Группа изобретений относится к литейному производству, а именно к литью под поршневым давлением, и может найти применение в электрохимической, электронной, автомобильной, приборостроительной и других областях промышленности. Изобретение, в частности, может быть использовано для изготовления постоянных магнитов или других изделий из термопластов, преимущественно малых размеров.
В настоящее время известны устройства для получения формованных изделий из пластмассы, которые содержат цилиндр, нагреватель для нагревания пластических масс, поршень и силовой агрегат. Кроме того, известны способы получения формованных изделий из пластмассы, которые включают этапы нагревания термопластических масс, их формования и отверждения, а также в некоторых случаях добавления твердого наполнителя в пластическую массу.
Известна ЛИТЬЕВАЯ МАШИНА И СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ каучуковых материалов для холодно- или горячеканальной техники, включающий в себя следующие этапы: подачу полимерного материала в литьевую форму посредством первого цилиндропоршневого блока, содержащего первый поршень и первый цилиндр, через второй цилиндр второго цилиндропоршневого блока, причем цилиндр первого цилиндропоршневого блока впадает в конец второго цилиндропоршневого блока, удаленный от литьевой формы, причем на пути течения между обоими цилиндропоршневыми блоками предусмотрен дроссель переменного сечения для настройки температуры каучукового материала, а с помощью второго поршня второго цилиндропоршневого блока освобождают путь течения к литьевой форме; перемещение второго поршня во второй цилиндр для ввода находящегося во втором цилиндре каучукового материала в литьевую форму, причем с помощью поршня второго цилиндропоршневого блока, в основном, полностью опорожняют цилиндр второго цилиндропоршневого блока; отвод назад второго поршня (см. патент РФ на изобретение №2362676, МПК В29С 45/53).
Однако конструкция описанного устройства является сложной, что связано с наличием двух цилиндропоршневых блоков в узле впрыска, а способ характеризуется достаточно высокой трудоемкостью.
Известно УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ПОЛИМЕРНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ, состоящее из литьевой машины и пресс-формы, а также способ литья под давлением, реализуемый при работе устройства. В пресс-форме имеются, по меньшей мере, две соответствующие размерам изготавливаемых формованных изделий полости. Она состоит из, по меньшей мере, трех подвижных по отношению друг к другу частей - передней, средней и задней, которые плотно прилегают друг к другу по параллельным друг другу плоскостям разъема под воздействием прижимного усилия, создаваемого средством давления. Литьевая машина выполнена в виде обычной стандартной литьевой машины. Каждая плоскость разъема проходит по меньшей мере через одну полость. В пресс-форме выполнен один канал для подвода расплавленного полимера, который, с одной стороны, заканчивается в полостях, а, с другой стороны, - в месте входа на поверхности пресс-формы, которая в рабочем положении присоединена к литьевой машине. Канал выполнен конической формы в передней и средней частях пресс-формы. На частях пресс-формы размещен перемещаемый между двумя положениями фиксатор, посредством которого при отсутствии создаваемого средством давления прижимного усилия в первом положении между собой блокированы только средняя и имеющая место входа канала передняя части пресс-формы, а во втором положении за счет наличия остаточного усилия - только средняя и задняя части пресс-формы. Перемещение фиксатора из одного положения в другое осуществляется за счет действия средства давления (см. патент на изобретение РФ №2284913, В29С 45/12).
Однако в устройстве для литья под давлением необходимы затраты энергии и времени на приведение в действие средства давления и фиксатора, а способ включает дополнительные операции по запиранию пресс-формы.
Задача настоящего решения заключается в повышении скорости производства изделий при сохранении качества отливок, унификации и упрощении литейной машины.
Технический результат заключается в обеспечении автоматического запирания пресс-формы при упрощении конструкции, а также в увеличении производительности.
