Изобретение относится к области машиностроения, в частности к оборудованию для изготовления секций ребристых радиаторов.
Известен автомат для изготовления пластин и сборки секций ребристых радиаторов, содержащий механизм разматывания ленты с разматывающим роликом, механизмы подачи ленты, резки ее на пластины и загрузки пластин, устройство для сборки пластин с радиаторными трубками и кассету для размещения радиаторных трубок по а.с. SU N 1391777, B 23 P 15/26, 1988.
Однако известный автомат ненадежен в работе, так как для обеспечения нормальной работы приходится часто производить регулировки механизма подачи ленты, чтобы уменьшить влияние износа деталей на точность.
Решением технической задачи, заключающейся в увеличении надежности работы автомата, является то, что в автомате, содержащем механизм разматывания ленты с разматывающим роликом, механизмы подачи ленты, резки ее на пластины и загрузки пластин, устройство для сборки пластин с радиаторными трубками и кассету для размещения радиаторных трубок, механизм разматывания ленты снабжен поджимным роликом, установленным на качающемся рычаге с возможностью обеспечения силового замыкания с разматывающим роликом, и устройством обратного натяжения ленты с роликом-грузом и подпружиненным рычагом, установленным с возможностью взаимодействия с роликом-грузом и кинематически связанным с качающимся рычагом посредством тяги, шарнирно соединенной с упомянутыми рычагами из условия обеспечения размыкания разматывающего и поджимного роликов. Ролик-груз выполнен с массой, при которой усилие, создаваемое роликом-грузом, превышает усилие, необходимое для размыкания разматывающего и поджимного роликов.
Такое решение позволяет получить новый эффект, заключающийся в автоматическом слежении за пополнением ленты в U-образной петле при постоянной работе электродвигателя механизма разматывания и упрощении схемы управления электродвигателем без необходимости его частых пусков и отключений, а также повысить надежность и долговечность автомата за счет применения кинематической связи качающегося рычага подвижного ролика с подпружиненным рычагом, на который воздействует ролик-груз с заданной массой.
