Изобретение относится к области металлургии и может быть использовано при калибровке и последующей прокатке железнодорожных рельсов или других аналогичных профилей, прокатываемых с применением опорных конусов в клети трио.
В книге Литовченко Н.В. Калибровка профилей и прокатных валков. М. Металлургия, 1990, с. 430, последний абзац снизу, сказано: "Как мы отметили выше, рельсы широкой колеи являются особо важным профилем в народном хозяйстве. Эксплуатация рельсов на железнодорожных путях сопровождается в высшей степени напряженностью, связанной с интенсивностью транспортных перевозок. Решение вопроса о получении рельсов Р-50, Р-65 и Р-75 высокого качества по всем показателям определяется прежде всего калибровкой профиля и прокатных валков".
Из приведенной выдержки видим насколько актуальным оказывается улучшение качества рельсов по всем показателям, в том числе и по оформлению геометрии профиля. На улучшение геометрии рельсов и направлены, в основном, материалы данной заявки.
В приведенной выше книге на стр. 421, рис. 261 б, изображены валки второй трехвалковой клети для прокатки рельсов типа Р-50. Здесь в верхнем уровне находится калибр N 4 и два калибра N 6, в нижнем же уровне находятся два калибра N 5. Комплект подготовлен в четырехвалковом варианте с двумя средними валками. После выработки первого среднего валка, верхний и нижний валки меняют местами и прокатка продолжается со вторым средним валком. Все калибры работают с опорными конусами.
Наиболее близким к заявляемому четырехвалковому комплекту клети трио (прототипом) оказывается комплект, описанный в книге Литовченко Н.В. Калибровка профилей и прокатных валков. М. Металлургия, 1990, с. 421, рис. 261б.
К недостаткам четерыхвалкового комплекта по прототипу следует отнести:
1. При работе с первым средним валком вырабатываются опорные конуса всех трех валков и после замены первого среднего валка на второй выработанные конуса верхнего и нижнего валков при работе со вторым средним валком искажают конфигурацию калибров и, следовательно, конфигурацию получаемого рельса, в результате происходят потери времени на дополнительную настройку.
2. Выработка конусов верхнего и нижнего валков при работе с первым средним валком происходит неравномерно. Так в верхнем уровне имеем три калибра (калибр N 4 и два калибра N 6), а в нижнем горизонте только два калибра N 5. Это обстоятельство еще больше усложняет работу со вторым средним валком, так как калибры верхнего и нижнего уровней получают искажение на различную величину.
3. На основании изложенного в пп. 1 и 2 снижается стойкость валков и производительность, так как валки чаще приходится переваливать и тратить дополнительное время на настройку профиля.
Задачей, на решение которой направлено изобретение, является исключение влияния износа упорных конусов при прокатке с первым средним валком на выполнение геометрии проката с требуемыми допусками при прокатке со вторым средним валком, повышение качества проката, стойкости валков и производительности.
Технический результат при осуществлении изобретения характеризуется как совокупность от улучшения геометрии проката со вторым средним валком за счет предварительного сдвига при расточке в направлении утоньшения открытых фланцев подошвы и головки, не работающих с первым средним валком ручьев калибров верхней и нижней линий соответственно на величину износа упорных конусов верхнего или нижнего валка при их работе с первым средним валком, следствием чего является повышение стойкости валков и производительности.
На чертеже изображены валки предчистовой клети трио при прокатке рельсов, где обозначены: I нижний валок, II первый средний валок, III верхний валок. Цифрами 1-2-3 обозначены калибры по очередности их работы с применением первого среднего валка (II), как это изображено на чертеже. Не работающие с первым средним валком ручьи нижнего и верхнего валков обозначены цифрами 1'-2'-3'. Эти ручьи образуют калибры со вторым средним валком после выработки калибров с первым средним валком и заменой местами верхнего и нижнего валков. Выработка конусов верхнего и нижнего валков при использовании первого среднего валка обозначена тонкими линиями соответственно (Ав) и (Ан). На эту же величину при расточке валков сдвинуты ручьи верхнего и нижнего валков в направлении утоньшения открытых фланцев подошвы и головки для калибров, не работающих с первым средним валком (обозначены на чертеже пунктиром). Как видим, в верхнем и нижнем уровнях величина выработки конусов (Ав и Ан соответственно при Ав > Ан) различна. Это объясняется тем, что в верхнем уровне работают два калибра (калибры 1 и 3), а в нижнем уровне только один калибр 2. После выработки калибров с первым средним валком, средний валок (II) заменяется на второй средний валок (IV), который на чертеже не показан. При этом, выработка конусов верхнего и нижнего валков компенсируется осевым смещением валков относительно друг друга, восстанавливая ширину калибров 1'-1'-3' до первоначальной ширины калибров 1-2-3. Конечно, как указывалось выше, при работе со вторым средним валком верхний и нижний валки меняют местами.
Конкретный пример подготовки четырехвалкового комплекта в клети трио для прокатки железнодорожных рельсов типа Р65.
В соответствии с чертежом подготавливается комплект с двумя средними валками. Принимаем выработку конусов верхнего валка при работе с первым средним валком равной Ав= 0,8 мм, соответственно на эту величину смещаем ручьи не работающего с первым средним валком калибра 2'.
