Изобретение относится к металлургии и может быть использовано при калибровке и последующей прокатке железнодорожных рельсов или других аналогичных профилей, прокатываемых с применением опорных конусов.
В книге Н. В. Литовченко "Калибровка профилей и прокатных валков", М.: Металлургия, 1990, стр. 421, рис, 261 (в), изображены чистовые валки рельсов Р50 с тремя одинаковыми калибрами, прокатка в которых осуществляется с применением опорных конусов. Из рассмотрения рис.261 (в) можно сделать вывод, что при последовательном использовании имеющихся чистовых калибров геометрические размеры рельса будут изменяться, т.к. калибры в результате выработки заменяются, а конуса, изнашиваясь, остаются те же. На одном чистовом рельсовом калибре прокатывают обычно около 1500 т металла.
Вместе с тем, на с.430 этой книги, последний абзац снизу, сказано: "Как мы отметили выше, рельсы широкой колеи являются особо важным профилем в народном хозяйстве. Эксплуатация рельсов на железнодорожных путях сопровождается в высшей степени напряженностью, связанной с интенсивностью транспортных перевозок. Решение вопроса о получении рельсов Р-50, Р-65 и Р-75 высокого качества по всем показателям определяется прежде всего калибровкой профиля и прокатных валков".
Из приведенной выдержки и продолжения рис. 261 на стр. 421 видим, насколько актуальным оказывается улучшение качества рельсов по всем показателям, в том числе и по оформлению геометрии профиля.
В авт. свид. 286935, кл. 7 а 3, МПК В 21 В 1/08, 1970 г. предварительным сдвигом ручьев при расточке калибров в валках компенсируют износ конусов при переходе с одного калибра на другой, и за счет этого улучшают оформление профиля при прокатке.
Наиболее близким к заявляемым дублирующим калибрам (прототипом) оказывается авт.свид. 286935, кл. 7 а 3, МПК В 21 В 1/08, 1970 г.
Здесь величину сдвига ручьев в сторону затонения открытого фланца подошвы в зависимости от очередности работы калибра определяют по зависимости:
где К - порядковый номер калибра;
а - суммарная величина износа буртов при работе на всех n дублирующих калибрах данной клети.
Утоньшение открытого фланца подошвы на величину Хк выполняют при расточке валков.
К недостаткам дублирующих калибров по прототипу следует отнести cледующее.
1. Суммарный износ конусов распределяется по всем калибрам одинаково, что не является гарантией равноценности улучшения конфигурации профиля при прокатке на различных дублирующих калибрах. Так, если калибры 2 и 3 работают на приработанных конусах, то калибр 1 начинает работать на неприработанных конусах, в результате чего в начале его работы происходит более интенсивный сдвиг ручьев; далее при расточке валков с несколькими конусами очень трудно добиться в них одинакового прилегания валков. Даже при одинаковом прилегании всегда имеется какой-то зазор между ними, так как при расточке комплекта валков один валок (растачиваемый) вращается, а другой (контрольный) стоит на месте. В результате, при запланированном одинаковом для всех калибров износе конусов, при работе первого калибра прокатываемый на нем тоннаж металла оказывается значительно меньшим, чем при работе калибров 2 и 3. Если же тоннаж проката на первом калибре увеличить до уровня прокатки на калибрах 2 и 3, то при этом за счет износа конусов увеличивается несимметричность оформления головки и не только при прокатке на первом калибре, но и на последующих.
2. На основании изложенного в п.1, снижается стойкость валков и производительность, т.к. валки чаще приходится переваливать.
Задачей, на решение которой направлено заявленное изобретение, является улучшение оформления поверхности катания головки и рельса в целом, а также повышение стойкости валков и производительности при их прокатке.
Технический результат при осуществлении изобретения характеризуется совокупностью от повышения эксплуатационных качеств железнодорожного пути в отношении улучшения симметричности оформления головки рельса, а также от повышения стойкости валков и производительности при их прокатке за счет того, что применяются дублирующие рельсовые калибры, выполненные в виде ряда калибров, размещенных по длине бочки валков с предварительным смещением открытых и закрытых ручьев за счет утоньшения открытого фланца подошвы на возрастающую по ходу смены калибров при прокатке величину, отличающиеся тем, что открытые и закрытые ручьи зафиксированы друг относительно друга при помощи опорных конусов, при этом величину сдвига ручьев определяют с учетом приработки опорных конусов при работе первого калибра в соответствии с выражением:
где Хк - величина сдвига ручьев при расточке валков,
К - порядковый номер калибра,
а - суммарная величина износа буртов при работе на всех "n" дублирующих калибрах,
m - величина наиболее интенсивного сдвига ручьев во время приработки конусов в начале работы первого калибра.
