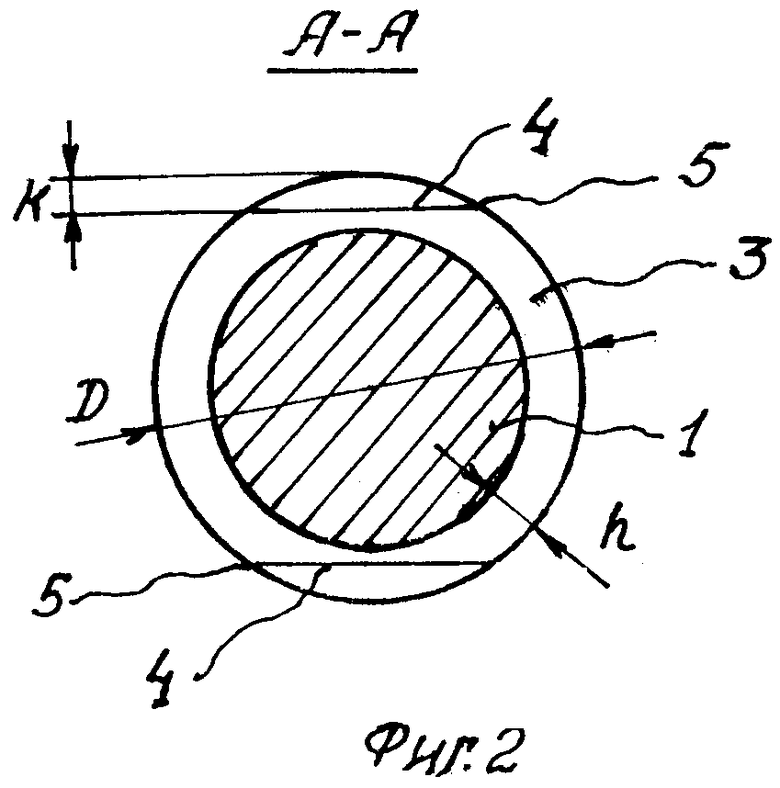
Фиг.1 - схема ролика для установок непрерывной разливки металлов, вид сбоку;
Фиг.2 - то же, разрез А-А.
Ролик для установок непрерывной разливки металлов состоит из бочки 1, цапф 2, винтовых буртов 3, лысок 4, кромок 5. Позицией D обозначен внешний диаметр буртов, h - высота бурта, l - ширина бурта, L - шаг буртов, К - глубина лыски, α - угол наклона винтовой линии буртов к вертикали.
Ролик для установок непрерывной разливки металлов работает следующим образом.
ПРИМЕР. В процессе непрерывной разливки стали марки 08Ю из кристаллизатора вытягивается непрерывнолитой сляб сечением 200-250×1600-1800 мм со скоростью 0,8=1,2 м/мин. В зоне вторичного охлаждения сляб поддерживается и направляется при помощи холостых и приводных роликов, установленных на подшипниковых опорах, и охлаждается водой, распыливаемой форсунками, установленными между роликами. В кристаллизатор подается шлакообразующая смесь.
Ролик для установок непрерывной разливки металлов содержит бочку 1 с цапфами 2 и с расположенными на ее поверхности винтовыми буртами 3, образующими между собой проточки, по которым сливается охлаждающая сляб вода. Винтовые бурты 3 выполнены с регламентированным углом α подъема винтовой линии к вертикали в пределах 8-20 градусов. На внешней поверхности на длине каждого витка винтового бурта 3 выполнены 1-3 лыски 4 глубиной К в пределах 0,3-0,4 высоты h буртов 3, которая составляет 0,04-0,1 их внешнего диаметра D. Ширина l и шаг L буртов 3 составляет соответственно 0,1-0,2 и 0,20-0,50 их внешнего диаметра. Лыски 4 равномерно распределены по длине окружности каждого витка винтового бурта 3 и расположены со смещением относительно друг друга на смежных буртах.
