Изобретение относится к области переработки пластмасс и может быть использовано при изготовлении изделий из пластмасс методом литья под давлением.
Известен способ нагрева и термостатирования литьевой пресс-формы, при котором нагрев формы осуществляют через промежуточное легкоплавкое вещество, которым заполняют выполненные в корпусе формы полости близ формообразующей поверхности формы [1]
В этом способе приведение легкоплавкого вещества в расплавленное состояние осуществляют с помощью внешних радиационных нагревателей, расположенных на позиции между загрузкой в форму пластмассы и выгрузкой из формы готового изделия, что затрудняет регулирование температуры в пресс-форме.
Этого недостатка лишен известный способ нагрева и термостатирования пресс-формы для литья термопластов, при котором нагрев рабочих поверхностей пресс-формы осуществляют через промежуточное легкоплавкое вещество с температурой плавления, равной рабочей температуре пресс-формы, а нагрев промежуточного легкоплавкого вещества производят путем непосредственного контакта его с электронагревателями [2]
Однако известный способ не может обеспечить качественное приготовление изделий из термопластов, поскольку не учитывает разогрева пластмассы при прохождении через литниковую систему.
Техническим результатом изобретения является повышение качества изготовления изделий за счет обеспечения оптимального температурного режима в процессе изготовления изделий из термопластов литьем под давлением.
Указанный технический результат достигается тем, что в способе нагрева и термостатирования пресс-формы для литья термопластов под давлением, при котором нагрев рабочих поверхностей пресс-формы осуществляют через промежуточное легкоплавкое вещество с температурой плавления, равной рабочей температуре пресс-формы, а нагрев промежуточного легкоплавкого вещества производят путем непосредственного контакта его с нагревателями, согласно изобретению электронагреватели отключают при достижении промежуточным легкоплавким веществом температуры, на 3-5% меньшей температуры его плавления, а при остывании вещества ниже указанного предела электронагреватели включают.
На чертеже изображена пресс-форма для осуществления способа.
Предлагаемый способ нагрева и термостатирования пресс-формы для литья термопластов под давлением может быть осуществлен следующим образом.
Для изготовления изделий из пластмассы, например рефлекторов автомобильных фар, берут пресс-форму, формующая полость которой образована частями 4 и 7. В частях 4 и 7 имеются полости 12 и 13, приближенные к рабочим поверхностям пресс-формы таким образом, чтобы толщина металла была по возможности одинаковой на всех участках у рабочей поверхности.
Полости 12 и 13 заполняют промежуточным легкоплавким веществом с температурой плавления, равной рабочей температуре пресс-формы. В качестве легкоплавкого вещества может быть использован оловянно-цинковый сплав с температурой плавления 138-140oC. Форма имеет плиты 3 и 8 с каналами охлаждения 14 и 15 соответственно для закрытия полостей 12 и 13, плиту 1 крепления с литниковой втулкой 2 для подачи под давлением в формующую полость пластмассы и термоизолирующие прокладки 9 и 11.
При сборке пресс-формы полости 12 и 13 заполняют расплавом легкоплавкого вещества. После его затвердения в нем выполняют отверстия, в которые устанавливают трубчатые электронагреватели 5 со встроенными термопарами.
Во время литья в каналы 14 и 15 подают воду.
Нагрев рабочих поверхностей пресс-формы осуществляют через промежуточное легкоплавкое вещество. Нагрев последнего производят путем непосредственного контакта его с электронагревателями 5. При достижении легкоплавким веществом температуры, на 3-5% меньшей температуры его плавления, электронагреватели 5 отключают. При остывании вещества ниже указанного предела электронагреватели включают. Повышение температуры пластмассы, которое возникает при впрыске ее в пресс-форму, расходуется на плавление вещества, что позволяет до полного расплавления вещества иметь температуру, не превышающую температуру его плавления (эффект фазового перехода 1 рода).
Для предотвращения полного расплавления вещества в процессе работы служат охлаждающие каналы 14 и 15, по которым во время литья подается холодная вода. Предлагаемый способ обеспечивает быстрый и равномерный нагрев рабочих частей пресс-формы (из-за уменьшенной массы металла, большой площади контакта промежуточного вещества с деталями пресс-формы) и отсутствие местных перегревов (за счет теплового эффекта 1 рода).