Указанный технический результат достигается тем, что в заявляемом способе изготовления изделий из термопластичных материалов литьем под давлением, согласно решению, создают давление в расплавленном материале в литьевой машине, перемещают литьевую машину до контакта с пресс-формой под действием созданного давления, осуществляют впрыск расплавленного материала из литьевой машины в пресс-форму, при этом обеспечивают автоматическое запирание пресс-формы при контакте с литьевой машиной за счет превышения силы сжатия пресс-формы, создаваемой давлением расплавленного материала в литьевой машине, над силой раскрытия пресс-формы, создаваемой давлением расплавленного материала в пресс-форме, опускают давление в расплавленном материале в литьевой машине, перемещают литьевую машину от пресс-формы и извлекают готовое изделие из пресс-формы. Устройство для изготовления изделий из термопластичных материалов литьем под давлением, согласно решению, включает пресс-форму с, по крайней мере, одной формообразующей полостью, литьевую машину, содержащую цилиндр для термопластичного материала, снабженный соплом, подвижный поршень, выполненный с возможностью размещения в цилиндре, при этом литьевая машина выполнена подвижной с возможностью перемещения для сопряжения сопла с пресс-формой, а площадь поперечного сечения цилиндра больше максимальной площади поперечного сечения формообразующей полости. Сопло выполнено конусообразным, а в пресс-форме выполнено конусообразное углубление для сопряжения с соплом. Литьевая машина зафиксирована с возможностью перемещения на стойках при помощи пружин.
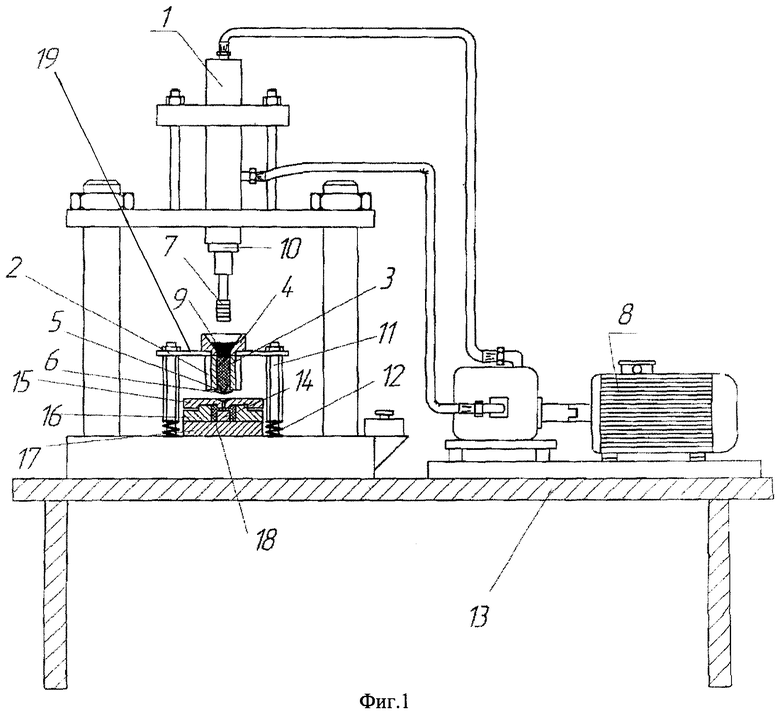
Изобретения поясняются чертежом, на котором приведена блок-схема предлагаемого устройства, где
1 - литьевая машина;
2 - цилиндр;
3 - нагревательный элемент;
4 - загрузочный бункер;
5 - сопло;
6 - выпускное отверстие;
7 - поршень;
8 - силовой агрегат;
9 - подвижный шток;
10 - термопластичный материал;
11 - стойка;
12 - пружина;
13 - основание.
14 - пресс-форма;
15 - пуансон;
16 - формообразующий элемент;
17 - матрица;
18 - формообразующая полость;
19 - крышка;
20 - литник.
Заявляемая группа изобретений включает способ получения формованных изделий из термопластичного материала и устройство для осуществления способа.
Предложенное устройство содержит литьевую машину, закрепленную над пресс-формой с возможностью вертикального перемещения до контакта с ней для обеспечения закрытия пресс-формы и точной дозировки пластифицированной тепловым воздействием пластмассы.
