Изобретение относится к производству пневматических шин, а именно к технологии вулканизации покрышек.
Известен способ вулканизации покрышек пневматических шин, при котором покрышку, размещенную в пресс-форме форматора-вулканизатора, обогревают в течение цикла вулканизации с внутренней и внешней сторон.
Внешний обогрев производят путем подачи пара в паровую камеру с одновременным отводом из нее конденсата. С внутренней стороны обогрев осуществляют подачей теплоносителя в диафрагму [1]
Использование для обогрева покрышек с внутренней стороны пара ограничено покрышками, имеющими относительно небольшую длительность вулканизации. Это легковые и небольшие сельхозпокрышки. Использование пара при обогреве с внутренней стороны грузовых и крупных сельхозпокрышек может привести к их перевулканизации.
Это связано с тем, что уже при минимально допустимом давлении пара по условиям прессования покрышки пар имеет температуру на уровне 195o C и без сокращения длительности вулканизации использование пара с такой температурой вызвало бы перевулканизацию внутренней поверхности покрышки, контактирующей с диафрагмой.
Сократить режим было бы возможно при одновременном увеличении температуры обогрева с внешней стороны. Однако непосредственное увеличение температуры покрышки с внешней стороны за счет использования пара с более высокой температурой вызовет перевулканизацию поверхности покрышки, контактирующей с пресс-формой, за время пока прогреется до заданной температуры наименее прогреваемая зона покрышки (как правило, эта зона брекер-протектор).
Кроме того, непрерывный отвод конденсата сопряжен с большими потерями пара через конденсатоотводчики (так называемый "пролетный" пар), которые в условиях шинного производства, как правило, работают неудовлетворительно ввиду попадания под клапан мелких выпрессовок, неулавливаемых фильтрами.
Наиболее близким из известных является способ вулканизации покрышек пневматических шин, при котором покрышку в пресс-форме, находящейся в паровой камере форматора-вулканизатора, обогревают в течение цикла вулканизации с внутренней и внешней сторон путем подачи пара в паровую камеру в тупик с температурой насыщения, соответствующей минимальной температуре вулканизации поверхности покрышки (т. е. определенной расчетно-экспериментальным путем температуры поверхности покрышки в течение всего цикла вулканизации) [2]
В известном способе пар в паровую камеру подают в тупик в течение практически всего цикла вулканизации. Тупиковая подача пара в паровую камеру в принципе исключает потери с "пролетным" паром.
Однако повышать температуру обогрева покрышки с внешней стороны при таком способе сколько-нибудь существенно нельзя. Это вызвало бы перевулканизацию и соответствующее ухудшение свойств покровных резин, в частности снижение износостойкости протектора.
Кроме того, относительно невысокая температура обогрева покрышки с внешней стороны и соответственно относительно невысокий тепловой поток к покрышке не обеспечивают достаточного затекания резины между нитями металлокорда и проникновения резины в резину из контактирующих слоев покрышки, что отрицательно сказывается на качестве шин.
Недостатком способа является также значительный перегрев поверхности покрышки, контактирующей с пресс-формой, что также ухудшает качество покрышки.
Еще одним недостатком является малая экономичность процесса ввиду того, что потребление пара в паровой камере и связанные с этим его потери через уплотнения происходят в течение всего цикла вулканизации. При этом в конце цикла, перед открытием пресса, весь пар, оставшийся в паровой камере, стравливается в атмосферу.
Технический результат предлагаемого изобретения заключается в уменьшении расхода пара при вулканизации, повышении качества и сокращении длительности вулканизации покрышек.
Это достигается тем, что подачу пара в паровую камеру производят в течение периода, равного 0,3 0,5 заданного времени вулканизации от начала цикла, при этом температуру обогрева пресс-формы поддерживают на 5 12oC выше номинальной температуры вулканизации поверхности покрышки.
Способ осуществляется следующим образом.
После формования покрышки и закрытия форматора-вулканизатора в диафрагму подают пар для обогрева и прессования покрышки с внутренней стороны, а через определенное время, например через 5 минут, подают пар в паровую камеру. Подачу пара в паровую камеру производят в тупик. Температуру насыщения пара выбирают на 5 12oC выше номинальной температуры вулканизации поверхности покрышки. При этом пресс-форма нагревается до той же температуры. Через 0,30 - 0,5 заданного времени вулканизации от начала цикла подачу пара в паровую камеру прекращают, оставшийся в ней пар оказывается запертым. Происходит его "свободная" конденсация, т.е. конденсация без подачи новой порции пара или отвода части отработанной пароконденсатной смеси.
Пример реализации описываемого и известного способов приведен на чертеже где даны следующие обозначения:
ABC, A'B'C'D' период обогрева пресс-формы в паровой камере путем подачи в нее пара в "тупик" в предлагаемом и известном способах;
CD период "свободной" конденсации пара в паровой камере (подача пара прекращена) в предлагаемом способе;
DE, C'D' стравливание пароконденсатной смеси из паровой камеры в предлагаемом и известном способах.
Сокращение времени подачи пара в предлагаемом способе уменьшает его расход на процесс вулканизации. Кроме того, становится возможным использовать для обогрева пресс-формы пар с большей температурой, т.к. время воздействия этой (высокой) температуры в 2 3 раза меньше, чем в известном способе.
