Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления стержневых изделий типа заготовок болтов, в том числе с увеличенными размерами головок.
Известен способ формирования заготовок болтов с редуцированным стержнем и многогранной головкой (Мокринский В.И. "Производство болтов холодной объемной штамповкой", М., "Металлургия", 1978, с-26-33, рис.5-9), включающий отрезку исходной заготовки диаметром d0, высадку предварительной головки, редуцирование стержня за одну или две операции, высадку окончательной головки, обрезку шестигранника. Диаметр исходной заготовки d0 в этих процессах составляет d0 ≈(1-1.2)•d, где d - номинальный диаметр резьбы. При этом редуцирование стержня и формирование головки производят на разных технологических операциях, а формирование головки осадкой производят за одну или две прессовые операции.
К недостаткам известного метода можно отнести следующее:
1. Ограничение по диаметру применяемого исходного металла. Так, например, известно, что наиболее эффективен процесс штамповки стержневых изделий из бунтового металла. Это компактность производства, меньше отходов и трудозатрат, стабильность точности и механических свойств получаемых изделий, особенно тех, которые в дальнейшем не подвергаются дополнительно термической обработке. Однако возможности отечественного металлургического производства не позволяют получать металл в бунтах диаметром свыше 25 мм из малоуглеродистых сталей (сталь 10кп) и свыше 24 мм из легированных среднеуглеродистых сталей (сталь 40Х). Поэтому, производство крупных стержневых изделий (М27 из малоуглеродистых сталей и М24 из среднеуглеродистых сталей, и более) переведено на менее эффективную работу из пруткового металла.
2. Ограничения по размерам формируемых головок. Формирование головки, в лучшем случае, производят за два удара. Объем металла под высадку головки (размеры головки) ограничены допускаемым соотношением L0/d0≤2.3 при высадке головки за один удар, или L0/d0≤4.5 - при высадке за два удара (L0 - длина исходной заготовки под формирование головки). В противном случае процесс высадки головок по переходам будет не устойчив, что приведет к браку.
3. Известные способы имеют ограничения по прочностным свойствам изделий, получаемых методом холодной штамповки. Как правило, прочностные свойства изделий зависят от свойств деформируемого материала, и обжатия при калибровке исходного металла и деформации при редуцировании, приходящейся на гладкую часть стержня. При этом при волочении и редуцировании упрочняются только поверхностные слои металла, середина практически не деформируется. Поскольку стержень заготовки в процессе штамповки подсаживается не значительно, неравномерность деформации по диаметральному сечению заготовки сохраняется. Прочностные свойства такой заготовки ниже, чем могли бы быть при равномерном упрочнении по всему объему.
Наиболее близким к предлагаемому изобретению является способ изготовления заготовок болтов с многогранной головкой (патент SU N 1811954 A1, В 21 К 1/44, от 30.04.93 г.), заключающийся в отрезке исходной заготовки, предварительном и окончательном формировании головки с одновременной осадкой стержня, редуцирование стержня под резьбу и обрезке головки по периметру многогранника. При этом диаметр исходной заготовки d0 составляет (0.87-0.93)•d. Редуцирование стержня и формирование головки производят на разных технологических операциях, а формирование головки осадкой производят за две прессовые операции (предварительную и окончательную).
К недостаткам известного способа можно отнести:
1. Недостатки, описанные выше (см. п.2 известного аналога).
2. Известный способ имеет узкие технологические возможности, так как предполагает использование исходной заготовки диаметром 0.87-0.93 диаметра большей ступени стержня (диаметра гладкой части стержня болта).
3. Известный способ не позволяет получать изделия с повышенными прочностными характеристиками, ввиду имеющегося ограничения по деформации стержня (суммарная деформация стержня по переходам равна 13-25%).
4. Известный способ не содержит рекомендаций по выбору режимов деформации стержня по операциям, обеспечивающих получение качественного изделия.
Техническая задача предлагаемого изобретения состоит в расширении технологических возможностей процесса штамповки заготовок болтов, за счет расширения сортамента используемого исходного материала, расширения сортамента выпускаемой продукции и повышении прочностных свойств изготавливаемых изделий.
Поставленная задача решается тем, что изготовление изделий типа заготовок болтов производят способом, включающим отрезку исходной заготовки, предварительное и окончательное формирование головки с одновременной осадкой стержня, редуцирование стержня под резьбу, при этом, в качестве исходной используют заготовку диаметром не более 0.98 от номинального диаметра стержня, предварительную осадку головки осуществляют за несколько операций, редуцирование стержня под резьбу и окончательную высадку головки производят на одной операции, а степень деформации стержня при каждом предварительном и окончательном формообразовании головки принимают величиной, не превышающей 18%. При последнем предварительном оформлении головки в виде усеченного конуса, обращенного большим основанием к стержню, большее основание формируют диаметром не менее 1.3 от номинального диаметра стержня изделия. Первая осадка стержня производится с максимальной деформацией, в пределе указанных выше 18%, с учетом стабильного получения требуемой формы и размеров стержня заготовки на последующих операциях.
