Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении путевых шурупов методом холодной штамповки и накатки.
Известен способ изготовления путевых шурупов, имеющих многогранную головку с фланцем и стержень с упорной шурупной резьбой, заключающийся в нагреве предварительно отрезанной заготовки, горячей штамповки головки с фланцем, охлаждении, повторном нагреве части стержня под накатку резьбы и накатке резьбы в горячем состоянии в роликах (Ромашов А. П. Современное состояние производства крепежных изделий. Обзорная информация Черметинформации, М. 1975, с. 26).
Известный способ разработан фирмой "Кизерлинг" и используется при производстве путевых шурупов по ГОСТ 809-71 на Дружковском метизном заводе (Мокринский В. И. и др. Новые технологические решения в производстве железнодорожного крепежа. Сталь, N 2, 1985, с. 60 61).
Подобный способ представлен патентом Великобритании N 757.709 от 12.05.53 г.
К недостаткам известных способов относятся большие трудозатраты и его сложность, связанные с нагревами заготовок перед штамповкой и накаткой резьбы и промежуточным охлаждением. При этом, после промежуточного охлаждения заготовку подвергают дробеструйной обработке, удаляющей образовавшуюся после горячей штамповки окалину. Окалина при накатке портит резьбу и служит абразивом, ускоряя износ накатного инструмента. Горячая высадка и накатка ненадежны, в смысле получения точности размеров шурупа и резьбы.
В некоторых способах горячая накатка резьбы заменена резанием (патент США N 4.278.374).
Недостатком способа нарезания резьбы является подрезка вытянутых в процессе прокатки волокон структуры металла, снижающая на 20 50% усталостную прочность изделия по сравнению с накатанной резьбой.
Кроме того, процесс отличается повышенным расходом металла, уходящего в стружку, режущего инструмента и низкой производительностью.
Наиболее близким к изобретению по технической сущности является способ формирования путевых шурупов, имеющих четырехгранную головку с фланцем переходящим в стержень, с упорной шурупной резьбой на части стержня, диаметром не менее 16 мм (патент США N 4.682.381 от 27.08.87 г.), включающий отрезку заготовки, формирование холодной высадкой заготовки с цилиндрическим стержнем и инструментопринимающим концом предварительной головки в форме квадрата, редуцирование части стержня под накатку резьбы и гладкую часть стержня шурупа, окончательную высадку многогранной головки с фланцем, формирование на торцовой части стержня полости для удержания путевого шурупа на операции формирования резьбы, формирование резьбы нарезкой или горячей накаткой.
Недостатками известного способа являются:
формирование резьбы нарезкой или горячей накаткой, по причинам указанным выше;
ограничения по прочностным свойствам получаемых шурупов; использование резания и горячей накатки снижает прочностные характеристики путевого шурупа, получаемые при холодной штамповке, за счет подреза деформированных волокон металла или снятия деформационного упрочнения нагревом.
Таким образом, для получения шурупа с повышенными прочностными характеристиками необходимо использование более прочных сталей, что отразится на качестве получаемых шурупов, за счет склонности сталей с повышением прочности к трещинообразованию, и снижении стойкости холодновысадочного инструмента.
Оснащение холодновысадочного автомата специальным устройством, ориентирующим заготовку при переносе с одной позиции на другую, либо использование специального оборудования, имеющего аналогичное устройство.
Необходимость устройства объясняется формированием предварительной головки в форме квадрата на первой операции и сохранении этой формы по всем переходам, поскольку при задаче заготовки в матрицу и выталкивании из матрицы заготовка поворачивается вокруг своей оси. Дезориентация заготовки по переходам неизбежно приведет к браку или поломке инструмента.
Задача изобретения повышение качества путевых шурупов и снижение трудоемкости при их изготовлении.
Задача решается тем, что предлагаемый способ изготовления путевых шурупов, имеющих многогранную головку с фланцем, переходящую в стержень, с упорной шурупной резьбой на части стержня, диаметром не менее 16 мм, включающий отрезку исходной заготовки, холодную штамповку предварительной и окончательной головки с фланцем, редуцирование части стержня и формовку резьбы, отличается тем, что часть стержня под накатку резьбы формируют на диаметр, меньший диаметра гладкой части стержня путевого шурупа, а шурупную резьбу формируют холодной накаткой. При этом, формирование гладкой части стержня путевого шурупа производят холодной осадкой одновременно с окончательной высадкой головки и фланца. Исходный диаметр металла под высадку составляет (0,8 0,99) от наружного диаметра резьбы, диаметр стержня под накатку (0,75 0,82) от наружного диаметра резьбы, верхняя часть предварительной головки формируется в форме усеченного конуса, а высоту переходного конуса от гладкой части стержня до части стержня с диаметром под накатку на заготовке перед накаткой резьбы формируют равной длине переходного конуса от гладкой части стержня путевого шурупа до начала выхода резьбы с полнопрофильной стороны.