При "свободной" конденсации пара в паровой камере его давление постепенно падает, а температура насыщения соответствующим образом уменьшается, причем резкого падения, как в известном способе при стравливании пара в конце цикла вулканизации, не происходит, что обеспечивает достижение достаточной степени вулканизации в слоях покрышки.
Большая температура обогрева со стороны формы обеспечивает больший темп нагрева в наименее прогреваемой (лимитирующей) зоне покрышки, что соответствующим образом сокращает общую длительность вулканизации и делает возможным при вулканизации относительно крупных покрышек (грузовых и сельскохозяйственных) использовать для обогрева с внутренней стороны пар вместо перегретой воды, что дополнительно увеличивает темп нагрева и резко сокращает расход энергии на процесс вулканизации.
В случае уменьшения периода подачи пара до менее чем 0,3 заданного времени вулканизации и превышения температуры обогрева над номинальной более чем на 12oC возрастает процент брака покрышек по дефекту "пузырь" под бортом и "пузырь" по углу каркаса. При увеличении периода подачи пара более чем 0,5 заданного времени вулканизации и превышении температуры обогрева над номинальной менее чем 5o C эффект увеличения прочности связи резины с металлокордом и повышения износостойкости протектора незначителен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вулканизации покрышек пневматических шин | 1989 |
|
SU1650454A1 |
| Установка для вулканизации покрышек пневматических шин | 1983 |
|
SU1090580A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| Способ вулканизации покрышек | 1986 |
|
SU1475809A1 |
| Способ обогрева пресс-форм для вулканизации покрышек пневматических шин и устройство для его осуществления | 1988 |
|
SU1500488A1 |
| Способ восстановления металлической арматуры резинотехнических изделий | 1991 |
|
SU1813044A3 |
| Устройство для неразрушающего контроля резиновых изделий | 1984 |
|
SU1243952A1 |
| Способ вулканизации пневматических шин | 1990 |
|
SU1781058A1 |
| Способ изготовления покрышек пневматических шин | 1985 |
|
SU1326433A1 |
| Устройство для вулканизации покрышек пневматических шин | 1990 |
|
SU1763215A1 |
Использование: производство пневматических шин. Сущность изобретения: при вулканизации покрышки в пресс-форме, находящейся в паровой камере форматора-вулканизатора, покрышку обогревают в течение цикла вулканизации с внутренней и внешней сторон путем подачи пара в паровую камеру в "тупик". Температуру насыщения пара выбирают на 5 - 12oC выше номинальной температуры вулканизации поверхности покрышки. При этом пресс-форма нагревается до этой же температуры. Пар подают в течение периода, равного 0,3 - 0,5 заданного времени вулканизации от начала цикла. Затем подачу пара в паровую камеру прекращают. Находящийся в ней пар оказывается запертым. Происходит его конденсация, и температура насыщения плавно падает. В результате достигается оптимальная степень вулканизации во всех слоях покрышки. 1 ил.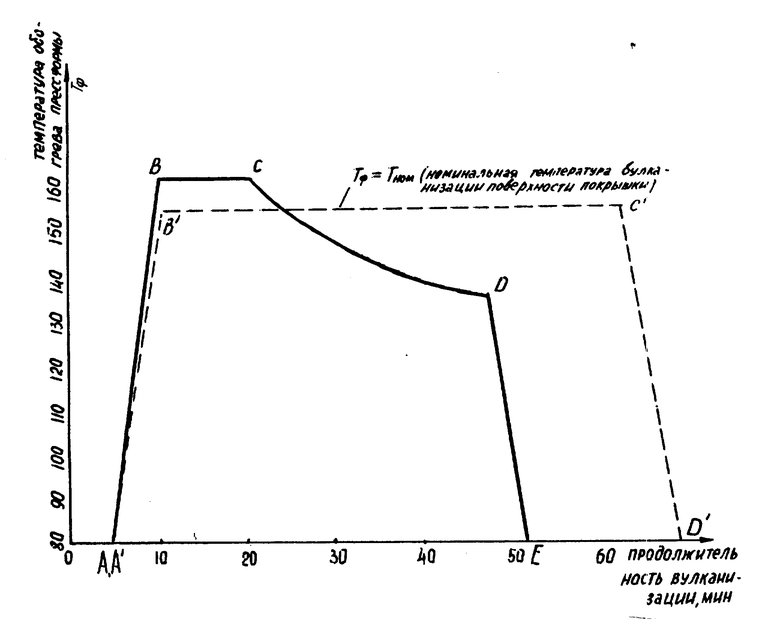
Способ вулканизации покрышек пневматических шин, при котором покрышку в пресс-форме, находящейся в паровой камере форматора-вулканизатора, обогревают в течение цикла вулканизации с внутренней и внешней сторон, при этом с внешней стороны путем подачи пара в паровую камеру в "тупик" с температурой насыщения, соответствующей заданной температуре вулканизации поверхности покрышки, отличающийся тем, что подачу пара производят в течение периода, равного 0,3 0,5 заданного времени вулканизации от начала цикла, при этом температуру пресс-формы поддерживают на 5 12oС выше номинальной температуры вулканизации поверхности покрышки.
| CS, патент, 140661, кл.B 29H 5/02, 1971 | |||
| Способ обогрева пресс-форм для вулканизации покрышек пневматических шин и устройство для его осуществления | 1988 |
|
SU1500488A1 |