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемые дублирующие калибры оказываются более рационально отражающими распределение износа опорных конусов по работе калибров с выделением их приработки на начало работы первого калибра. Ниже, в конкретном примере, этот момент будет рассмотрен более подробно.
Таким образом, заявляемые дублирующие калибры соответствуют критерию изобретения "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявленное решение от прототипа, не были выявлены, и потому они обеспечивают заявленному техническому решению соответствие критерию "изобретательский уровень".
На фиг.1 изображен монтаж калибров по длине бочки валка чистовой клети, стрелками "Р" показано направление действия осевых усилий, возникающих при прокатке в чистовом калибре рельсов и воспринимаемых опорными конусами, которых в данном случае три. Цифрами 1-2-3 обозначены калибры по очередности их работы.
На фиг. 2 показано построение калибра. Положение ручьев калибра без смещения показано сплошной толстой линией. Пунктиром показан сдвиг ручьев на величину "Хк", определяемую по приведенной зависимости.
Тонкими сплошными линиями показано колебание симметричности поверхности катания головки рельса относительно прямой М-М во время работы калибра. Отклонение от симметричного положения колеблется от значения (-е) до значения (+е) при общем диапазоне колебания (∠).
На фиг. 3 графически представлены результаты расчета по определению величины сдвига ручьев калибров по прототипу и в предлагаемых калибрах. Расчеты приведены ниже в конкретном примере.
Конкретный пример подготовки дублирующих калибров для прокатки железнодорожных рельсов
Для того, чтобы показать преимущества предлагаемых дублирующих калибров перед прототипом, произведем их совместный расчет при одних и тех же исходных данных.
1. Число калибров равно трем, т.е. n=3, и соответственно для первого калибра К=1, для второго К=2 и для третьего К=3.
2. Суммарную величину износа конусов в несколько утрированной форме примем равной α=2,4 мм.
Дублирующие калибры по прототипу



Результаты подсчета в определенном масштабе показаны на фиг.3. Здесь же относительно линии М-М, условно отражающей симметричную поверхность катания головки рельса, показано происходящее при прокатке колебание положения одного ручья относительно другого в области головки от значения -е до +е.
Предлагаемые дублирующие калибры
Примем условно величину m равной m=0,3. В практических условиях прокатки эта величина может колебаться и для разных станов может быть различной, т.к. зависит от многих причин, вплоть до квалификации вальцетокаря. На нее влияют также число конусов в валках, материал валков и т.д.



результаты подсчета показаны на фиг.3.
Анализируя и сравнивания изображенные на фиг.3 результаты по прототипу и предлагаемые можно сделать следующие выводы.
1. В начале работы первого дублирующего калибра как по прототипу, так и по предлагаемому изобретению происходит быстрое смешение ручьев, называемое приработкой конусов (показано на фиг.3 крестообразной штриховкой). Приняв величину приработки конусов равной 0,3 мм, по прототипу на остальную работу первого калибра остается износ конусов, равный 0,5 мм, вместо 0,8 мм, как это показано на фиг.3, при максимальном отклонении от симметричности, равном 0,4 мм относительно М-М.
2. В первом дублирующем калибре по предложению при величине m=0,3 мм для оставшейся работы первого калибра остается износ конусов, равный 0,7 мм, так же, как и для остальных калибров. Таким образом, все калибры оказываются загруженными равномерно и для их рационального подсчета необходимо лишь как можно точнее определить значение величин "m" и "а".
3. Из сравнения полученных графиков на фиг.3 видим, что суммарный диапазон несимметричности головки относительно среднего положения, отраженного прямой М-М по предложению становится меньшим (∠=0,7 мм), по сравнению с прототипом (0,8 мм). Это говорит о том, что в одних и тех же условиях рельсы по предложению будут более симметричными, что является одним из преимуществ.
Использование предлагаемых дублирующих калибров при прокатке железнодорожных рельсов обеспечивает по сравнению с прототипом следующие преимущества.
1. Улучшение оформления поверхности катания головки рельса и профиля в целом.
Достигается это за счет того, что уменьшается суммарный диапазон несимметричности при работе на одном калибре.
2. Повышение стойкости валков.
Все дублирующие калибры клети становятся в одинаковые условия работы, поэтому на первом калибре будут прокатывать металла столько же, сколько на втором и на третьем калибрах.
По прототипу на первом калибре, как видно из вышеизложенного, катают значительно меньше или же в ущерб качеству.
3. Повышение производительности.
Достигается за счет предыдущих параграфов, т.к. уменьшение суммарного диапазона несимметричности облегчает настройку профиля, а увеличение прокатываемого тоннажа на первом калибре сокращает количество перевалок. Это в свою очередь увеличивает производительность.
