Изобретение относится к станкостроению, в частности к оснастке, используемой для точного направления режущего инструмента типа сверл, разверток и т.п. при выполнении или обработке глубоких отверстий.
Известные направляющие (кондукторные) втулки, выполненные монолитными из высокопрочного износостойкого материала, крепятся в стойке станка или в рабочем торце сверлильной головки, внутри которой расположен подвижный в осевом направлении шпиндель [1]
Основным недостатком таких направляющих втулок является их высокая стоимость, обусловленная высокой стоимостью самого материала втулок и его обработки. Другим существенным недостатком таких втулок является необходимость замены всей втулки после допустимого износа направляющей поверхности у ее рабочего торца. Указанные недостатки существенно отражаются на стоимости самих втулок и обработки изделий.
Известна направляющая втулка, содержащая металлический корпус и размещенную в нем у рабочего торца сменную вставку в форме кольца или полого цилиндра из высокопрочного износостойкого материала, которая и является направляющим элементом для инструмента [2]
Однако и такие втулки не лишены определенных недостатков. Принятое выполнение вставки как сменного элемента не обеспечивает необходимую плотность и жесткость соединения вставки с корпусом втулки по поверхностям их контакта. При использовании технологической среды (СОЖ), подаваемой в зону резания под давлением через канал на внешней поверхности инструмента и зазор между сменной вставкой и стеблем инструмента, возможна протечка среды через неплотности по контактным поверхностям в соединении корпуса и вставки, недопустимое падение рабочего давления СОЖ в зоне резания и невозможность нормальной обработки изделия. В определенной степени этому способствует ограниченная высота вставки, хотя с экономической точки зрения это ограничение и оправдано. Выполнение уплотнительного элемента на торце корпуса втулки за пределами сменной вставки частично устраняет этот недостаток и обеспечивает поддержание рабочего давления СОЖ. Однако использование такого уплотнения возможно при достаточной опорной поверхности на изделии вокруг выполняемого отверстия. При сверлении отверстий в стержнях, например, при изготовлении ружейных стволов, а также при изготовлении трубных решеток для плотных пучков труб различных теплообменников такой опорной поверхности может не оказаться. Кроме того, даже при незначительном отклонении головки сверла и слабом сцеплении сменной вставки с корпусом направляющей втулки не исключается поворот или даже вращение сменной вставки в корпусе втулки самим сверлом, что приведет к полному нарушению прочности и плотности соединения вставки с корпусом втулки и к ускоренному износу контактной поверхности главным образом корпуса втулки, т.е. конструкция втулки не обеспечивает надежность и долговечность ее эксплуатации.
Наиболее близкой по своей технической сути является известная кондукторная втулка, содержащая корпус, выполненный из двух соосно расположенных и соединенных по резьбе частей в виде нажимной гайки и штуцера, между которыми размещена кольцевая вставка. Корпус выполнен с направляющим отверстием для инструмента [3]
Недостатком известной кондукторной втулки является то, что при выполнении или обработке любых отверстий установленная в накидной гайке сменная вставка от неизбежного контакта с инструментом или стружкой при обычном соединении гайки со штуцером правой резьбой будет постепенно свинчиваться вместе с накидной гайкой. Ослабление поджатия сменной вставки к торцу штуцера и появление люфта в резьбовом соединении накидной гайки со штуцером не только отразится на точности выполнения отверстия, но может привести к отклонению сверла и производственному браку либо потребуется периодическое отключение станка и подтяжка накидной гайки, что приведет к снижению производительности работ. Кроме того, при выполнении или обработке глубоких отверстий с подачей СОЖ в зону резания под требуемым давлением через каналы на внешней поверхности инструмента и/или через зазор между сменной вставкой и инструментом не обеспечивается требуемая герметичность каналов для подачи СОЖ даже при надежном прижатии торца сменной вставки к обрабатываемому изделию: отсутствие уплотнительных элементов в соединении накидной гайки со штуцером может вызвать утечку СОЖ через неплотности резьбового соединения, тем более при его ослаблении в процессе работы, а при нарушении плотности посадки сменной вставки в накидной гайке и через неплотности на их контактных поверхностях. Это приведет к нарушению режима подачи СОЖ в зону резания и условий отвода стружки, а в конечном итоге к нарушению режима обработки, снижению производительности за счет потерь времени на дополнительное обслуживание по устранению таких нарушений.
Целью изобретения является повышение эффективности и надежности направляющих втулок в процессе их эксплуатации.
