роиство для напрессовки радиаторных пластин содержит кассету 1 для установки радиаторных трубок 2 с наконечниками 3 и поворотные откидные напрессовывающие гребенки k с упорами 5. Гребенки смонтированы на двух втулочно-роликовых цепях и взаимодействуют с защитным кожухом 9, выполненным в виде подвижной ленты, опирающейся на упругую вставку конуса 10. При этом упругая вставка конуса 10 выполнена составной в виде элатичной упругой оболочки 12 и распределительной планки 11, удерживаемой держателями, а полость упругой оболочки трубопроводом соединена с устройством регулировки жесткости в виде плунжерного насоса. Выполнение упругой вставки копира составной в виде эластичной герметичной оболочки с наполнителем в виде жидкой смазки и распределительной планки, контактирующей с рабочей поверхностью оболочки, и соединение полости оболочки с узлом, регулировки жесткости копира позволяет продлить срок службы упругого элемента, регулировать его жесткость и, следовательно, расширит его технологические возможности. 2 з.п.ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1973 |
|
SU517463A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении ребристых радиаторов. Цель изобретения - расширение технологических возможностей, повышение работы устройства и улучшение качества сборки радиаторов путем обеспечения регулирования поджима упругой вставки копира. Устройство для напрессовки радиаторных пластин содержит кассету 1 для установки радиаторных трубок 2 с наконечниками 3 и поворотные откидные напрессовывающие гребенки 4 с упорами 5. Гребенки смонтированы на двух втулочно-роликовых цепях и взаимодействуют с защитным кожухом 9, выполненным в виде подвижной ленты, опирающейся на упругую вставку конуса 10. При этом упругая вставка конуса 10 выполнена составной в виде эластичной упругой оболочки 12 и распределительной планки 11, удерживаемой держателями, а полость упругой оболочки трубопроводом соединена с устройством регулировки жесткости в виде плунжерного насоса. Выполнение упругой вставки копира составной в виде эластичной герметичной оболочки с наполнением в виде жидкой смазки и распределительной планки, контактирующей с рабочей поверхностью оболочки, и соединение полости оболочки с узлом, регулировки жесткости копира позволяет продлить срок службы упругого элемента, регулировать его жесткость и, следовательно, расширить его технологические возможности. 2 з.п. ф-лы, 2 ил.