Принимаем выработку конусов нижнего валка при работе с первым средним валком равной Ан= 0,4 мм, соответственно на эту величину смещаем ручьи не работающих с первым средним валком калибров 1'-2'.
При замене первого среднего валка на второй и замене местами верхнего и нижнего валков все калибры участвующие в работе со вторым средним валком восстанавливают первоначальную ширину за счет чего и обеспечиваются предусмотренные преимущества.
Использование предлагаемого четырехвалкового комплекта в клети трио при прокатке железнодорожных рельсов обеспечивает по сравнению с прототипом следующие преимущества:
1. Равноценность оформления профиля при использовании первого и второго среднего валков. Достигается за счет того, что прокатка с первым средним и вторым средним валками начинается с одной и той же исходной шириной калибров.
2. Повышение качества проката достигается за счет того, что сократятся всевозможные подстройки профиля, всегда связанные с ухудшением качества профиля.
3. Повышение производительности вытекает из предыдущих пунктов, а также за счет увеличения срока службы валков, увеличения их стойкости.
4. Расширение возможности прокатного производства в деле получения высококачественных железнодорожных рельсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУБЛИРУЮЩИЕ РЕЛЬСОВЫЕ КАЛИБРЫ, НАПРИМЕР, ЧИСТОВОЙ КЛЕТИ ДУО РЕЛЬСОБАЛОЧНОГО СТАНА | 1999 |
|
RU2197338C2 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ КАЛИБРОВКИ ПРОКАТНЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ | 1999 |
|
RU2197339C2 |
| СПОСОБ КАЛИБРОВКИ ДУБЛИРУЮЩИХ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ | 2009 |
|
RU2410171C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р65 | 2009 |
|
RU2409431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р50 | 2009 |
|
RU2405638C1 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
Использование: изобретение относится к области металлургии, используется преимущественно при калибровке и прокатке в клетях трио железнодорожных рельсов в промежуточных калибрах, работающих с применением опорных конусов. Сущность изобретения: с целью улучшения качества оформления профиля и повышения производительности открытые и закрытые ручьи не работающих с первым средним валком калибров верхнего и нижнего уровней сдвигают при расточке относительно друг друга за счет утоньшения открытых фланцев подошвы и головки на величину износа конусов соответственно верхнего или нижнего валка при работе комплекта с первым средним валком. 1 ил.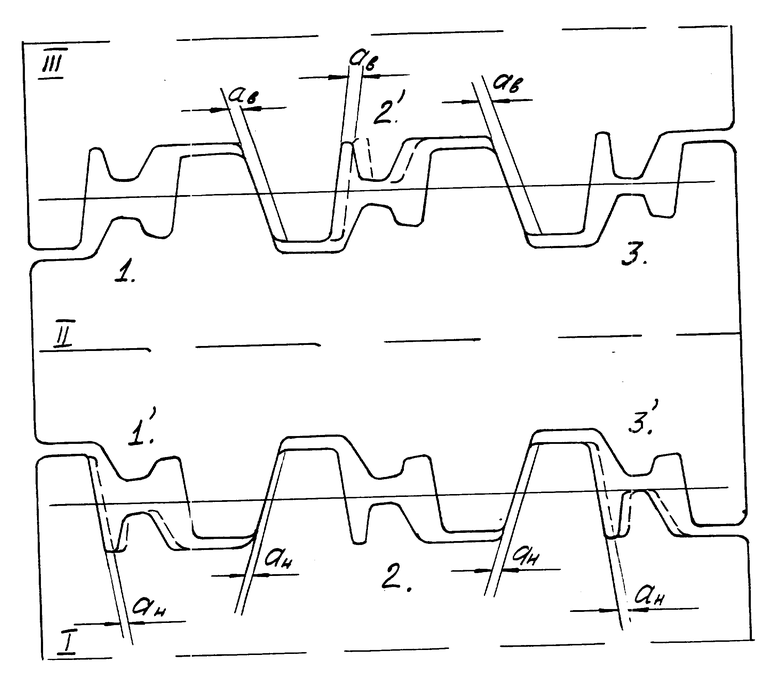
Четырехвалковый комплект в прокатной клети трио, преимущественно для прокатки железнодорожных рельсов, включающий верхний, нижний и два сменяемых средних валка, первый и второй, образующие каждый в сборе с верхним и нижним валками два уровня открытых калибров в количестве трех на каждом уровне, из которых два крайних на верхнем уровне и средний на нижнем уровне являются рабочими при установке первого среднего валка, а два крайних на нижнем уровне и средний на верхнем уровне являются рабочими при установке второго среднего валка и одновременной перемене местами верхнего и нижнего валков, причем между средним и крайними калибрами на каждом уровне выполнены упорные конусы, отличающийся тем, что средний калибр верхнего уровня выполнен с утонением открытых фланцев подошвы и головки на величину износа упорных конусов верхнего валка за время работы с первым средним валком, а крайние калибры нижнего уровня выполнены с утонением открытых фланцев подошвы и головки на величину износа упорных конусов нижнего валка за то же время.
| Литовченко Н.В | |||
| Калибровка профилей и прокатных валков | |||
| - М.: Металлургия, 1990, с | |||
| Разборная вагранка | 1925 |
|
SU430A1 |
| Стрелочный контрольный замок | 1924 |
|
SU421A1 |
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