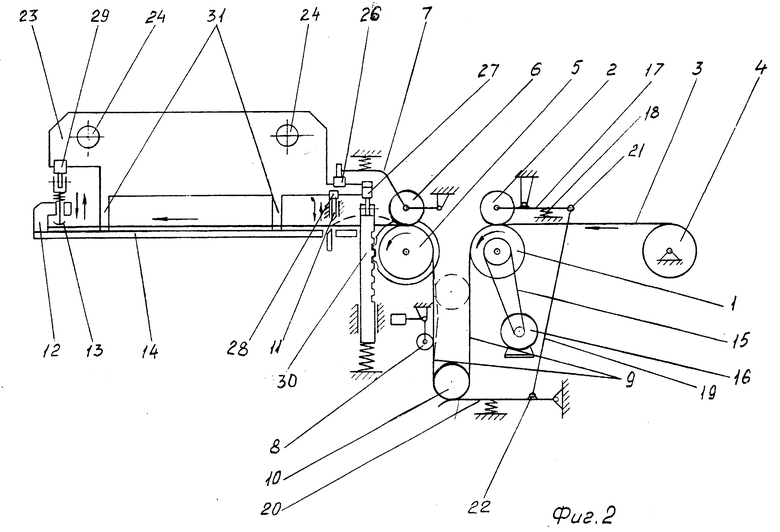
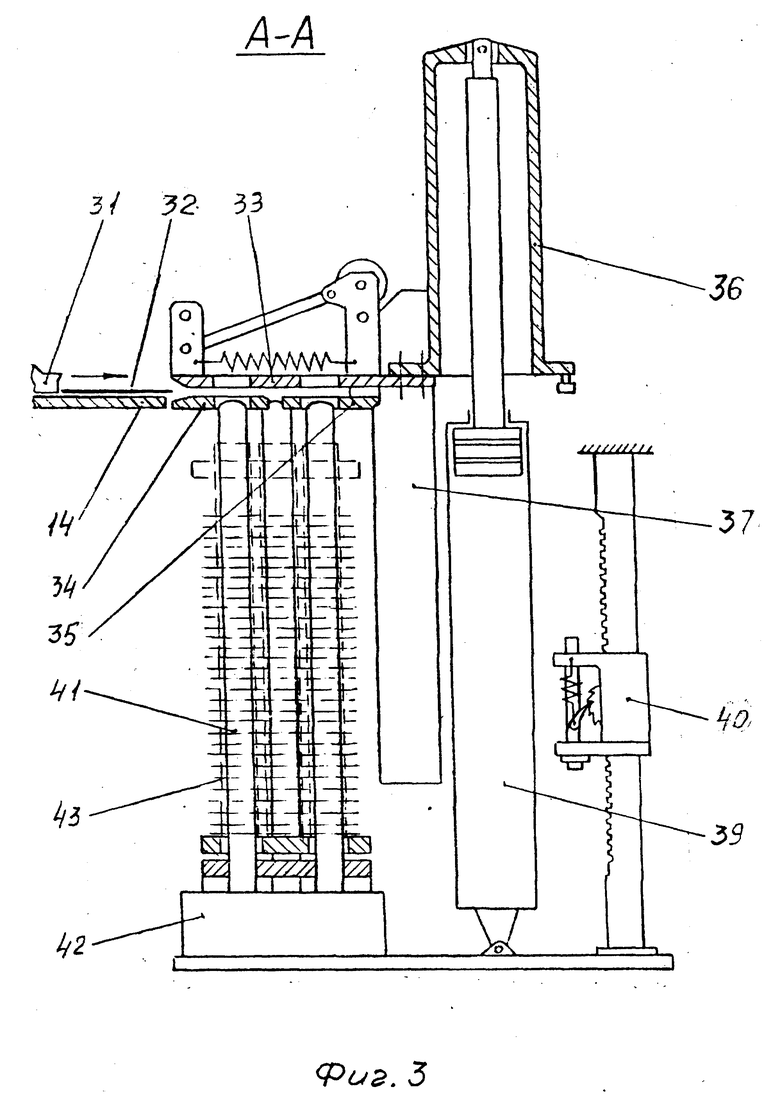
Предлагаемый автомат схематично изображен на чертеже, где на фиг. 1 - показан общий вид автомата, на фиг. 2 - схема механизмов разматывания, подачи и резки ленты, на фиг. 3 - поперечный разрез А-А (на фиг. 1).
Автомат содержит механизм разматывания, подачи и резки ленты (фиг. 1,2), включающие в себя ролики - приводной 1 и поджимной 2, разматывающие ленту 3 с катушки 4, подающие ролики - приводной 5 и поджимной 6, закрепленный на подпружиненном рычаге 7, натяжной ролик 8, контактирующий с вертикальной ветвью U-образной петли 9, ролик-груз 10, подвижный нож 11, упор 12 с прижимной колодкой 13, смонтированный на основании 14. Ролик 1 через клиноременную передачу 15 связан с приводным электродвигателем 16.
Поджимной ролик 2 смонтирован на качающемся двуплечем рычаге 17, поджатом силовой пружиной 18. Рычаг 17 с помощью тяги 19 кинематически связан с подпружиненным рычагом 20. Тяга 19 шарнирами 21 и 22 соединена с рычагом 17 и 20. Ролик-груз 10 в своем нижнем положении контактирует с подпружиненным рычагом 20 и имеет массу, при которой сила тяжести от ролика-груза превышает пружины 18 для подъема рычага 17 поджимного ролика 2.
Механизм загрузки пластин имеет каретку 23, выполненную с возможностью перемещения по направляющим 24 при помощи гидропривода 25. На каретке 23 предусмотрены профильные линейки 26, 27, 28, 29, взаимодействующие с рычагом 7 подвижного ролика 6, механизмом поворота 30 приводного ролика 5, подвижным ножом 11 и прижимной колодкой 13. На каретке смонтированы толкатели 31, обеспечивающие перемещение отрезанной пластины 32 в устройство для сборки секции (фиг. 3), выполненное в виде досылателя 33 и поворотных гребенок 34, 35, установленных на ползуне 36 и взаимодействующих с копиром 37. Ползун 36 может перемещаться по направляющим 38 посредством гидропривода 39 до подвижного шагового упора 40.
Гребенки 34, 35 пазами фиксируют концы установочных штырей 41, закрепленных с определенным шагом в кассете 42, на которые насажены радиаторные трубки 43 так, что концы установочных штырей 41, имеющих режущую кромку, выступают над торцем трубок 43.