Поставленная цель достигается тем, что корпус выполнен из двух соосно расположенных и соединенных по левой резьбе частей с направляющим отверстием для инструмента в виде накидной гайки и штуцера, сменная кольцевая вставка установлена в накидной гайке и опирается на внутреннюю часть кольцевой торцовой поверхности штуцера, при этом на свободной внешней торцовой поверхности штуцера размещен уплотнительный элемент, взаимодействующий с внутренней торцовой поверхностью накидной гайки между гнездом для установки сменной вставки и резьбовым участком для соединения его штуцером. Торец сменной вставки может выступать частично из гнезда в накидной гайке, в этом случае торец штуцера может быть выполнен плоским или с кольцевой расточкой от его внутренней поверхности отверстия, охватывающей часть выступающей из гнезда боковой поверхности сменной вставки, при этом глубина расточки меньше длины выступающего из гнезда в накидной гайке конца вставки на толщину уплотнительного элемента после его допустимого сжатия. При длине сменной кольцевой вставки меньше глубины гнезда для нее в накидной гайке, на торцевой поверхности штуцера выполнен кольцевой выступ от внутренней поверхности отверстия для прохода инструмента, плотно входящий в гнездо в накидной гайке до упора в торец сменной вставки, при этом высота кольцевого выступа превышает величину его захода в гнездо на толщину уплотнительного элемента после его допустимого сжатия.
Выполнение корпуса направляющей втулки из двух соосно расположенных и соединенных по резьбе частей с размещением сменной вставки в гнезде в съемной части рабочего конца корпуса в форме накидной гайки позволяет надежно зажать вставку между частями корпуса втулки и обеспечить достаточную плотность по контактным поверхностям. Соединение частей корпуса втулки с использованием левой резьбы это не только исключит самоотвинчивание рабочей части корпуса, но, напротив, обеспечит самозатягивание соединения в случае возникновения контакта съемной вставки с инструментом и повышение жесткости и плотности соединения по контактным поверхностям в любом из указанных вариантов выполнения соединения частей корпуса между собой. Установка во внутреннем кольцевом зазоре корпуса между торцевыми поверхностями его частей кольцевого уплотнительного элемента в любом заявляемом варианте соединения частей корпуса обеспечит дополнительное повышение плотности соединения корпуса направляющей втулки и сменной вставки.
На фиг. 1 изображен общий вид направляющей втулки; на фиг.2 вариант выполнения с удлиненной сменной вставкой; на фиг.3 вариант выполнения с укороченной сменной вставкой.
Корпус направляющей втулки выполнен из двух соосно расположенных и соединенных по резьбе частей. Съемная часть рабочего конца корпуса выполнена в форме накидной гайки 1 с удлиненным к заплечикам концом, в котором выполнено гнездо для установки сменной вставки 2. Часть (основание) корпуса выполнена в форме присоединительного штуцера 3, а конструкция тыльной части основания зависит от принятой конструкции узла ее крепления. В показанных вариантах она имеет форму фланца 4, в котором закреплен указанный штуцер 3. Фланец 4 может иметь направляющий (центрирующий) кольцевой выступ 5 для точной установки корпуса втулки в кондукторной плите или в сверлильной головке стакана. В показанном на фиг.1 варианте конструкции направляющей втулки торец сменной вставки 2 на рабочем конце выполнен плоским и упирается во внутреннюю кольцевую поверхность заплечиков 6, а ее тыльный конец несколько выступает из гнезда в накидной гайке 1, создавая кольцевой зазор между внутренней торцевой поверхностью накидной гайки 1 и торцом штуцера 3 с внешней стороны сменной вставки 2. В этом зазоре при сборке направляющей втулки может быть установлен кольцевой уплотнительный элемент 7 с плотным охватом внешней боковой поверхности выступающей части сменной вставки 2 и обеспечением его осевого сжатия при затяжке накидной гайки 1. Для упрощения обслуживания соединения частей и корпуса направляющей втулки, исключения самоотвинчивания накидной гайки 1 во время работы направляющей втулки без использования дополнительных деталей (например, контрогайки) целесообразно соединение частей направляющей втулки выполнить по левой резьбе во всех вариантах конструктивного выполнения втулки. Это обеспечит самозатяжку резьбового соединения при возникновении жесткого контакта сменной вставки 2 с головкой сверла (кромкой режущей пластины) или другого используемого инструмента, увеличивая осевое сжатие сменной вставки 2 между частями корпуса, жесткость и плотность закрепления вставки 2 в корпусе направляющей втулки.
К недостаткам направляющей втулки в этом варианте ее конструктивного выполнения следует отнести зазор между торцом сменной вставки 2 и обрабатываемым изделием, поскольку заплечики 6 накидной гайки 1 выступают над торцом сменной вставки 2. В процессе эксплуатации такой направляющей втулки в этот зазор может попадать стружка срезаемого металла изделия, вызывая ускоренный износ сменной вставки 2, снижая надежность и долговечность ее эксплуатации.
