Изобретение относится к черной металлургии, конкретнее, к поддерживающим устройствам при непрерывной разливке слябов.
Наиболее близким по технической сущности является ролик для установок непрерывной разливки металлов, содержащий бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии. Винтовые бурты выполнены с правым и левым направлениями, расходящимися от середины бочки к ее краям. Угол подъема винтовой линии составляет 15-30 градусов, а отношение ширины бурта к шагу винтовой линии составляет 0,57-0,81.
(См. патент РФ №2095190, МПК В 22 Д 11/12, Бюллетень изобретений №31, 1997 г.).
Недостатком известного ролика является недостаточная его стойкость. Это объясняется тем, что внешняя поверхность буртов выполнена сплошной. В этих условиях на внешней поверхности буртов возникают термические напряжения, превосходящие допустимые значения. Сказанное приводит к появлению трещин на внешних поверхностях буртов, что приводит к снижению прочности роликов и к выходу их из строя.
Кроме того, использование известного ролика сопровождается неудовлетворительным качеством непрерывнолитых слябов. Это объясняется тем, что в процессе непрерывной разливки на поверхности сляба образуется слой калины и шлакообразующей смеси или шлакового гарнисажа. Конструкция известного ролика не обеспечивает удаление с поверхности слябов слоя окалины и шлакового гарнисажа. В этих условиях нарушается необходимый режим теплоотвода от поверхности сляба в зоне вторичного охлаждения, что вызывает брак непрерывнолитых слябов по качеству макроструктуры и поверхностным дефектам.
Технический эффект при использовании изобретения заключается в повышении стойкости роликов и в повышении качества непрерывнолитых слябов.
Указанный технический эффект достигается тем, что ролик для установок непрерывной разливки металлов содержит бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии к вертикали. На внешней поверхности каждого витка бурта выполнены кольцевые проточки с наклоном к боковой поверхности винтовых буртов под углом в пределах 5-40 градусов. Глубина проточек составляет 0,3-0,7 высоты бурта, ширина проточек составляет 0,1-0,3 ширины бурта, шаг проточек составляет 0,2-0,5 ширины бурта. Угол наклона винтовой линии буртов к вертикали составляет 8-20 градусов, высота буртов составляет 0,04-0,1 их внешнего диаметра, а ширина буртов и их шаг составляет соответственно 0,1-0,2 и 0,20-0,50 их внешнего диаметра.
Повышение стойкости роликов будет происходить вследствие рассредоточения и снижения значений термических напряжений в поверхностных слоях буртов из-за выполнения на них кольцевых проточек. Вследствие этого не происходит снижение прочности поверхностных слоев буртов роликов и снижается вероятность выхода их из строя. Кроме того, выполнение буртов с указанными конструктивными параметрами снижает аксиальные нагрузки на опорные подшипники роликов.
Повышение качества непрерывнолитых слябов будет происходить вследствие удаления слоя окалины и шлакообразущей смеси или шлакового гарнисажа с поверхности сляба из-за наличия на поверхности буртов проточек, которые вызывают нарушение сплошности указанного слоя. В этих условиях достигается необходимый теплоотвод от поверхности сляба, что обеспечивает получение плотной макроструктуры сляба и снижение поверхностных дефектов на нем. Кроме того, вода, стекающая по проточкам, приводит к повышению равномерности охлаждения поверхности сляба и ролика.
Диапазон значений угла наклона кольцевых проточек к боковой поверхности буртов в пределах 5-40 градусов объясняется закономерностями нарушения сплошности слоя окалины и шлакового гарнисажа. При меньших значениях будет снижаться эффективность удаления слоя окалины и шлакового гарнисажа. При больших значениях не будет обеспечиваться необходимая плотность прилегания вращающегося ролика к поверхности вытягиваемого сляба.
Диапазон значений глубины проточек в пределах 0,3-0,7 высоты бурта объясняется теплофизическими закономерностями возникновения термических напряжений в поверхностных слоях буртов. При меньших значениях термические напряжения не будут снижаться до необходимых пределов. При больших значениях будет снижаться прочность роликов сверх допустимых пределов.
Диапазон значений ширины проточек в пределах 0,1-0,3 ширины бурта объясняется необходимостью обеспечения необходимой прочности ролика, а также условиями нарушения сплошности слоя окалины и шлакового гарнисажа. При меньших значениях будет снижаться эффективность удаления с поверхности сляба слоя окалины и шлакового гарнисажа. При больших значениях будет снижаться прочность ролика сверх допустимых пределов.
