Уровень техники.
Предлагаемое изобретение относится к прозводству листового стекла флоат-методом и может быть использовано на флоат-установках.
Известны способы производства ленты стекла с толщиной, большей равновесной, путем ограничения растекания стекломассы в поперечном направлении, фиксации полученной толщины за счет охлаждения, перемещения ленты путем создания тянущего усилия различной конструкции бортоудерживающих машин, рольганга печи отжига (патент Великобритании 127094 МКИ С 03 B 18/02, патент CША 4013438 МКИ С 03 В 18/02, патент Великобритании 1270933 МКИ С 03 В 18/02, SU 1097189 - прототип).
Ограничение поперечного растекания стекломассы производится при использовании ограничительных элементов, выполненных из несмачиваемого материала.
Недостатком этих способов является то, что бортовые участки ленты стекла, касаясь ограничителей, отстают от центральной части, и это приводит к нежелательной разнотолщинности и снижает оптические показатели.
Другим недостатком этих способов является то, что лента стекла подвергается только тянущему усилию, а это снижает технологические возможности по регулированию толщины.
Сущность изобретения.
Предлагаемое изобретение устраняет перечисленные недостатки. Это достигается тем, что не используются бортовые ограничители, а толщина регулируется, помимо тянущего усилия, еще и усилием сжатия по оси ленты. Для этого создается участок ленты, ограниченный по длине, по крайней мере, двумя парами бортоудерживающих машин. Первая пара машин за счет тянущего усилия осуществляет перемещение формуемой ленты стекла от сливного лотка. При этом формуется плоскопараллельная лента с толщиной, зависящей от температуры и скорости машин. Поверхностные слои ленты постепенно охлаждаются, и при подходе к 1 паре машин растекание должно завершиться. После контакта с бортовыми роликами - траками (охлаждаемыми деталями бортоудерживающих машин) у краев ленты появляется более холодная полоса, еще больше ограничивающая растекание. Вторая пара машин должна работать с линейной скоростью, меньшей, чем скорость 1 пары бортоудерживающих машин. Между 1-ой парой и 2-ой парой создается осевое усилие, сжимающее ленту. Лента стекла несколько расширится и увеличит толщину. При этом как установлено, более существенно увеличение толщины. Бортовые ролики (особенно траки) могут быть развернуты под небольшим углом к оси ленты и создавать тем самым дополнительное усилие сжатия внутрь ленты. Далее рольгангом печи отжига ленту стекла постепенно продвигают и одновременно охлаждают, удаляя из ванны расплава со скоростью, предпочтительно равной скорости 2-ой пары бортоудерживающих машин или близкой к ней.
Такой вариант технологического процесса обеспечивает высокое качество стекла и более точную регулировку толщины, так как бортовые участки ленты не касаются никаких деталей, расширены технологические возможности по регулированию толщины.
Перечень фигур чертежей.
Фиг.1 - вид в плане установки по предлагаемому изобретению.
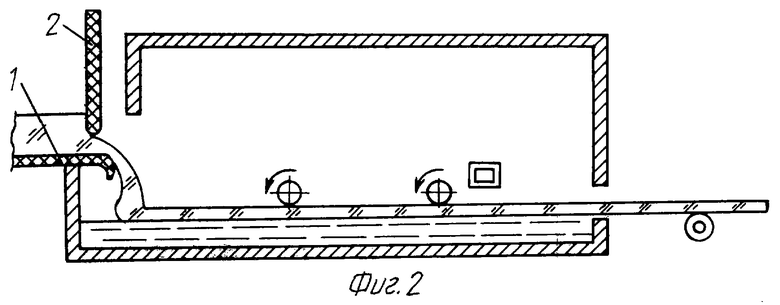
Фиг.2 - продольный разрез установки.
Сведения, подтверждающие возможность осуществления изобретения.
Стекломассу из сливного лотка 1 сливают в ванну расплава 3. Ее количество регулируется шибером 2. Далее стекломасса растекается по расплаву олова 6 в ванне. Ее растекание в стороны ограничивается рестрикторами 4 и тянущим усилием 1-ой пары бортоудерживающих машин 7. До подхода к 1-ой паре машин стекломасса формуется в ленту стекла 5 и оставляется до температуры ~ 930oС.
По прибортовым участкам ленты в местах контакта с деталями бортоудерживающих машин образуются полосы, температура которых еще ниже и они ограничивают растекание ленты в стороны. Линейную скорость бортоудерживающих машин 8 устанавливают меньшей, чем скорость 1-ой пары машин, чем создают на участке ленты между ними усилие сжатия. Лента стекла увеличит ширину и, в большей степени, толщину до заданного значения.
После выхода ленты стекла за пределы 2-ой пары машин ленту вытягивают со скоростью, предпочтительно равной скорости 2-ой пары машин рольгангом печи отжига 10, понижая ее температуру с использованием холодильника 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2186741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2238917C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
Использование: для производства флоат-стекла. Способ производства листового стекла с толщиной, большей равновесной, включает охлаждение прибортовых участков плоскопараллельной ленты стекла, осуществляется бортоудерживающими механизмами с последующим сжатием ленты между, по крайней мере, двумя парами таких механизмов. Вторая пара механизмов работает с линейной скоростью меньшей, чем скорость первой пары. Технический результат изобретения - высокое качество стекла за счет более точной регулировки его толщины. 2 ил.
Способ изготовления листового стекла с толщиной, большей равновесной, флоат - методом, включающий формование плоскопараллельной ленты и охлаждение ее прибортовых участков бортоудерживающими механизмами, отличающийся тем, что ленту стекла после охлаждения прибортовых участков сжимают усилием, по крайней мере, двух пар бортоудерживающих механизмов, причем вторая пара механизмов работает с линейной скоростью меньшей, чем скорость первой пары механизмов.
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| Способ изготовления декоративного листового стекла | 1973 |
|
SU467040A1 |
| US 4361431 А, 30.11.1982 | |||
| Гаситель угловых колебаний | 1987 |
|
SU1421910A1 |
| US 3661548 А, 09.05.1972. | |||

