Изобретение относится к измерительной технике и может быть использовано в системах автоматического дозирования сыпучего груза при загрузке вагонов конвейерами.
Известны различные способы весового дозирования при догрузке вагонов различными грузами.
Например, известен способ, реализованный в устройстве [1] обеспечивающий взвешивание конвейерными весами поступающего на загрузку материала, взвешивание транспортного сосуда в процессе его загрузки, задание величины загрузки в зависимости от типа транспортной единицы.
Однако способ не лишен недостатков: относительно сложен и недостаточно точен в связи с непостоянством динамических характеристик элементов технологической цепи погрузки.
Наиболее близким по технической сущности к предлагаемому способу является способ [2] в котором задают значение массы материала, загружаемого а очередной вагон, пропускают поток сыпучего груза через группу последовательно расположенных контрольных участков переключения, измеряют массу материала, находящегося на входном участке в моменты времени с дискретностью, равной времени прохождения материалом этого участка, контролируют прохождение измеряемых масс материала при их последовательном переходе с одного контрольного участка на другой, определяют момент переключения потока сыпучего груза на участке переключения и направляют поток сыпучего материала из очередного вагона в следующий, при этом поток сыпучего груза пропускают через контрольные участки со скоростью, при которой измеренная масса материала проходит каждый контрольный участок за интервал времени, равный ее прохождению входного участка, дополнительно определяют время переключения потока, количество контрольных участков, с которых материал поступит в вагоны за время переключения потока, момент переключения потока сыпучего груза из очередного вагона в следующий определяют из условия равенства суммы массы груза, поступающего в очередной вагон с участка переключения, и массы груза, которая поступит в очередной вагон с контрольных участков за время переключения потока, заданному значению массы, при этом массу груза, которая поступит в очередной и последующие вагоны за время переключения потока, определяют в учетом характеристики разделения потока на участке переключения и величины масс груза, распределенных на контролируемых участках, с которых материал поступит в вагоны за время переключения.
Однако этот способ не лишен существенных недостатков:
способ сложен в реализации, что, в свою очередь, обуславливает его низкую эксплуатационную надежность;
точность дозирования существенным образом зависит от точности конвейерных весов, которая, в свою очередь, зависит от ряда внешних факторов (монотонное изменение температуры окружающей среды, изменение физико-механических характеристик погружаемого материала, изменение режимов работы погрузочного конвейера и т.п.).
Целью изобретения является упрощение и повышение точности дозирования сыпучих грузов при загрузке вагонов.
Поставленная цель достигается тем, что перед загрузкой вагонов взвешивают порожний состав на железнодорожных весах, запоминают массу каждого порожнего вагона, их последовательность, задают для каждого вагона значение загрузки с учетом его фактической массы, загружают в соответствии с заданием каждый вагон, руководствуясь показаниями конвейерных весов, взвешивают загруженный состав на железнодорожных весах, определяют корректирующий коэффициент калибровки конвейерных весов по формуле
и изменяют калибровочный коэффициент конвейерных весов в соответствии с формулой ,
,
где Qкв масс "нетто" груженого состава по показаниям конвейерных весов;
Qжв масса "нетто" груженого состава по показаниям железнодорожных весов;
Kk калибровочный коэффициент конвейерных весов, при котором определялась загрузка состава;
K
Совокупность операций, включающая взвешивание порожнего состава вагонов на железнодорожных весах перед их загрузкой, запоминание массы каждого порожнего вагона, их последовательность, задание для каждого вагона значения загрузки с учетом его фактической массы, загрузка каждого вагона в соответствии с заданием по показаниям конвейерных весов, взвешивание загруженного состава на железнодорожных весах, определение корректирующего коэффициента калибровки конвейерных весов по формуле
и последующее изменение калибровочного коэффициента конвейерных весов в соответствии с формулой
обеспечивают упрощение и повышение точности дозирования сыпучих грузов при загрузке вагонов.
Следует отметить, что для подвижного железнодорожного состава важно обеспечить загрузку таким образом, чтобы масса вагона "брутто" не превышала допустимых нагрузок на оси. В предложенном способе отмеченное условие обеспечивается предварительным взвешиванием порожнего состава и соответствующим заданием величины загрузки "нетто".
На чертеже показано расположение весоизмерительного оборудования в пункте погрузки и дозирования сыпучего материала в железнодорожные вагоны.
Путевое развитие 1 обеспечивает поступление порожнего состава 2 в пункт погрузки (бункер 3, погрузочный конвейер 4 с весами 5) через железнодорожные весы 6 и повторное прохождение груженого состава через железнодорожные весы 6.
Предлагаемый способ включает следующие операции:
взвешивают порожний состав на железнодорожных весах и задают величину загрузки "нетто" каждой транспортной единицы;
подают порожний состав в пункт погрузки и осуществляют загрузку каждой транспортной единицы в соответствии с заданием по показаниям конвейерных весов;
после загрузки состав повторно взвешивают на железнодорожных весах и определяют массу "нетто" каждой транспортной единицы;
определяют корректировочный коэффициент калибровки конвейерных весов по формуле ,
,
где Qкв масса "нетто" груженого состава по показаниям конвейерных весов;
Qжв масса "нетто" груженого состава по показаниям железнодорожных весов;
изменяют калибровочный коэффициент конвейерный весов в соответствии с выражением ,
,
где Kk калибровочный коэффициент конвейерных весов, при котором определялась загрузка состава;
K
Таким образом, после очередной погрузки состава определяется новое значение калибровочного коэффициента конвейерных весов и тем самым обеспечивается повышение точности весового дозирования транспортных единиц, при этом существенно упрощается техническая реализация процесса весового дозирования.