Описанный автомат работает следующим образом.
При включенном электродвигателе 16 лента 3 разматывается с катушки 4 с помощью роликов 1 и 2, при этом необходимое тяговое усилие создается за счет поджима ролика 2 силовой пружиной 18. При разматывании лента 3 образует U-образную петлю 9, при полном заполнении которой ролик-груз 10, опускаясь в нижнее положение, воздействует своей массой на рычаг 20, который через тягу 19 поворачивает двуплечий рычаг 17. Поворачиваясь, рычаг 17 сжимает силовую пружину 18 и поднимает поджимной ролик 2, в результате чего разматывающие ролики размыкаются и прекращается выдача ленты 3 с катушки 4, электродвигатель при этом не отключается. В процессе дальнейшей работы автомата разматывание ленты 3 начинается автоматически во время подъема ролика-груза 10, так как при этом освобождается подпружиненный рычаг 20, под действием силовой пружины 18 рычаг 17 поворачивается и ролик 2 поджимает ленту 3 к приводному ролику 1, создавая тяговое усилие. Одновременно подпружиненной рычаг 20 поднимается в исходное положение. Взаимное положение рычагов 17 и 20 в процессе работы сохраняется за счет тяги 19. Таким образом осуществляется постоянное слежение за количеством ленты в петле 9.
Каретка 23 с помощью гидропривода 25 совершает возвратно-поступательное движение по направляющим 24, при этом от воздействия профильных линеек 26, 27, 28, 29 последовательно производятся следующие операции: механизм поворота 30 вращает приводной ролик 5, совершающий подачу ленты на величину, большую, чем длина отрезаемой пластины, до надежного соприкосновения конца ленты с упором 12, колодка 13 зажимает конец ленты, после чего кратковременно поворачивается рычаг 7, размыкая ролики 5 и 6. В этот момент ролик 8, отклоняя вертикальную ветвь U-образной петли 9, натягивает ленту в сторону, противоположную движению подачи, выпрямляя тем самым ленты, а нож 11 производит отрезку пластины 32.
Каретка 23 при движении толкателями 31 перемещает пластину 32 в зазор между гребенками 34, 35 и досылателем 33, после чего ползун 36 гидроприводом 39 перемещается вниз по направляющим 38. Во время хода пластина 32 прокалывается режущей частью центрирующих штырей 41, зафиксированных пазами гребенок 34, 35, гребенки с помощью копира 37 поворачиваются, освобождая центрирующие штыри 41, а пластина напрессовывается на трубки 43 до уровня, ограниченного шаговым упором 40. При возврате ползуна 36 вверх шаговый упор 40 поднимается на величину заданного расстояния между пластинами, обеспечивая тем самым напрессовку пластин с определенным шагом. Гребенки 34, 35 смыкаются и фиксируются концы установочных штырей 41. После напрессовки последней пластины производится съем собранной секции радиатора с центрирующих штырей 41 кассеты 42 и установка нового комплекта радиаторных трубок. Устройство для осуществления этих операций на чертеже не показано.