Изобретение относится к машиностроению и может быть использовано при изготовлении ребристых радиаторов.
Цель изобретения - расширение технологических возможностей, повышение надежности работы устройства и улучшение качества сборки радиаторов путем обеспечения регулирования поджим упругой вставки копира.
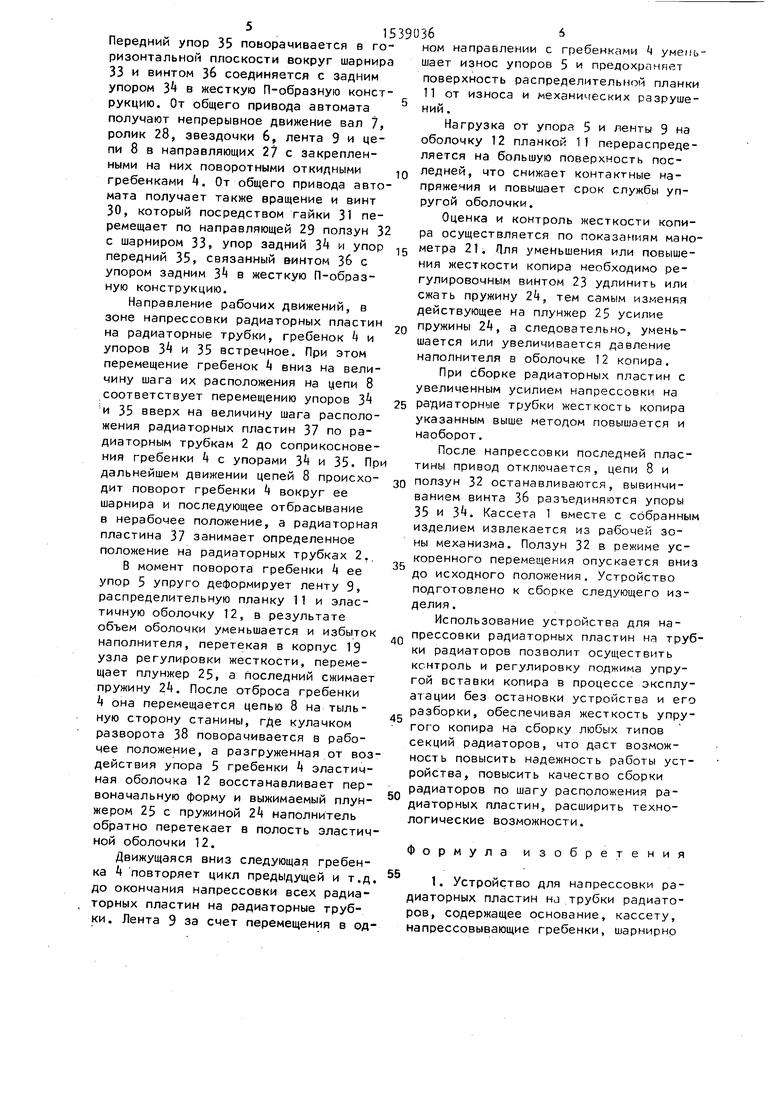
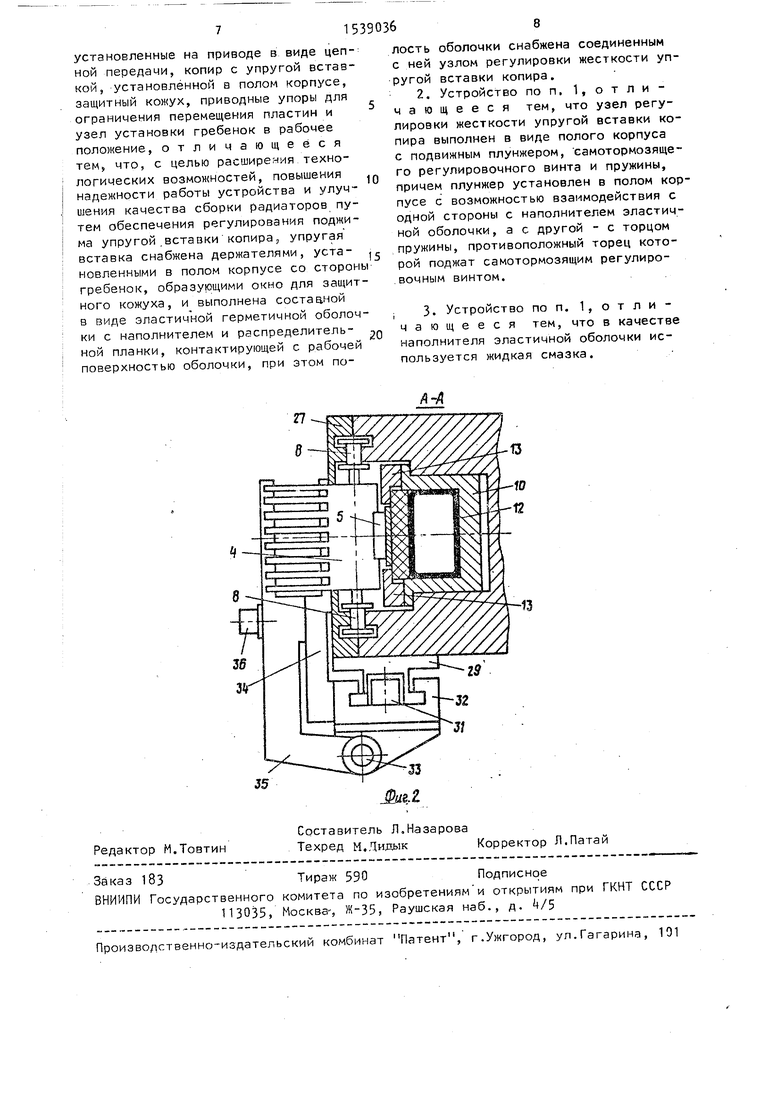
На фиг. 1 показано устройство, общий вид; на фиг, 2 - разрез А-А на фиг. 1 „
Устройство для напрессовки радиаторных пластин содержит кассету 1 дл установки радиаторных трубок 2 с наконечниками 3 и поворотные откидные напрессовывающие гребенки k с упорами 5 Гребенки смонтированы на двух связанных с общим приводом посредством звездочек 6 и вала 7 втулочно- роликовых цепях 8 и взаимодействуют с защитным кожухом 9, выполненным в виде бесконечной подвижной ленты, опирающейся на упругую вставку копира 10, выполненную в виде распределительной планки 11 и упругой оболочки 12 с наполнителем. Распределительная планка 11 и упругая оболочка 12 закреплена держателями 13, которые образуют окно для прохода защитного кожуха 9. В нижней и верхней частях оболочки 12 посредством хомутов 14 закреплены нижняя заглушка 15 с трубопроводом 16 и верхняя заглушка 17 с воздухоспускной пробкой 18. Заглушки 15 и 17 прикреплены к копиру 10.
Трубопровод 16 соединяет полость оболочки 12 с рабочей полостью узла
0
регулировки жесткости копира, состоящего из корпуса 19, закрытого верхней крышкой 20 с манометром 21 и нижней крышкой 22 с нажимным винтом 23 и 5 пружиной 2k, поджимающей подвижный плунжер 25 с уплотнениями 26.,
Цепи 8 с гребенками k перемещаются в направляющих 27, лента 9 приводится в движение роликами 28 посредством валов 7. На боковой стороне механизма установлена направляющая 29, по которой при помощи винта 30 и гайки 31 перемещается ползун 32 с шарниром 33 и задним упором 3.
Передний упор 35 шарниром 33 соединен с ползуном 32 и посредством винта 36 образует с задним упором 3 П-образную конструкцию.
Наконечники 3 предназначены для направления радиаторных пластин 37 на радиаторные трубки 2. Поворот гребенок в рабочее положение осуществляется кулачком разворота 38. Нажимной винт 23 стопорится контргайкой 39. Узлы механизма смонтированы на основании 40.
Устройство работает следующим образом.
Вращением винта 23 сжимают пружину 2U, в результате повышается давление наполнителя в полости упругой оболочки 12 до величины, определяемой типом собираемых секций радиатора. После установки величины давления наполнителя винт 23 стопорится контргай- 5 кой 39. После чего в рабочую зону механизма устанавливается кассета 1 с радиаторными трубками 2 и наконечниками 3 вплотную к заднему упору 3.
5
0
5
0
Передний упор 35 поворачивается в горизонтальной плоскости вокруг шарнир 33 и винтом 36 соединяется с задним упором 3k в жесткую П-образную конструкцию. От общего привода автомата получают непрерывное движение вал 7, ролик 28, звездочки 6, лента 9 и цепи 8 в направляющих 27 с закрепленными на них поворотными откидными гребенками k. От общего привода автомата получает также вращение и винт 30, который посредством гайки 31 перемещает по направляющей 29 ползун 3 с шарниром 33, упор задний 3k и упор передний 35, связанный винтом 3& с упором задним 3k в жесткую П-образную конструкцию.
Направление рабочих движений, в зоне напрессовки радиаторных пластин на радиаторные трубки, гребенок k и упоров 3k и 35 встречное. При этом перемещение гребенок k вниз на величину шага их расположения на цепи 8 соответствует перемещению упоров 3 и 35 вверх на величину шага расположения радиаторных пластин 37 по радиаторным трубкам 2 до соприкосновения гребенки k с упорами 3k и 35. Пр дальнейшем движении цепей 8 происходит поворот гребенки k вокруг ее шарнира и последующее отбрасывание в нерабочее положение, а радиаторная пластина 37 занимает определенное положение на радиаторных трубках 2.
В момент поворота гребенки k ее упор 5 упруго деформирует ленту 9, распределительную планку 11 и эластичную оболочку 12, в результате объем оболочки уменьшается и избыток наполнителя, перетекая в корпус 19 узла регулировки жесткости, перемещает плунжер 25, а последний сжимает пружину 2k. После отброса гребенки k она перемещается цепью 8 на тыльную сторону станины, где кулачком разворота 38 поворачивается в рабочее положение, а разгруженная от воздействия упора 5 гребенки k эластичная оболочка 12 восстанавливает первоначальную форму и выжимаемый плунжером 25 с пружиной 2k наполнитель обратно перетекает в полость эластичной оболочки 12.
Движущаяся вниз следующая гребенка Ц повторяет цикл предыдущей и т.д до окончания напрессовки всех радиаторных пластин на радиаторные трубки. Лента 9 за счет перемещения в од
39036
15
ном направлении с гребенками Ц уменьшает износ упоров 5 и предохраняет поверхность распределительной планки 11 от износа и механических разруше- 5 ний.
Нагрузка от упора 5 и ленты 9 на оболочку 12 планкой 11 перераспределяется на большую поверхность пос- 10 ледней, что снижает контактные напряжения и повышает срок службы упругой оболочки.
Оценка и контроль жесткости копира осуществляется по показаниям манометра 21. /1ля уменьшения или повышения жесткости копира необходимо регулировочным винтом 23 удлинить или сжать пружину 2k, тем самым изменяя действующее на плунжер 25 усилие 20 пружины 2k, а следовательно, уменьшается или увеличивается давление наполнителя в оболочке 12 копира.
При сборке радиаторных пластин с увеличенным усилием напрессовки на 25 радиаторные трубки жесткость копира указанным выше методом повышается и наоборот.
После напрессовки последней пластины привод отключается, цепи 8 и зо ползун 32 останавливаются, вывинчиванием винта Зб разъединяются упоры 35 и З . Кассета 1 вместе с собранным изделием извлекается из рабочей зоны механизма. Ползун 32 в режиме ускоренного перемещения опускается вниз до исходного положения. Устройство подготовлено к сборке следующего изделия .
Использование устройства для напрессовки радиаторных пластин на трубки радиаторов позволит осуществить контроль и регулировку поджима упругой вставки копира в процессе эксплуатации без остановки устройства и его разборки, обеспечивая жесткость упругого копира на сборку любых типов секций радиаторов, что даст возможность повысить надежность работы устройства, повысить качество сборки радиаторов по шагу расположения радиаторных пластин, расширить технологические возможности.
35
40
45
50
Формула изобретения
установленные на приводе в виде цепной передачи, копир с упругой вставкой, установленной в полом корпусе, защитный кожух, приводные упоры для ограничения перемещения пластин и узел установки гребенок в рабочее положение, отличающееся тем, что, с целью расширения технологических возможностей, повышения надежности работы устройства и улучшения качества сборки радиаторов путем обеспечения регулирования поджима упругой .вставки копираг упругая вставка снабжена держателями, установленными в полом корпусе со сторон гребенок, образующими окно для защитного кожуха, и выполнена составной в виде эластичной герметичной оболочки с наполнителем и распределитель- ной планки, контактирующей с рабочей поверхностью оболочки, при этом по
27
35
0
п
5
лость оболочки снабжена соединенным с ней узлом регулировки жесткости упругой вставки копира.
с подвижным плунжером, самотормозящего регулировочного винта и пружины, причем плунжер установлен в полом корпусе с возможностью взаимодействия с одной стороны с наполнителем эластичной оболочки, а с другой - с торцом пружины, противоположный торец которой поджат самотормозящим регулировочным винтом.
13
| Патент США № 3798732, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