Использование предлагаемого способа позволит снизить затраты на терморегулирование пресс-формы в части исключения из технологического процесса дорогостоящих жидкостных термостатов, повысить качество изделий за счет равномерности температуры в рабочих частях пресс-формы.
Использование: изготовление изделий из пластмасс методом литья под давлением. Сущность изобретения: при достижении промежуточным легкоплавким веществом температуры, на 3-5% меньшей температуры его плавления, отключают погруженные в вещество электронагреватели. При остывании вещества ниже указанного предела электронагреватели включают. Предлагаемый способ позволяет скомпенсировать повышение температуры пластмассы, имеющее место при впрыске ее в формующую полость пресс-формы. 1 ил.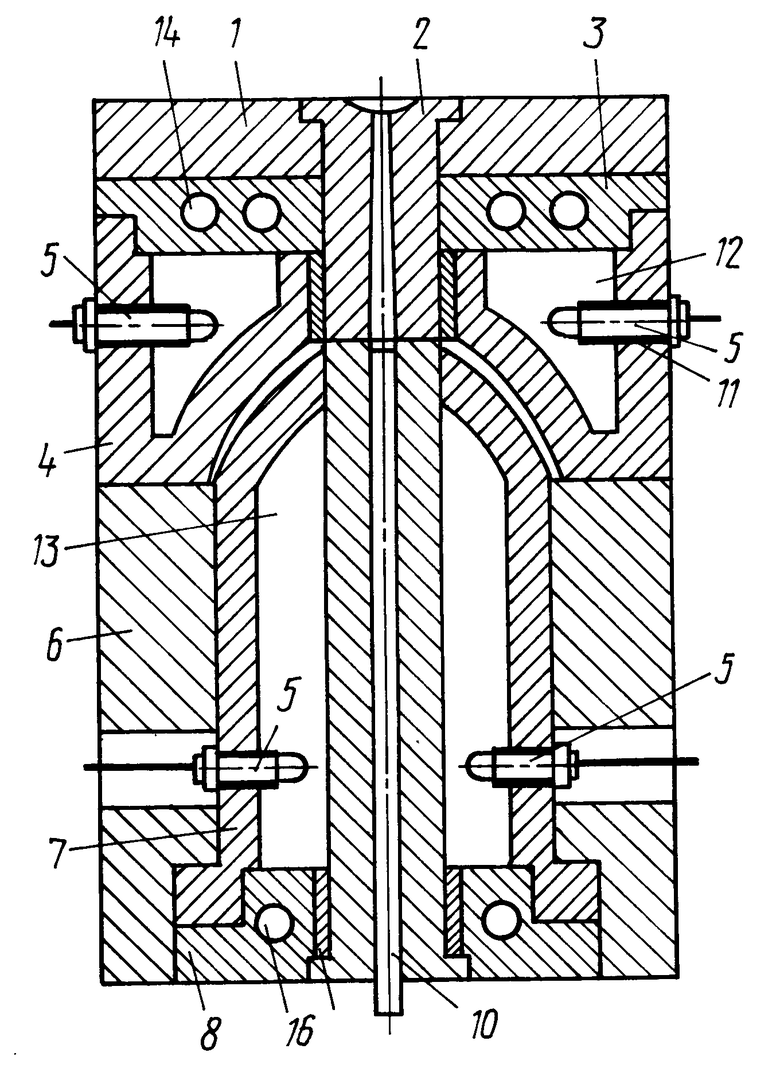
Способ нагрева и термостатирования пресс-формы для литья термопластов под давлением, при котором нагрев рабочих поверхностей пресс-формы осуществляют через промежуточное легкоплавкое вещество с температурой плавления, равной рабочей температуре пресс-формы, а нагрев промежуточного легкоплавкого вещества производят путем непосредственного контакта его с электронагревателями, отличающийся тем, что электронагреватели отключают при достижении промежуточным легкоплавким веществом температуры, на 3 5% меньшей температуры его плавления, а при остывании вещества ниже указанного предела электронагреватели включают.
| US, патент, 3836110, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| US, патент 2090570, кл | |||
| Солесос | 1922 |
|
SU29A1 |