Применение кинематической связи качающегося рычага поджимного ролика с подпружиненным рычагом, на который воздействует ролик-груз с заданной массой, выгодно отличает предлагаемый автомат от известных, так как существенно упрощается схема управления электродвигателем механизма разматывания ленты, повышается надежность и долговечность автомата за счет исключения частых пусков и остановок электродвигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАДИАТОРНЫХ ПЛАСТИН И СБОРКИ РАДИАТОРОВ | 1970 |
|
SU281400A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| ЭЛЕВАТОР | 1998 |
|
RU2149130C1 |
| Устройство для сборки секций ребристыхРАдиАТОРОВ | 1979 |
|
SU852487A2 |
Изобретение может быть использовано в машиностроении при изготовлении секций ребристых радиаторов. Автомат содержит механизм разматывания ленты с разматывающим роликом, механизмы подачи ленты, резки ее на пластины и загрузки пластин, устройство для сборки пластин с трубками и кассету для трубок. В механизме разматывания ленты имеются поджимной ролик, установленный на качающимся рычаге, и устройство обратного натяжения ленты с роликом-грузом и подпружиненным рычагом. Последний взаимодействует с роликом-грузом и связан посредством тяги с качающимся рычагом. Тяга шарнирно соединена с рычагами из условия обеспечения размыкания разматывающего и поджимного роликов. Усилие, создаваемое роликом-грузом, превышает усилие для размыкания разматывающего и поджимного роликов. В результате повышается надежность работы автомата. 3 ил.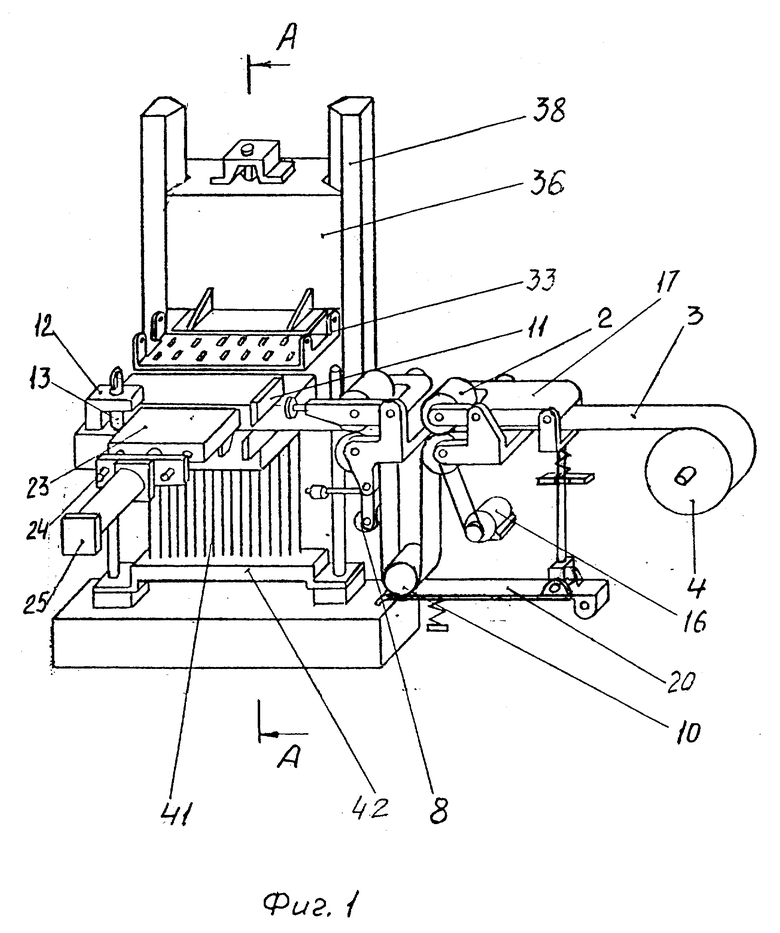
Автомат для изготовления пластин и сборки секций ребристых радиаторов, содержащий механизм разматывания ленты с разматывающим роликом, механизмы подачи ленты, резки ее на пластины и загрузки пластин, устройство для сборки пластин с радиаторными трубками и кассету для размещения радиаторных трубок, отличающийся, тем что механизм разматывания ленты снабжен поджимным роликом, установленным на качающемся рычаге с возможностью обеспечения силового замыкания с разматывающим роликом, и устройством обратного натяжения ленты с роликом-грузом и подпружиненным рычагом, установленным с возможностью взаимодействия с роликом-грузом и кинематически связанным с качающимся рычагом посредством тяги, шарнирно соединенной с упомянутыми рычагами из условия обеспечения размыкания разматывающего и поджимного роликов, а ролик-груз выполнен с массой, при которой усилие, создаваемое роликом-грузом, превышает усилие, необходимое для размыкания разматывающего и поджимного роликов.
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| 0 |
|
SU250872A1 | |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 0 |
|
SU370005A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАДИАТОРНЫХ ПЛАСТИН И СБОРКИ РАДИАТОРОВ | 0 |
|
SU281400A1 |
| ДИФФЕРЕНЦИАЛЬНЫЙ МЕХАНИЗМ | 1994 |
|
RU2123628C1 |
| МАШИНА ИСПЫТАТЕЛЬНАЯ ГИДРАВЛИЧЕСКАЯ ДЛЯ ИСПЫТАНИЯ ТРУБ НА РАСТЯЖЕНИЕ | 1998 |
|
RU2157985C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНА ИЗ ПОЛИМЕРОВ | 0 |
|
SU249543A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |

