Изобретение относится к машиностроению, к оборудованию для изготовления секций ребристых радиаторов.
Известно устройство для сборки секций ребристых радиаторов, содержащее смонтированные на станине кассету с установочными штырями для насадки на них радиаторных трубок, гребенки для фиксации установочных штырей, установленные с возможностью поворота вокруг осей и механизм напрессовки с досылателем радиаторных пластин [1]
Недостатком известного устройства является то, что при сборке секций ребристых радиаторов с заранее отформованными радиаторными пластинами, например с отогнутыми краями, требуется предусматривать повышенный зазор между досылателем и гребенками для размещения пластины, в результате этого радиаторная пластина при сборке /при одновременном опускании гребенок и досылателя/ может перекоситься в зазоре, что приведет к некачественной сборке секции радиатора, а также к повышенным усилиям на установочные штыри при напрессовке смещенных радиаторных пластин, что может вызвать поломку устройства.
Технической задачей, на решение которой направлено изобретение, является расширение технологических возможностей устройства, повышение его надежности и качества полученных изделий.
Для решения поставленной задачи в устройстве для сборки секций ребристых радиаторов, содержащем смонтированные на станине кассету с установочными штырями для насадки на них радиаторных трубок, гребенки для фиксации установочных штырей, установленные с возможностью поворота вокруг осей, и механизм напрессовки с досылателем радиаторных пластин, механизм напрессовки снабжен ползуном, установленным с возможностью возвратно-поступательного перемещения параллельно осям установочных штырей и подпружиненным относительно досылателя, оси поворота гребенок размещены на ползуне, станина выполнена с ограничителем его перемещения в направлении от кассеты с установочными штырями, а ползун установлен с возможностью взаимодействия с упомянутым ограничителем.
Кроме того, механизм напрессовки снабжен корпусом, выполненным с направляющими для перемещения ползуна.
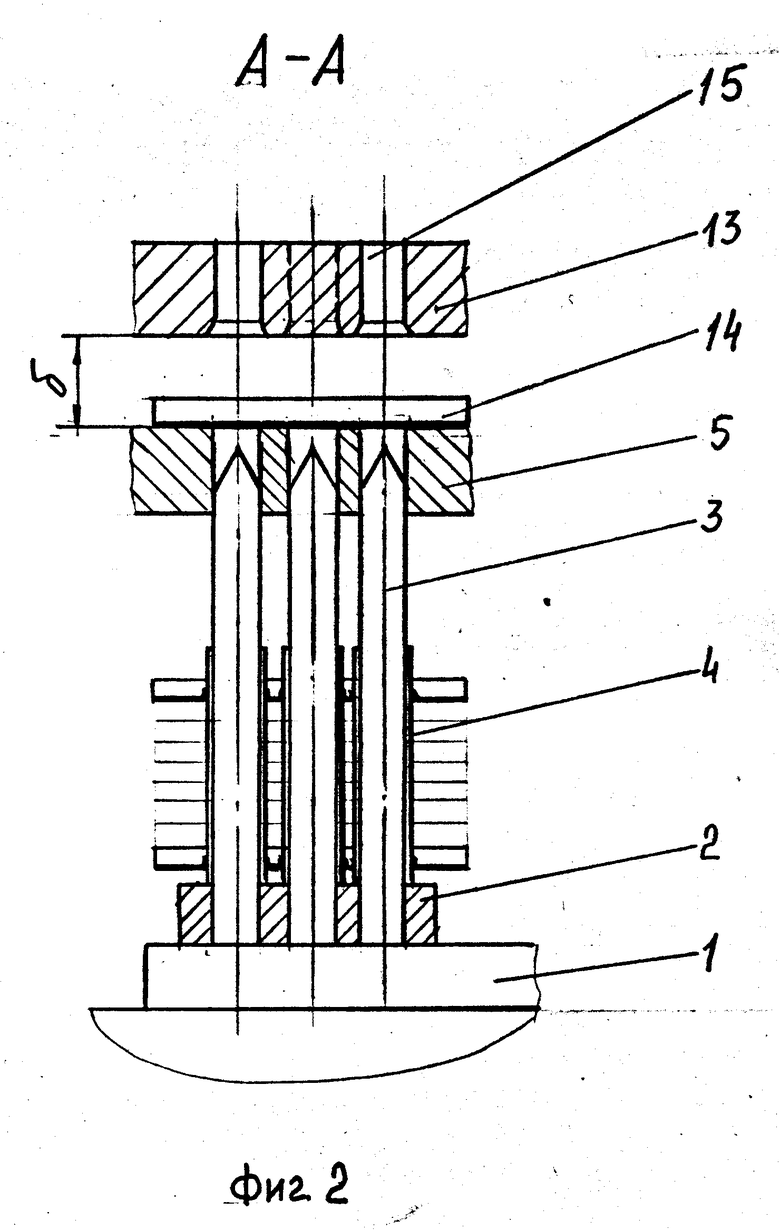
На фиг. 1 показано устройство для сборки, общий вид; на фиг. 2 то же разрез А-А на фиг. 1.
Устройство для сборки секций ребристых радиаторов содержит смонтированную на станине 1 кассету 2 с закрепленными в ней установочными штырями 3, на установочные штыри 3 насажены радиаторные трубки 4 так, что направляющие концы установочных штырей 3 выступают за торцы радиаторных трубок 4 и фиксируются в пазах "а" раздвижных гребенок 5 и 6. Гребенки 5 и 6 установлены с возможностью поворота на осях 7 и 8, смонтированных в проушинах дополнительного ползуна 9, который поджат пружиной 10 и установлен на направляющих II с возможностью ограниченного перемещения внутри корпуса ползуна 12 механизма напрессовки. На ползуне 12 смонтирован досылатель 13 с зазором "б" относительно гребенок 5 и 6, достаточным для размещения предварительно отформованной радиаторной пластины 14. В досылателе 13 выполнены отверстия 15 для прохода в процессе сборки установочных штырей 3 с радиаторными трубками 4.
В верхней положении механизма напрессовки дополнительный ползун 9 контактирует с ограничителем подъема 16, установленным на станине 1, при этом между выступом 17, предусмотренным на корпусе ползуна 12 и дополнительным ползуном 9 образуется зазор "в", меньший зазора "б" на толщину пластины 14.
Устройство работает следующим образом.
В исходном положении гребенки 5 и 7 сомкнуты и направляющие концы установочных штырей 3 с насаженными на них радиаторными трубками 4 зафиксированы в пазах "а" гребенок 5 и 6. При этом досылатель 13 и корпус ползуна 12 механизма напрессовки находятся в крайнем верхнем положении, дополнительный ползун 9$ поджатый пружиной 10, контактирует с ограничителем подъема 16, между досылателем 13 и гребенками 5 и 6 имеется зазор "б", между выступом 17 корпуса ползуна 12 и дополнительным ползуном 9 образован зазор "в".
Предварительно отформованная, например, с отогнутыми краями радиаторная пластина 14 закладывается в зазор "б" между досылателем 13 и гребенками 5 и 6.
При движении механизма напрессовки вниз происходит перемещение его ползуна 12 вместе с досылателем 13, при этом дополнительный ползун 9 вместе с гребенками 5 и 6 не перемещается, так как под действием пружины 10 остается поджатым к ограничителю подъема 16 Происходит подвод досылателя 13 к гребенкам 5 и 6 на величину "в" с уменьшением зазора "б", при этом досылатель 13 поджимает к гребенкам 5 и 6 радиаторную пластину 14, фиксируя ее от возможного смещения.
При дальнейшем движении вниз ползун 12 механизма напрессовки своим выступом 17 подхватывает дополнительный ползун 9 и происходит совместное перемещение ползуна 12 с досылателем 13, дополнительного ползуна 9 с гребенками 5 и 6. При этом радиаторная пластина 14, опираясь на плоскость досылателя 13, насаживается на установочные штыри 3. После того как концы установочных штырей 3 полностью войдут в отверстия 15 досылателя 13, происходит поворот гребенок 5 и 6 вокруг осей 7 и 8, гребенки 5 и 6 отводятся от установочных штырей 3. Досылатель 13, продолжая двигаться, перемещает радиаторную пластину 14 и напрессовывает ее на радиаторные трубки 4.
После напрессовки пластины 14 ползун 12 механизма напрессовки вместе с досылателем 13 и дополнительным ползуном 9 возвращается в исходное положение, гребенки 5 и 6, поворачиваясь вокруг осей 7 и 8, снова фиксируют концы установочных штырей 3. При подходе к крайнему верхнему положению дополнительный ползун 9 с гребенками 5 и 6, соприкасаясь с ограничителем подъема 16, останавливается, а ползун 12 механизма напрессовки, продолжая перемещение, сжимает пружину 10, при этом в исходном положении образуется зазор "б" между досылателем 13 и гребенками 5 и 6 и зазор "в" между дополнительным ползуном 9 и выступом 17 ползуна 12 механизма напрессовки.
При возвращении в исходное положение обеспечивается такая последовательность работы: пока концы штырей 4 находятся в отверстиях 15 досылателя 13, гребенки 5 и 6 смыкаются полностью и только после этого концы штырей 4 выходят из отверстий, досылателя 13, тем самым обеспечивается постоянная фиксация свободных концов штырей 4 либо гребенками 5 и 6, либо отверстиями 15 досылателя 13. Сборка секции заканчивается после напрессовки необходимого количества пластин с заданным шагом.
Данное устройство обеспечивает возможность сборки секций ребристых радиаторов с предварительно отформованными пластинами, например с отогнутыми краями. При этом даже при значительной высоте профиля пластины обеспечивается качественная сборка, что значительно расширяет технологические возможности устройства. Кроме того, повышается надежность работы устройства для сборки секций, так как обеспечивается стабильное положение радиаторной пластины при сборке независимо от величины зазора между досылателем и гребенками.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| Устройство для сборки секций ребристыхРАдиАТОРОВ | 1979 |
|
SU852487A2 |
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
Использование: в машиностроении при изготовлении секций ребристых радиаторов. Сущность изобретения: на станине смонтированы кассета с установочными штырями для насадки на них радиаторных трубок, гребенки для фиксации установочных штырей и механизм напрессовки с досылателем радиаторных пластин. Механизм напрессовки оснащен ползуном, перемещающимся параллельно осям установочных штырей до ограничителя, выполненного на станине. Гребенки установлены с возможностью поворота вокруг осей, размещенных на ползуне. 1 з.п. ф-лы, 2 ил.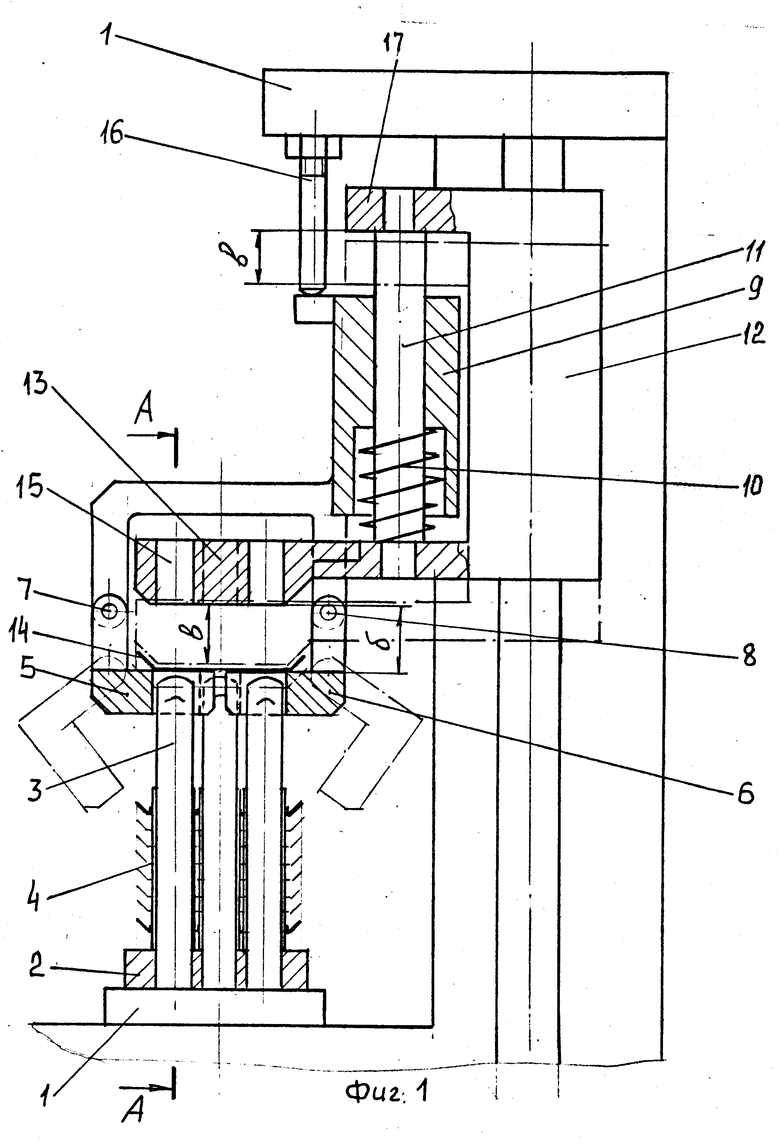
| SU, авторское свидетельство, 482229, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