Литьевая машина 1 содержит полый цилиндр 3 с нагревательным элементом 2 (например, электронагревателем, расположенным с внешней стороны цилиндра), поршень 7, выполненный с возможностью размещения в полости цилиндра и соединенный с силовым агрегатом 8, предназначенным для перемещения поршня 7 в вертикальном направлении. Цилиндр 3 снабжен загрузочным бункером 4 в верхней части, предназначенным для размещения гранулированного термопластичного материала 9 для получения формованных изделий. Поршень 7 закреплен на подвижном штоке 10 силового агрегата 8 (например, штоке гидро- или пневмоцилиндра, либо зубчатой рейке линейной механической передачи), предназначенном для перемещения поршня 7 в вертикальном направлении с усилием, необходимым для обеспечения давления литья, при этом в исходном положении поршень 7 расположен над загрузочным бункером 4 для обеспечения зазора, достаточного для прохождения гранулированного термопластичного материала 9 из загрузочного бункера 4 в полость цилиндра 3. Нижняя часть цилиндра (сопло) 5 выполнена в форме выступающего конуса с выпускным отверстием 6 в центре. Литьевая машина 1 закреплена на двух вертикальных стойках 11 с возможностью перемещения вдоль них и в исходном положении удерживается в верхней их части с помощью пружин 12, при этом стойки 11 и силовой агрегат 8 неподвижно закреплены на основании 13. В рабочем положении литьевая машина 1 расположена в нижней части стоек 11.
Под литьевой машиной 1 на основании 13 выполнено посадочное место для расположения пресс-формы 14. Пресс-форма 14 содержит расположенные друг на друге с возможностью фиксации от смещения в горизонтальной плоскости: пуансон 17, выполненный с возможностью фиксации в горизонтальной плоскости на посадочном месте основания, а также с возможностью размещения при необходимости на пуансоне 17 формообразующих элементов; матрицу 16, в которой выполнена по крайней мере одна формообразующая полость 18; крышку с литником 15. Литник представляет собой отверстие, соответствующее выпускному отверстию 6 в нижней части цилиндра 3, при этом верхняя часть отверстия выполнена конусной для плотного сопряжения с соплом 5 литьевой машины 1 при ее рабочем положении. Пресс-форма 14 может содержать и другие составные элементы в зависимости от сложности и количества формуемых изделий.
Важным условием в конструкции устройства для достижения технического результата является соотношение площади поперечного сечения цилиндра литьевой машины и максимальной суммарной площади поперечного сечения всех формообразующих полостей в матрице, а именно площадь поперечного сечения цилиндра превышает площадь поперечного сечения всех полостей для обеспечения автоматического закрывания пресс-формы.
Возможен вариант выполнения устройства с применением подвижной пресс-формы, например путем расположения пресс-формы на регулируемой по высоте части основания, для обеспечения возможности исходного расположения литника на минимальном расстоянии от сопла. Также возможно начальное расположение поршня внутри цилиндра, при этом для подачи гранулированного материала либо предварительно расплавленной массы в цилиндре предусмотрено боковое отверстие, в которое материал подают при помощи шнека. Помимо вертикального расположения элементов литьевой машины возможно последовательное размещение силового агрегата со штоком и поршнем, цилиндра, пресс-формы в горизонтальной плоскости.
Заявляемое устройство для получения формованных изделий из термопластичных материалов литьем под давлением работает следующим образом. Вначале включают питание нагревательного элемента, в результате чего нагревают цилиндр до температуры, превышающей температуру плавления гранул из термопластичного материала; находящийся в полости цилиндра материал от нагрева расплавляется до однородной вязкой массы. В это время последовательно собирают пресс-форму - устанавливают на пуансоне формообразующие элементы (например, стержни) и матрицу, сверху устанавливают крышку, а затем пресс-форму располагают под литьевой машиной на посадочном месте основания; при этом пресс-форма остается легкоразборной - ее составные элементы беспрепятственно отделяются друг от друга при смещении в вертикальном направлении.
После этого приводят в действие силовой агрегат, выдвигающий подвижный шток и опускающий поршень в цилиндр. Опускающийся поршень перекрывает зазор между загрузочным бункером и полостью цилиндра, а затем сжимает расплавленную массу в цилиндре, вследствие чего давление внутри цилиндра поднимается до тех пор, пока не станет достаточным для сжатия пружин, после этого давление сохраняется на одном уровне, а цилиндр перемещается вместе с поршнем вниз вдоль стоек, сжимая пружины, до упора соплом в коническую часть литника. Такое перемещение цилиндра возможно в связи с тем, что небольшого поднятия давления недостаточно для выдавливания расплавленной массы с высокой вязкостью через выпускное отверстие малого диаметра за очень короткий промежуток времени движения цилиндра до пресс-формы. В результате контакта с литьевой машиной пресс-форма оказывается запертой между цилиндром и основанием, движение цилиндра прекращается, а поршень продолжает свое движение под действием подвижного штока силового агрегата.