Диапазон значений шага проточек в пределах 0,2-0,5 ширины бурта объясняется теплофизическими закономерностями снижения термических напряжений во внешних слоях буртов. При больших значениях не будет происходить снижение термических напряжений до необходимых пределов. При меньших значениях будет снижаться прочность роликов.
Диапазон значений угла наклона винтовой линии буртов в пределах 8-20 градусов объясняется теплофизическими закономерностями затвердевания сляба. При меньших значениях на поверхности вытягиваемого сляба образуется значительный перепад температур из-за взаимного перекрытия следов контакта поверхности сляба со смежными винтами буртов, что снижает равномерность охлаждения по периметру сляба. При больших значениях будет происходить снижение стойкости ролика вследствие повышенного износа буртов из-за аксиальной составляющей скольжения буртов по поверхности сляба.
Диапазон значений высоты буртов в пределах 0,04-0,1 их внешнего диаметра объясняется теплофизическими закономерностями охлаждения сляба. При меньших и больших значениях не будет обеспечиваться необходимый режим вторичного охлаждения сляба при помощи воды, распыливаемой форсунками и установленными между роликами, стекающей в проточках между буртами.
Диапазон значений ширины буртов и их шага в пределах 0,1-0,2 и 0,20-0,50 соответственно их внешнего диаметра объясняется теплофизическими закономерностями охлаждения поверхности сляба водой, стекающей через проточки между винтовыми буртами на поверхность сляба. При меньших и больших значениях не будет обеспечиваться необходимый режим вторичного охлаждения.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого ролика с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения со ссылкой на чертежи, на которых показано:
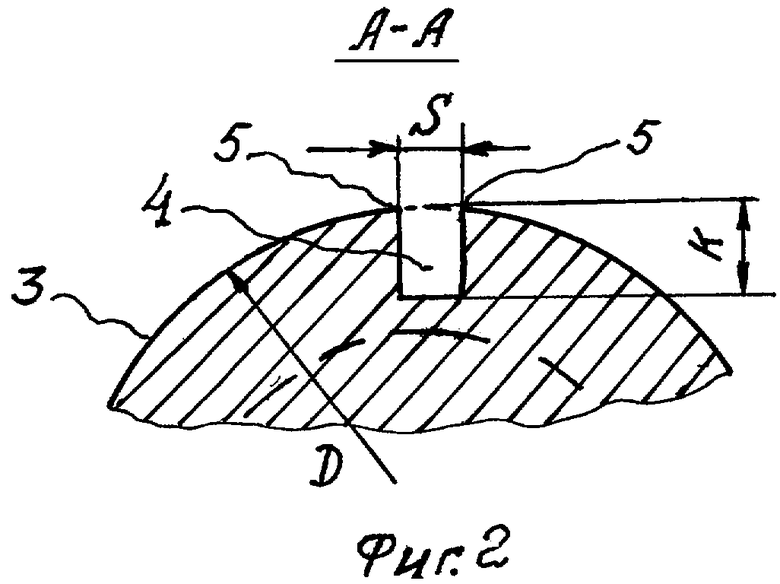
фиг.1 - схема ролика для установок непрерывной разливки металлов, вид сбоку;
фиг.2 - то же, разрез А-А.
Ролик для установок непрерывной разливки металлов состоит из бочки 1, цапф 2, винтовых буртов 3, проточек 4, кромок 5. Позицией D обозначен внешний диаметр буртов, h - высота бурта, l - ширина бурта, L - шаг буртов, К - глубина проточки, S - ширина проточки, m - шаг проточек, α - угол наклона буртов к вертикали, β - угол наклона проточек к боковой поверхности буртов.
Ролик для установок непрерывной разливки металлов работает следующим образом.
ПРИМЕР. В процессе непрерывной разливки стали марки 08Ю из кристаллизатора вытягивается непрерывнолитой сляб сечением 200-250×1600-1800 мм со скоростью 0,8-1,2 м/мин. В зоне вторичного охлаждения сляб поддерживается и направляется при помощи холостых и приводных роликов, установленных цапфами 2 в подшипниках, и охлаждается водой, распыливаемой форсунками, установленными между роликами. В кристаллизатор подается шлакообразующая смесь.