Технико-экономическая эффективность предлагаемого способа обуславливается рядом факторов.
Во-первых, в процессе эксплуатации системы погрузки практически исключается операция поверки конвейерных весов путем проведения контрольных взвешиваний, что увеличивает пропускную способность системы погрузки и снижает эксплуатационные затраты, связанные с проведением поверочных операций.
Во-вторых, увеличение точности весового дозирования транспортных единиц повышает эффективность использования железнодорожного транспорта.
В-третьих, существенно повышается эксплуатационная надежность погрузочного пункта: при выходе из строя конвейерных либо железнодорожных весов система продолжает функционировать при некотором снижении технических показателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ НЕТТО ЖЕЛЕЗНОДОРОЖНЫХ ГРУЗОВ ДВИЖУЩЕГОСЯ ПОЕЗДА | 1992 |
|
RU2077032C1 |
| Устройство весового контроля движущегося состава | 1979 |
|
SU879318A1 |
| СПОСОБ ВЗВЕШИВАНИЯ НА ВАГОННЫХ ЭЛЕКТРОННЫХ ВЕСАХ ДЛЯ ОЦЕНКИ БЕЗОПАСНОСТИ ДВИЖЕНИЯ ВАГОНОВ С СЫПУЧИМИ ГРУЗАМИ | 2001 |
|
RU2212636C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ГОРЯЧИХ СЫПУЧИХ МАТЕРИАЛОВ НА КОВШОВЫХ КОНВЕЙЕРАХ (ВАРИАНТЫ), СИСТЕМА ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ И КОНВЕЙЕРНЫЕ ВЕСЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2009 |
|
RU2401995C1 |
| Способ и устройство для определения расположения центра тяжести груженого железнодорожного вагона | 2021 |
|
RU2784784C1 |
| Устройство для дозированной загрузки по массе вагонов сыпучим грузом | 1983 |
|
SU1137326A1 |
| ВЕСЫ ДЛЯ ВЗВЕШИВАНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2004 |
|
RU2276335C1 |
| КОНВЕЙЕРНОЕ УСТРОЙСТВО ДЛЯ СЛОЖНОПРОФИЛЬНЫХ И ИСКРИВЛЕННЫХ ТРАСС | 1991 |
|
RU2046739C1 |
| Устройство для взвешивания железнодорожных составов | 1977 |
|
SU699346A1 |
| Устройство для погрузки сыпучего материала в железнодорожные вагоны | 1976 |
|
SU659489A1 |
Использование: системы автоматического дозирования сыпучего груза при загрузке вагонов конвейерами. Сущность изобретения: задают массу материала, загружаемую в каждый вагон, непрерывно взвешивают на конвейерных весах поток материала, поступающего в загружаемый вагон, формируют сигнал окончания погрузки каждого вагона при достижении заданной величины его загрузки, взвешивают перед загрузкой вагонов порожний состав на железнодорожных весах, запоминают массу каждого порожнего вагона, их последовательность, задают для каждого вагона значения загрузки с учетом его фактической массы, загружают в соответствии с заданием каждого вагона по показаниям конвейерных весов, взвешивают загруженный состав на железнодорожных весах, определяют корректирующий коэффициент калибровки конвейерных весов и изменяют колибровочный коэффициент конвейерных весов. 1 ил.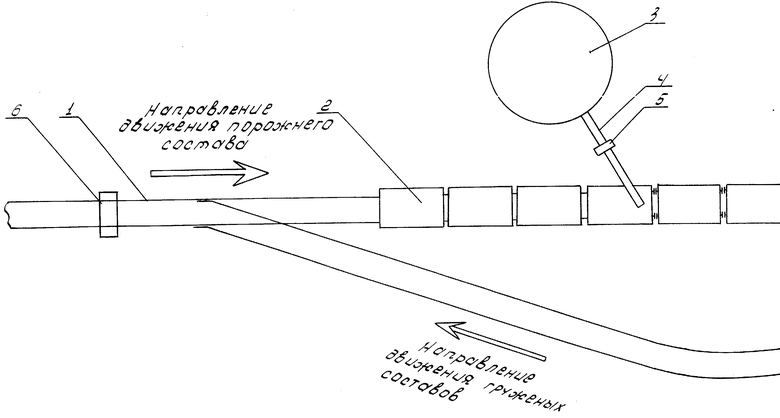
Способ дозирования сыпучих грузов при загрузке вагонов, включающий задание массы материала, загружаемой в каждый вагон, непрерывное взвешивание на конвейерных весах потока материала, поступающего в загружаемый вагон, и формирование сигнала окончания погрузки каждого вагона по достижении заданной величины его загрузки, отличающийся тем, что перед загрузкой вагонов взвешивают порожний состав на железнодорожных весах, запоминают массу каждого порожнего вагона, их последовательность, задают для каждого вагона значения загрузки с учетом его фактической массы, загружают в соответствии с заданием каждый вагон, руководствуясь показаниями конвейерных весов, взвешивают загруженный состав на железнодорожных весах, определяют корректирующий коэффициент калибровки конвейерных весов по формуле
и изменяют калибровочный коэффициент конвейерных весов в соответствии с формулой
где Qк в масса "нетто" груженого состава по показаниям конвейерных весов;
Qж в масса "нетто" груженого состава по показаниям железнодорожных весов;
Кк калибровочный коэффициент конвейерных весов, при котором определялась загрузка состава;
q корректирующий коэффициент калибровки конвейерных весов;
K
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство управления дозированной загрузкой железнодорожных вагонов | 1987 |
|
SU1422017A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ порционного дозирования сыпучих грузов при загрузке вагонов | 1983 |
|
SU1204964A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