Движущийся поршень сжимает расплавленную массу сильнее, повышая внутри нее давление до значения, достаточного для выдавливания массы из выпускного отверстия, что приводит к впрыскиванию термопластичной массы через литник в полость матрицы до полного ее заполнения. При этом заполненная пресс-форма не раскрывается под действием давления жидкой массы внутри в связи с тем, что площадь поперечного сечения цилиндра превышает сумму максимальных площадей всех полостей в матрице. Это объясняется тем, что давление расплавленной массы внутри цилиндра и в полости матрицы одинаковое, однако по определению Р=F/S, следовательно, силы F=Р S, действующие на крышку пресс-формы сверху и снизу, имеют разное значение, пропорциональное площади соприкосновения жидкости с крышкой (сила, действующая на крышку сверху, равна силе, оказываемой жидкостью на нижнее дно цилиндра, в связи с наличием жесткого контакта между крышкой и цилиндром). Таким образом, исключена необходимость использования запирающих устройств пресс-формы, так как сила прижима крышки всегда, при любом давлении в расплавленной термопластичной массе, больше силы, стремящейся раскрыть пресс-форму.
После полного заполнения полости матрицы пластичной массой движение жидкости из цилиндра через литник прекращается, из-за наличия рассеяния тепла через крышку расплавленная масса остывает и кристаллизуется (перемерзает), закрывая выход жидкости через литник. Однако давление литьевой машины на пресс-форму сохраняют, пока вся находящаяся в пресс-форме пластичная масса не затвердеет. Затем выключают силовой агрегат и поднимают поршень вверх, давление внутри цилиндра падает, и под действием пружин он поднимается в исходное положение, освобождая пресс-форму. После этого снимают крышку и удаляют застывший термопластичный материал из литника, также отделяют матрицу от пуансона и извлекают готовое изделие из формообразующей полости. Устройство вновь готово к работе, весь процесс повторяют.
Способ изготовления изделий из термопластичных материалов литьем под давлением, отличительной особенностью которого является этап самозакрывания пресс-формы, заключается в следующем. Вначале расплавляют термопластичный материал, например, непосредственно в литьевой машине путем его нагрева в цилиндре при помощи нагревательного элемента. Затем создают давление в расплавленном материале в литьевой машине, например, опуская в цилиндр поршень соответствующего диаметра. Используя тот факт, что в жидкости давление действует равномерно во всех направлениях, передают усилие от поршня к цилиндру, тем самым, перемещая литьевую машину до контакта с неподвижной пресс-формой. Увеличивают давление в расплавленном материале в литьевой машине, продолжая воздействовать поршнем на расплавленный материал, в то время как цилиндр теряет способность перемещаться далее после возникновения контакта с пресс-формой, вследствие чего происходит впрыск расплавленного материала из литьевой машины в пресс-форму. При этом обеспечивают автоматическое запирание пресс-формы при контакте с литьевой машиной за счет превышения силы сжатия пресс-формы, создаваемой давлением расплавленного материала в литьевой машине, над силой раскрытия пресс-формы, создаваемой давлением расплавленного материала в пресс-форме. Это возможно при превышении площади цилиндра, на которую воздействует находящийся в ней жидкий материал в направлении перемещения поршня, над площадью пресс-формы, на которую воздействует находящийся в ней жидкий материал в направлении, противоположном перемещению поршня. Сохраняют давление постоянным в течение определенного времени, достаточного для застывания материала в пресс-форме, после чего опускают давление в расплавленном материале в литьевой машине, перемещая поршень из цилиндра. Затем перемещают литьевую машину от пресс-формы, освобождая ее, и извлекают готовое изделие из пресс-формы.
