Изобретение относится к металлургии, в частности к вакуумной термической обработке прецизионных деталей из тугоплавких металлов и керамики применительно к энергетическим установкам и узлам электрических реактивных двигателей малой тяги для работы в космосе.
Известен способ изготовления и термической обработки катодных узлов из молибденовых сплавов, включающий вакуумный отжиг и ионноплазменное напыление или газохимическое осаждение нитрида титана или нитрида циркония на механически обработанные и полированные в электролитной плазме рабочие поверхности (Электродная обработка материалов, АН Молдовы, г.Кишинев, 1992, N 2, с 71-72).
Цель изобретения повышение ресурса работы деталей катодного узла в условиях высокотемпературного контактно-диффузионного взаимодействия борсодержащего эмиттера и молибденовой обоймы, а также повышение качества и снижения трудоемкости обработки.
Разработанная технология включает осаждение на внутреннюю поверхность молибденовой обоймы методом газохимического осаждения слоя нитрида циркония толщиной 10-20 мкм, а на наружную поверхность эмиттера из гексаборида лантана напыление ионно-плазменным методом слоя нитрида титана толщиной 5-7 мкм при вакуумном разогреве при 350-550oC в вакууме 10-5 мм.рт.ст. с последующим вакуумным отжигом узла в геттерной молибденовой оснастке.
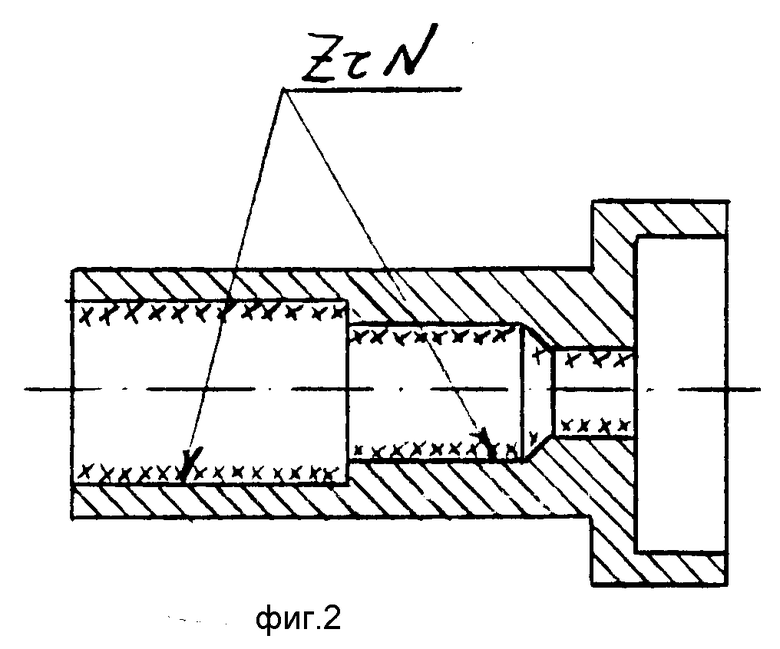
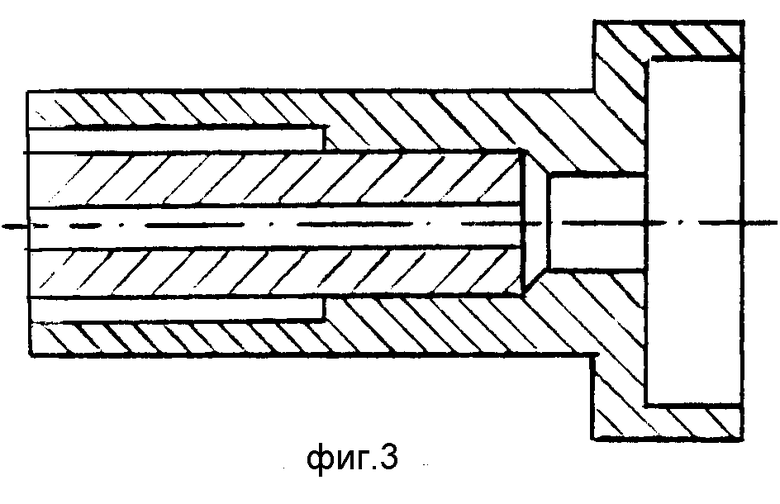
В процессе выбранной схемы изготовления и обработки обоймы и эмиттера на контактирующих поверхностях эмиттера (фиг. 1) и обоймы (фиг. 2) формируется два барьерных слоя, которые препятствуют контактному диффузионному борированию стенок молибденовой обоймы и исключает ее охрупчивание и разрушение при обработке катода. При этом рабочий канал эмиттера свободен от покрытия (фиг. 3), обеспечивается свободный проход рабочего тела при лучших эмиссионных свойствах эмиттера. Оба покрытия имеют высокие температуры плавления 2900-3200oC, согласованные коэффициенты линейного термического расширения, барьер нитрида титана по нитриду циркония эффективен при температурах около 1800oC, предотвращает охрупчивание обоймы, повышается ресурс работы узла в 1,4-1,7 раза.