4. Расширение возможности прокатного производства в деле получения высококачественных железнодорожных рельсов.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Книга Н.В. Литовченко "Калибровка профилей и прокатных валков", М.: Металлургия, 1990, стр.421, рис.261 (в); стр.430.
2. Авт. свид. 286935, кл. 7 а 3, МПК В 21 В 1/08, 1970 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ДУБЛИРУЮЩИХ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ | 2009 |
|
RU2410171C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ КОМПЛЕКТ В ПРОКАТНОЙ КЛЕТИ ТРИО | 1996 |
|
RU2100107C1 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ КАЛИБРОВКИ ПРОКАТНЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ | 1999 |
|
RU2197339C2 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Чистовой двухвалковый калибр для прокатки рельсов | 1990 |
|
SU1731305A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ | 2005 |
|
RU2288046C9 |
Изобретение относится к металлургии и может быть использовано при прокатке профилей, прокатываемых с применением опорных конусов. Задача изобретения - улучшение качества рельса и повышение стойкости валков. Величина сдвига ручьев калибров в зависимости от очередности их работы определяется при расточке валков по предложенной зависимости, учитывающей приработку опорных конусов при работе первого калибра. Изобретение обеспечивает улучшение оформления поверхности катания головки рельса и повышение стойкости валков за счет уменьшения суммарного диапазона несимметричности при работе на одном калибре, а также за счет создания одинаковых условий работы для всех калибров. 3 ил.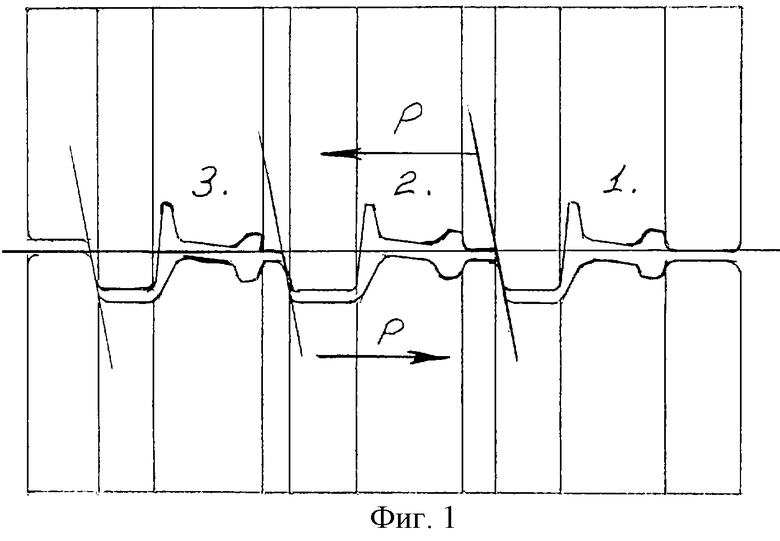
Дублирующие рельсовые калибры, выполненные в виде ряда калибров, размещенных по длине бочки валков с предварительным смещением открытых и закрытых ручьев за счет утоньшения открытого фланца подошвы на возрастающую по ходу смены калибров при прокатке величину, отличающиеся тем, что открытые и закрытые ручьи зафиксированы друг относительно друга при помощи опорных конусов, при этом величину сдвига ручьев определяют с учетом приработки опорных конусов при работе первого калибра в соответствии с выражением
где Хк - величина сдвига ручьев при расточке валков;
к - порядковый номер калибра;
а - суммарная величина износа буртов при работе на всех n дублирующих калибрах;
m - величина наиболее интенсивного сдвига ручьев во время приработки конусов в начале работы первого калибра.
| ДУБЛИРУЮЩИЕ КАЛИБРЫ, НАПРИМЕР КАЛИБРЫ ЧИСТОВЫХ КЛЕТЕЙ РЕЛЬСОБАЛОЧНОГО СТАНА | 0 |
|
SU286935A1 |
| Способ прокатки угловых профилей | 1982 |
|
SU1077670A1 |
| Способ прокатки угловых профилей | 1982 |
|
SU1077671A1 |
| Способ калибровки прокатных валков для прокатки рельсов | 1991 |
|
SU1799647A1 |
| Универсальный четырехвалковый калибр | 1989 |
|
SU1676690A1 |
| Чистовой двухвалковый калибр для прокатки рельсов | 1990 |
|
SU1731305A1 |
| RU 95111677 А1, 27.06.1997 | |||
| ПРИСАДКА К СМАЗОЧНЫМ МАСЛАМ | 1993 |
|
RU2084496C1 |