Ролик для установок непрерывной разливки металлов содержит бочку 1 с цапфами 2 и с расположенными на ее поверхности винтовыми буртами 3, образующими между собой проточки, по которым сливается охлаждающая сляб вода. Винтовые бурты 3 выполнены с регламентированным углом α подъема винтовой линии к вертикали в пределах 8-20 градусов. На внешней поверхности каждого витка винтового бурта 3 выполнены кольцевые проточки 4 с наклоном к боковой поверхности буртов 3 под углом β в пределах 5-40 градусов. Глубина К проточек 4 составляет 0,3-0,7 высоты h бурта 3, ширина S проточек 4 составляет 0,1-0,3 ширины l бурта 3. Шаг m проточек 4 составляет 0,2-0,5 ширины l бурта 3. Высота h буртов 3 составляет 0,04-0,1 их внешнего диаметра D, ширина l буртов 3 и их шаг L составляют соответственно 0,1-0,2 и 0,20-0,27 их внешнего диаметра D.
В процессе непрерывной разливки вследствие наличия на внешней поверхности буртов 3 проточек 4 с кромками 5 происходит нарушение сплошности или ломание слоя окалины и шлакового гарнисажа из-за периодического контакта с ним кромок 5 проточек 4, что приводит к отслаиванию слоя окалины и шлакового гарнисажа от поверхности непрерывнолитого сляба. Кусочки окалины и шлакового гарнисажа уносятся от сляба потоками охлаждающей воды. При этом наличие на внешней поверхности буртов 3 проточек 4 позволяет рассредоточить возникающие термические напряжения по ширине l бурта и, тем самым, уменьшить их величину. Наличие на бочке 1 буртов 3 позволяет снизить аксиальные усилия на опорные подшипники ролика.
В общем случае ролики могут быть выполнены разрезными по длине на промежуточных подшипниковых опорах. При этом угол α наклона буртов 3 может быть выполнен на каждом разрезном ролике как в левую, так и в правую стороны.
В таблице приведены примеры конструктивного выполнения ролика.
В 1-м и 5-м примерах вследствие невыполнения конструктивных параметров роликов в оптимальных пределах не обеспечивается необходимая их стойкость и повышение выхода годных непрерывнолитых слябов.
В оптимальных примерах 2-4 вследствие выполнения конструктивных параметров ролика в заявляемых пределах обеспечивается необходимое повышение стойкости роликов и увеличение выхода годных непрерывнолитых слябов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2005 |
|
RU2293622C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1996 |
|
RU2110356C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| РОЛИК | 1996 |
|
RU2095190C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206428C2 |
Изобретение относится к черной металлургии, а именно к поддерживающим устройствам при непрерывной разливке слябов. Ролик содержит бочку с расположенными на ее поверхности винтовыми буртами с регламентированным углом подъема винтовой линии к вертикали. На внешней поверхности каждого витка бурта выполнены кольцевые проточки с наклоном к боковой поверхности винтовых буртов под углом в пределах 5-40 градусов, при этом глубина проточек составляет 0,3-0,7 высоты бурта, ширина проточек составляет 0,1-0,3 ширины бурта, шаг проточек составляет 0,2-0,5 ширины бурта. Угол наклона винтовой линии буртов к вертикали составляет 8-20 градусов, высота буртов составляет 0,04-0,1 их внешнего диаметра, а ширина буртов и их шаг составляют соответственно 0,1-0,2 и 0,20-0,50 их внешнего диаметра. Изобретение позволяет повысить качество непрерывнолитых слябов и их стойкость за счет необходимого теплоотвода, что обеспечивает получение плотной макроструктуры сляба и снижение поверхностных дефектов на нем. 1 з.п. ф-лы, 1 табл., 2 ил.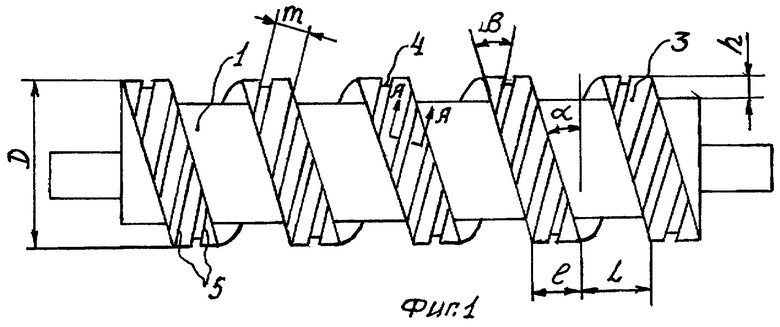
| РОЛИК | 1996 |
|
RU2095190C1 |
| Ролик тянущей клети установки непрерывной разливки металлов | 1982 |
|
SU1018784A1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2220023C2 |
| US 4462456 A, 31.07.1984. | |||