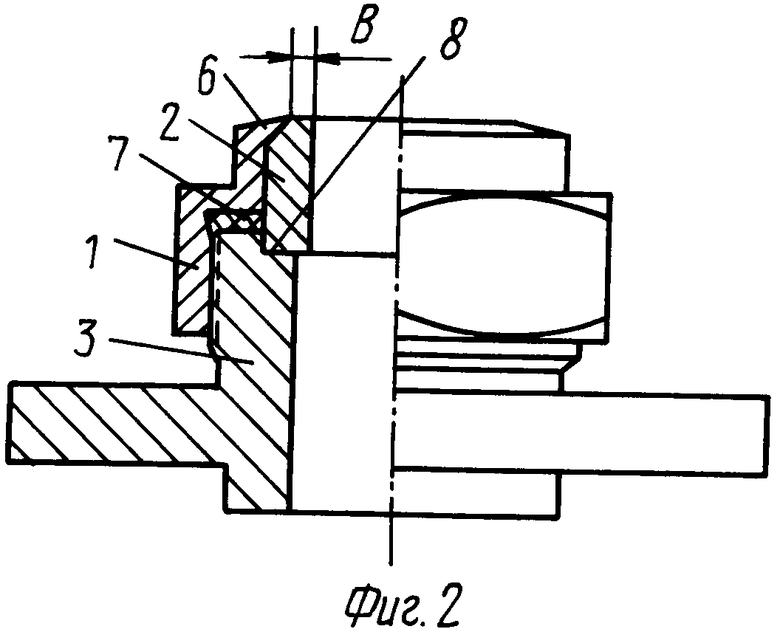
Одно из отличий направляющей втулки в показанном на фиг.2 варианте ее конструктивного выполнения заключается в том, что на торцевой поверхности штуцера 3 в основании корпуса выполнена кольцевая расточка 8 от его внутренней поверхности, которая охватывает часть выступающей из гнезда боковой поверхности сменной вставки 2, при этом глубина расточки 8 меньше длины выступающего из гнезда в накидной гайке 1 тыльного конца сменной вставки 2. Это отличие улучшает условия работы кольцевого уплотнительного элемента 7 (исключается его "закусывание" между торцами сменной вставки 2 и штуцера 3 при сборке), обеспечивает надежную точность по контактным поверхностям соединенных элементов. Другое отличие направляющей втулки по фиг.2 заключается в том, что рабочий торец сменной вставки 2 имеет опорную кольцевую поверхность шириной "b", переходящую в наружную фаску, а внутренний торец заплечиков 6 повторяет форму фаски и охватывает сменную вставку 2 по всей или большей части поверхности фаски. При этом торец накидной гайки 1 не выступает за опорную поверхность сменной вставки 2 и может быть выполнен на конус. Такое выполнение рабочего торца направляющей втулки обеспечивает достаточную прочность рабочего торца сменной вставки 2, исключает попадание стружки под опорную поверхность вставки и преждевременный ее износ. Представленное на фиг. 2 выполнение рабочего торца направляющей втулки может быть использовано в любом варианте ее выполнения в остальной части.
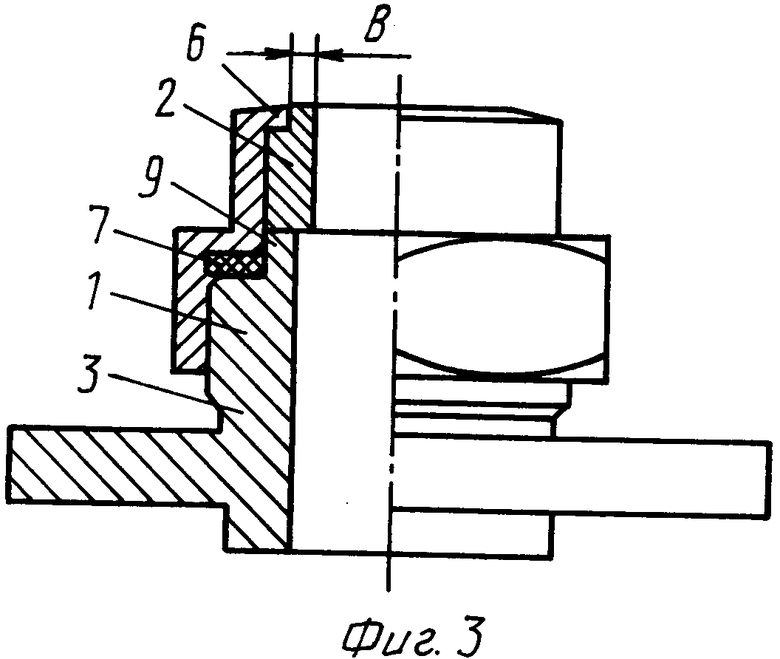
Отличие конструктивного выполнения направляющей втулки в показанном на фиг. 3 варианте заключается в том, что на торцевой поверхности штуцера 3 выполнен кольцевой выступ 9, входящий в гнездо со сменной вставкой до упора в торец последней, при этом высота упомянутого выступа больше предусмотренной величины захода его в гнездо в накидной гайке 1, что позволяет расположить уплотнительный элемент 7 на торце присоединительного штуцера 3 вокруг выступа 9. Это отличие направляющей втулки на фиг.3 не создает практических преимуществ втулки перед вариантом на фиг.2. Другое отличие втулки на фиг. 3 заключается в конструкции рабочего торца сменной вставки 2. Как и в варианте на фиг. 2 рабочий торец сменной вставки 2 имеет опорную кольцевую поверхность шириной "b", но отличается наличием кольцевой проточки боковой поверхности от рабочего торца до внешней границы упомянутой опорной поверхности, в которой размещаются заплечики 6 накидной гайки 1, не выступая за пределы рабочего торца сменной вставки 2. Торец накидной гайки 1 с заплечиками тоже может иметь конусную поверхность. В этом варианте конструктивного выполнения накидной гайки сохраняются практически все достоинства, присущие варианту по фиг.2.