В процессе непрерывной разливки вследствие наличия на внешней поверхности буртов 3 лысок 4 с кромками 5 происходит нарушение сплошности или ломание слоя окалины и шлакового гарнисажа из-за периодического контакта с ним кромок 5, что приводит к отслаиванию слоя окалины и шлакового гарнисажа от поверхности непрерывнолитого сляба. Кусочки окалины и шлакового гарнисажа уносятся от сляба потоками охлаждающей воды.
Равномерное распределение лысок 4 по длине окружности каждого бурта 3 и их расположение со смещением относительно друг друга на смежных буртах обеспечивает удаление со сляба окалины и шлакового гарнисажа по всей длине ролика. Кроме того, сказанное позволяет обеспечить плотный контакт буртов 3 с поверхностью сляба по всей длине ролика.
В общем случае ролики могут быть выполнены разрезными по длине на промежуточных подшипниковых опорах. При этом угол α наклона буртов 3 может быть выполнен на каждом ролике как в левую, так и в правую стороны.
В таблице приведены примеры конструктивного выполнения роликов.
В 1-м и 5-м примерах вследствие невыполнения конструктивных параметров роликов в оптимальных пределах не обеспечивается необходимое повышение выхода годных непрерывнолитых слябов, а также повышение стойкости роликов.
В оптимальных примерах 2-4 вследствие выполнения конструктивных параметров роликов в заявляемых пределах обеспечивается необходимое повышение выхода годных непрерывнолитых слябов и стойкости роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2005 |
|
RU2292984C2 |
| РОЛИК | 1996 |
|
RU2095190C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2371280C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206428C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
Изобретение относится к черной металлургии, а именно к поддерживающим устройствам при непрерывной разливке слябов. Ролик содержит бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии к вертикали. На внешней поверхности по длине каждого витка винтового бурта выполнены 1-3 лыски глубиной 0,3-0,4 высоты буртов, при этом лыски равномерно распределены по длине окружности каждого витка винтового бурта и расположены со смещением относительно друг друга на смежных буртах. Угол наклона винтовой линии буртов к вертикали составляет 8-20 градусов, высота буртов составляет 0,04-0,1 их внешнего диаметра, а ширина буртов и их шаг составляют соответственно 0,1-0,2 и 0,20-0,50 их внешнего диаметра. Изобретение позволяет повысить качество непрерывнолитых слябов и их стойкость за счет необходимого теплоотвода, что обеспечивает получение плотной макроструктуры сляба и снижение поверхностных дефектов на нем. 1 з.п. ф-лы, 1 табл., 2 ил.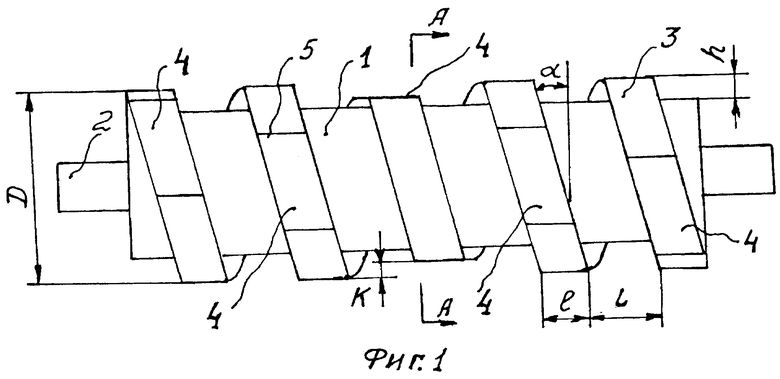
| РОЛИК | 1996 |
|
RU2095190C1 |
| Ролик тянущей клети установки непрерывной разливки металлов | 1982 |
|
SU1018784A1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2220023C2 |
| US 4462456 A, 31.07.1984. | |||