Был изготовлен действующий образец заявляемого устройства, осуществляющего при работе заявляемый способ, что подтвердило промышленную применимость решения. Преимуществом предлагаемых решений является расширение номенклатуры изделий, быстрая перенастройка на новое изделие, уменьшение сроков освоения изделий, возможность изготовления малых и больших серий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА И СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2005 |
|
RU2362676C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2582713C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК И ПОЛИМЕРОВ | 2014 |
|
RU2577280C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| ШНЕК И СПОСОБ ЛИТЬЕВОГО ФОРМОВАНИЯ МЕТАЛЛА | 2008 |
|
RU2466824C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛАСТИЧЕСКИХ МАТЕРИАЛОВ | 2006 |
|
RU2378114C1 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |
Группа изобретений относится к литьевому производству, а именно к литью под поршневым давлением, и может быть использовано для изготовления постоянных магнитов или других изделий из термопластов, преимущественно малых размеров. Технический результат заключается в обеспечении автоматического запирания пресс-формы при упрощении конструкции и в увеличении производительности. В способе обеспечивают автоматическое запирание пресс-формы при контакте с литьевой машиной за счет превышения силы сжатия пресс-формы, создаваемой давлением расплавленного материала в литьевой машине, над силой раскрытия пресс-формы, создаваемой давлением расплавленного материала в пресс-форме. Устройство для изготовления изделий из термопластичных материалов литьем под давлением включает пресс-форму с, по крайней мере, одной формообразующей полостью, литьевую машину, содержащую цилиндр для термопластичного материала, снабженный соплом, подвижный поршень, выполненный с возможностью размещения в цилиндре. При этом литьевая машина выполнена подвижной с возможностью перемещения для сопряжения сопла с пресс-формой. Площадь поперечного сечения цилиндра больше максимальной площади поперечного сечения формообразующей полости пресс-формы. 2 н. и 2 з.п. ф-лы, 1 ил.
1. Способ изготовления изделий из термопластичных материалов литьем под давлением, характеризующийся тем, что создают давление в расплавленном материале в литьевой машине, перемещают литьевую машину до контакта с пресс-формой под действием созданного давления, осуществляют впрыск расплавленного материала из литьевой машины в пресс-форму, при этом обеспечивают автоматическое запирание пресс-формы при контакте с литьевой машиной за счет превышения силы сжатия пресс-формы, создаваемой давлением расплавленного материала в литьевой машине, над силой раскрытия пресс-формы, создаваемой давлением расплавленного материала в пресс-форме, опускают давление в расплавленном материале в литьевой машине, перемещают литьевую машину от пресс-формы и извлекают готовое изделие из пресс-формы.
2. Устройство для изготовления изделий из термопластичных материалов литьем под давлением, характеризующееся тем, что оно включает пресс-форму с, по крайней мере, одной формообразующей полостью, литьевую машину, содержащую цилиндр для термопластичного материала, снабженный соплом, подвижный поршень, выполненный с возможностью размещения в цилиндре, при этом литьевая машина выполнена подвижной с возможностью перемещения для сопряжения сопла с пресс-формой, а площадь поперечного сечения цилиндра больше максимальной площади поперечного сечения формообразующей полости.
3. Устройство по п.2, характеризующееся тем, что сопло выполнено конусообразным, а в пресс-форме выполнено конусообразное углубление для сопряжения с соплом.
4. Устройство по п.2, характеризующееся тем, что литьевая машина зафиксирована с возможностью перемещения на стойках при помощи пружин.
| Роторная машина для литья пластмасс под давлением | 1990 |
|
SU1717388A1 |
| ЗАВГОРОДНИЙ В.К | |||
| МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПЕРЕРАБОТКИ ПЛАСТИЧЕСКИХ МАСС | |||
| - М.: Машиностроение, 1964, с.242-244, фиг.136, с.246, 280-281, фиг.160 | |||
| ШВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.102-106, рис.8.2, 109-110 | |||
| RU 96121116 А, 20.01.1998 | |||
| ДИТИОАЦЕТИЛГИДРАЗОН α -КАМФОРХИНОНА, ПРОЯВЛЯЮЩИЙ ПРОТИВОГИПОКСИЧЕСКУЮ АКТИВНОСТЬ | 1984 |
|
SU1166473A1 |
| US 2881477 A, 14.04.1959 | |||
| US 4539171 A, 03.09.1985. | |||