Способ практически осуществлен при изготовлении и обработке катодов двигателей малой тяги М-70, М-100 для космических летательных аппаратов, в частности спутника "Галс". Обоймы изготовлялись из молибденовых сплавов ЦМ-10 по ТУ 14-1-296288 и МИ-5 по ТУ 14-1-3372-82, эмиттеры из гексаборида лантана по ТУ 06-373-84Укр.
Для напыления нитрида титана использовали установки ионноплазменного напыления МИР-2, УИПН-3, осаждение нитрида циркония проводили на установке УХГО-1, обработку в электролитной плазме проводили на установке УХТО-5М, вакуумный отжиг проводили в колпаковых печах СГВ-2.4/15.
Пример
Обоймы катода-компенсатора электрического реактивного двигателя малой тяги М-100, изготовленные из сплава ЦМ-10 после механической обработки с классом чистоты Pa= 0,60 мкм, напылению нитридом циркония методом ХГФО с образованием на стенке внутреннего канала слоя толщиной 20 мкм, а на наружную поверхность эмиттеров из IaB6 напыляли в вакууме 10-5 мм.рт.ст. при температуре 350oC слой нитрида титана 7 мкм.
Вакуумный отжиг в собранном состоянии проводили при температуре 1250oC в течение 20 мин в геттерной корзине из молибденовой ленты.
В результате обработки по предложенной технологии образована конструкционная пара с высоким ресурсом и надежностью работы, суммарное время работы повысились до 2230 ч или в 1,5 раза выше, чем при изготовлении и обработке по известной технологии.
Исключено преждевременное охрупчивание обоймы за счет борирования на глубину до 50 мкм. Суммарная трудоемкость обработки сократилась на 35% улучшен класс чистоты рабочих поверхностей деталей, улучшена технологичность узла при сборке.
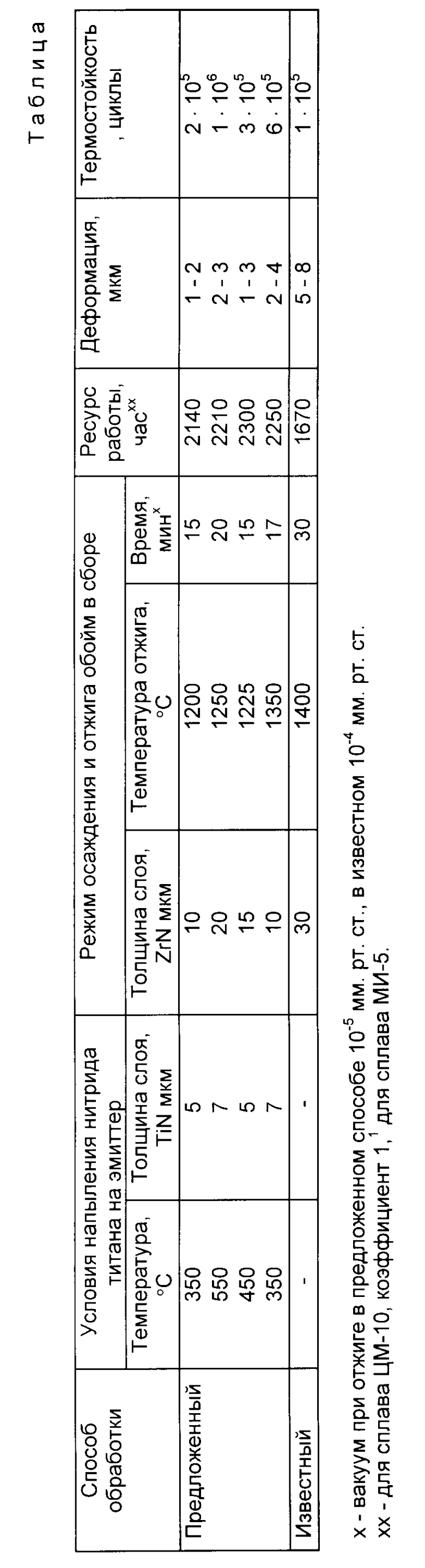
В таблице приведены сравнительные характеристики деталей катода типа КН-3 при изготовлении и обработке по разработанному и известному режимам.
Как показали всесторонние испытания двигателей малой тяги, новые условия изготовления и обработки приемлемы для нескольких модификаций изделий и существенно повышают эксплуатационные характеристики двигателей при минимальных затратах на оборудование и вспомогательные материалы.
Способ изготовления и термической обработки катодного узла, состоящего из обоймы и эмиттера, включает напыление слоя нитрида титана на керамический эмиттер, выполненный из гексаборида латана толщиной 5-7 мкм, и нанесение нитрида циркония на канал молибденовой обоймы слоем 10-20 мкм, а также вакуумный отжиг эмиссионного узла с регламентированной скоростью нагрева и охлаждения. Способ технологичен и позволяет в 2,5 раза увеличить ресурс работы эмиссионного узла, исключает преждевременное разрушение обоймы. 5 з.п. ф-лы, 1 табл., 3 ил.
| Электронная обработка материалов, Кишинев, N 2, 1992, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