Упомянутые выше известные способы рассчитаны, как правило, на формирование резьбы горячей накаткой или нарезкой из диаметра близкого к диаметру гладкой части стержня путевого шурупа. Не известны способы получения крупных упорных шурупных резьб диаметром более 16 мм, какую имеют путевые шурупы (например, по ГОСТ 809-71, или типа "Тайерфонд" США), методом холодной накатки. Это связано с большими деформациями, возникающими при накатке, высокими удельными нагрузками на резьбообразующий инструмент и оборудование. Однако правильно подобранное оборудование, оптимально разработанная технология и спроектированный инструмент, учитывающие особенности холодной накатки шурупных резьб и прочностные свойства металла заготовки, позволяют получить качественную резьбу путевого шурупа с достаточно хорошей стойкостью резьбонакатного инструмента. Однако независимо от инструмента, используемого для формирования на заготовке путевого шурупа, подготовка точной чистовой заготовки без резьбы является столь же важной и необходимой, как и получение самой резьбы поскольку качество накатываемой резьбы и стойкость инструмента зависят от истории деформации заготовки по предыдущим переделам, от прочностных и пластических свойств металла, идущего на формирование резьбы. И бесполезно формировать резьбу на дефектной или испорченной заготовке путевого шурупа.
Специфика конструкции путевого шурупа заключается в том, что наличие фланца под головкой предполагает использовать для штамповки металл максимально возможного диаметра, как это сделано в способе США (патент N 4.682.381). В то же время холодная накатка требует подготовку диаметра под накатку с минимально возможной предварительной деформацией стержня поскольку упрочненный металл хуже деформируется, и более жесткими допусками, так как при холодной накатке, в отличии от горячей, практически отсутствует удлинение накатываемой части стержня, куда уходит избыток металла с диаметра под накатку.
Таким образом, исходный металл должен быть диаметром, близким к диаметру стержня под накатку. Установлено, что получение резьбы путевого шурупа, например по ГОСТ 809-71, с учетом допусков на резьбу обеспечивается из диаметра, равного (0,75 0,82)d, где d наружный диаметр резьбы путевого шурупа. Снижение или увеличение диаметра под накатку приводит к получению резьбы с заниженными или завышенными размерами относительно требуемых стандартами.
Практическим путем определен оптимальный исходный диаметр металла под холодную штамповку путевого шурупа, составляющий (0,8 0,99)d. Установленный диапазон обеспечивает качественное получение резьбы холодной накаткой и высадку фланца без разрушения.
Установленные размеры исходного металла и диаметра стержня под накатку определяют всю схему деформации заготовки путевого шурупа по переходам. Часть стержня заготовки, идущая под накатку резьбы, меняется не значительно на первых двух операциях штамповки и равна приблизительно диаметру исходного металла. На третьей операции она редуцируется под диаметр стержня под накатку. При этом переходный (редуцирующий) конус формируют длиной l1, равной длине переходного конуса от гладкой части стержня путевого шурупа до начала выхода резьбы с полнопрофильной стороны. Таким образом угол редуцирующего конуса α определяется выражением tgα (d-dн)/l1 и составляет порядок около 12o, что существенно меньше традиционно используемого угла, составляющего 28o. Установленные угол и высота редуцируемого конуса обеспечивают редуцирование стержня при оптимальных степенях деформации и благоприятную форму и условия для формирования при накатке выхода резьбы и самой резьбы.
Учитывая отсутствие на большинстве холодновысадочных автоматах устройства для ориентирования заготовки при передаче с одной позиции на другую, высадку окончательной головки и фланца производят за одну операцию и совмещают с формированием осадкой гладкой части стержня шурупа. Предварительную головку формируют в форме усеченного конуса, облегчающего набор металла для высадки окончательной головки и фланца.
На фиг. 1,а-д показана схема изготовления путевых шурупов по операциям на холодновысадочном многопозиционном автомате, где а исходная заготовка; б
высадка предварительной головки; в окончательная высадка головки с фланцем и осадка гладкой части стержня; г редуцирование стержня под накатку резьбы; д холодная накатка резьбы; на фиг. 2 путевой шуруп.
Способ изготовления путевых шурупов по ГОСТ 809-71 диаметром 24 мм и длиной 170 мм осуществляют на многопозиционном холодновысадочном автомате КА-84. Предварительно отрезанную заготовку (фиг. 1,а) диметром d1 (0,8 - 0,99)d передают на первую операцию, где формируют предварительную головку в форме усеченного конуса (фиг. 1,б) и заготовка передается в матрицу 2 операции. На 2 операции (фиг. 1,в) высаживают окончательно четырехгранную головку с фланцем и формируют осадкой гладкую часть стержня путевого шурупа диаметром d2>d1. Полученную заготовку передают в матрицу 3 операции, где редуцируют практически недеформированную часть стержня, под диаметр стержня для накатки резьбы dн (0,75 0,82)d (фиг. 1,г), при этом высота переходного конуса заготовки l1 (фиг. 1) равна длине переходного конуса l1 готового путевого шурупа (фиг. 2). При необходимости заготовку передают на 4-ю операцию, где производят обрезку по периметру фланца на размер, установленный стандартом. Отштампованную заготовку транспортер переносит в резьбонакатное устройство автомата, где холодной накаткой формируют упорную шурупную резьбу.
По сравнению с известными способами изготовление путевого шурупа производится на одном холодновысадочном автомате, включая накатку резьбы. При этом нет необходимости в нагреве заготовки под высадку и нагреве заготовки под накатку. На шурупе отсутствует отслаивающаяся окалина, шуруп удовлетворяет требованиям стандарта. По предлагаемому способу возможно получение шурупов повышенной прочности для железобетонных шпал с вкладными дюбелями.
Таким образом предлагаемый способ изготовления путевых шурупов является более экономичным, менее трудоемким и направлен на повышение качества путевых шурупов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТЕРЖНЕВОГО ТИПА С ГОЛОВКОЙ И КОНИЧЕСКОЙ ЧАСТЬЮ | 2020 |
|
RU2761061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2008 |
|
RU2385200C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении путевых шурупов методом холодной штамповки и накатки. Изобретение направлено на снижение трудоемкости и повышение качества изготовления путевых шурупов. Из предварительно отрезанной заготовки холодной штамповкой последовательно формируют предварительную головку в форме усеченного конуса, окончательную четырехгранную головку с фланцем, гладкую часть стержня, стержень под накатку резьбы. Упорную шурупную резьбу формируют холодной накаткой. Формирование гладкой части стержня шурупа производят осадкой из исходного материала диаметром (0,8 - 0,95) от диаметра гладкой части стержня, а часть стержня под резьбу формируют на диаметр, равный (0,75 - 0,82) от наружного диаметра резьбы с образованием переходного конуса от гладкой части стержня к стержню с диаметром под накатку. 3 з. п. ф-лы, 2 ил.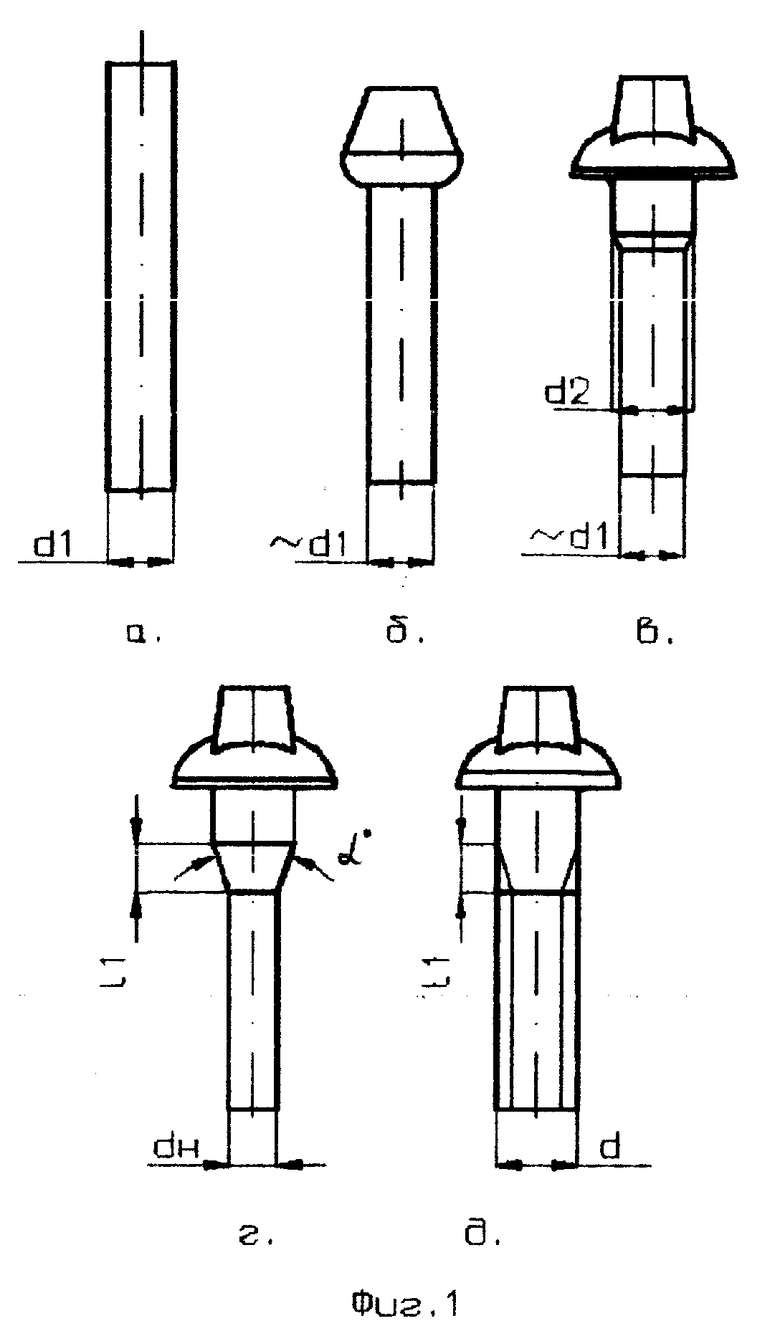
| US, патент, 4682381, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