Работа направляющей втулки. Втулка крепится в кондукторной плите или в стойке станка, но может быть закреплена и в рабочем торце сверлильной головки. Вставка 2 обеспечивает точное направление сверла (или другого инструмента) при выполнении и/или обработке глубоких отверстий и препятствует отклонению головки инструмента от заданного направления. При этом она подвергается естественному воздействию режущей кромки инструмента и в конечном итоге истиранию направляющей поверхности износу вставки. Когда износ направляющей поверхности сменной вставки 2 достигнет допустимого значения, т.е. величины, превышение которой уже не обеспечивает выполнение или обработку глубоких отверстий с допустимым отклонением по точности их выполнения и ведет к браку готовой продукции, производят замену сменной вставки 2 в накидной гайке 1 корпуса направляющей втулки.
Заявляемая конструкция направляющей втулки (в любом варианте) позволяет осуществить удаление отработавшей сменной вставки 2 и установку новой без значительных трудозатрат и негативных последствий для обеих частей корпуса, что и составляет одно из основных ее преимуществ перед известными конструкциями.
Одним из возможных способов продления срока службы сменной вставки 2 до допустимого ее износа является увеличение длины вставки. За счет увеличения длины направляющей поверхности для инструмента уменьшается возможное отклонение головки инструмента, что повышает точность выполнения или обработки отверстий и уменьшает износ направляющей поверхности вставки у ее рабочего конца. Стоимость вставки при этом возрастает за счет увеличения расхода дорогостоящего материала на ее изготовление, но увеличивается и срок службы вставки до ее допустимого износа. При достаточной длине сменной вставки 2 возможно повторное ее использование установкой этой же вставки в часть 1 корпуса противоположным торцом после допустимого износа рабочей поверхности на одном торце.
Для установки сменной вставки 2 увеличенной длины без увеличения общего размера направляющей втулки по длине наиболее подходящим является вариант конструктивного ее исполнения, представленный на фиг.2. Потребуется только соответствующее увеличение глубины кольцевой проточки в штуцере 3 корпуса и сменная вставка 2 в этом случае будет размещена в обеих частях корпуса без ущерба для самой вставки и эксплуатационных качеств направляющей втулки. Использование сменной вставки 2 увеличенной длины в других вариантах выполнения направляющей втулки по данному изобретению предполагает соответствующее увеличение общей длины направляющей втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ ВТУЛКИ | 1995 |
|
RU2096138C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2104128C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2179301C2 |
| СПОСОБ ЗАЩИТЫ ЗОНЫ РЕЗАНИЯ ОТ РАСПРОСТРАНЕНИЯ ЗА ЕЕ ПРЕДЕЛЫ ПАРОВ И БРЫЗГ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158669C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
Использование: изобретение относится к станкостроению, в частности к оснастке для точного направления режущего инструмента типа сверл, разверток и т. п. при выполнении или обработке глубоких отверстий. Сущность изобретения: корпус направляющей втулки выполнен из двух частей: накидной гайки 1 и штуцера 3, соединенных по левой резьбе. Сменная вставка 2 опирается на внутреннюю поверхность штуцера 3, на свободной части которой размещен уплотнительный элемент 7, взаимодействующий с внутренней торцовой поверхностью накидной гайки 1. Длина сменной кольцевой вставки 2 превышает или меньше глубины гнезда для нее в накидной гайке 1, а на внутренней части торцовой поверхности штуцера 3 соответственно выполнены кольцевая расточка 8 или кольцевой выступ 9. 2 з.п. ф-лы, 3 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, заявка, 5921721, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE, патент, 1270365, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 946812, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