Использование исходной заготовки диаметром не более 0.98 от номинального диаметра стержня готового изделия позволяет расширить сортамент используемого материала. При этом уменьшение диаметра исходного металла позволяет использовать осадку стержня при формировании предварительной головки, что способствует повышению прочностных свойств стержневой части изделия. Максимальный уровень деформации стержня по переходам 18% определен практическим путем. Установлено, что при наличии зазора между матрицей и исходной заготовкой, соответствующему деформации, превышающей 18%, предел продольной устойчивости деформируемой заготовки при высадке головки снижается значительно ниже, чем рекомендуемое соотношение L0/d0≤2.3. При этом происходит потеря продольной устойчивости заготовки при осадке головки, головка смещается в сторону, процесс подсадки стержня по длине становится не стабильным. Отклонения от соосности головки и стержня превышают допустимые значения.
Формирование головки осадкой за три операции (две предварительные и одна окончательная) позволяет набор металла на головку производить из условия устойчивости L0/d0≤8.0 (Мокринский В.И. "Производство болтов холодной объемной штамповкой", М., "Металлургия", 1978, с.23). Таким образом, возможно получить головку увеличенных размеров.
Чтобы ввести в процесс штамповки на четырехпозиционном автомате формирование головки осадкой за три операции, операцию окончательного формирования головки совместили с редуцированием стержня. Как правило, усилие редуцирования существенно меньше усилия осадки. Поэтому на данной операции последовательно производят редуцирование стержня с последовательной осадкой головки. Для исключения возможности подсадки редуцированного стержня в процессе окончательной высадки головки, заготовку на предварительной операции формируют с предварительной головкой в форме усеченного конуса, обращенного большим основанием к стержню, большее основание выбирают диаметром D2 не менее 1.3 номинального диаметра стержня изделия d. Этот параметр (D2) обеспечивает надежную опору для головки, препятствуя активному выдавливанию части металла головки в стержень, и исключает подсадку редуцированной части стержня. Практическим путем установлено, что в случае формирования D2<1.3d в процессе окончательной высадки головки происходит выдавливание части металла в стержень, что приводит к искривлению и подсадке редуцированной части стержня, опертой на выталкиватель.
С целью более равномерного оформления и деформации по длине стержня, а также исключения возможного подрезания волокон и образования складок в месте перехода от головки к стержню, деформацию при первой осадке стержня выбирают максимальной величиной в пределах 18%, с учетом сохранения необходимых технологических зазоров по последующим переходам, обеспечивающих стабильность процесса высадки и получение требуемых формы и размеров стержня конечной заготовки.
Существенные признаки, отличающие заявленное изобретение от ближайшего аналога, обеспечивают решение поставленной задачи и достижение цели - расширение технологических возможностей процесса, ввиду возможности использования исходного металла расширенного размерного диапазона, и создания возможности получения заготовок с головками увеличенных размеров. За счет объемного упрочнения металла по длине стержня, наблюдается повышение прочностных свойств изделий.
На фиг. 1 представлена исходная цилиндрическая заготовка.
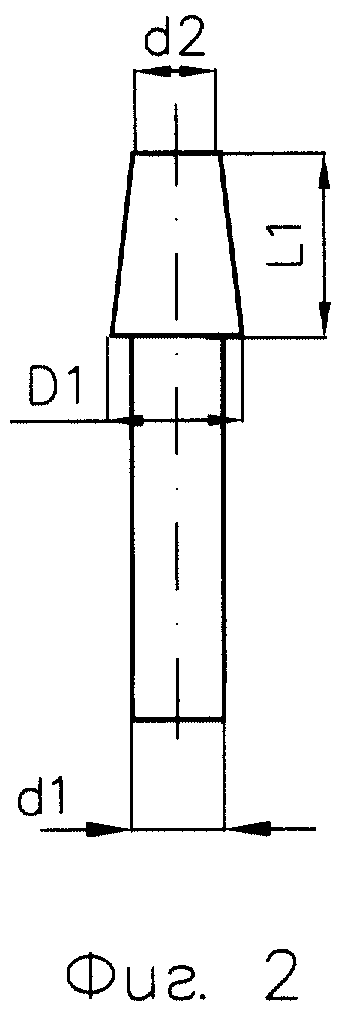
На фиг. 2 - деталь после I перехода.
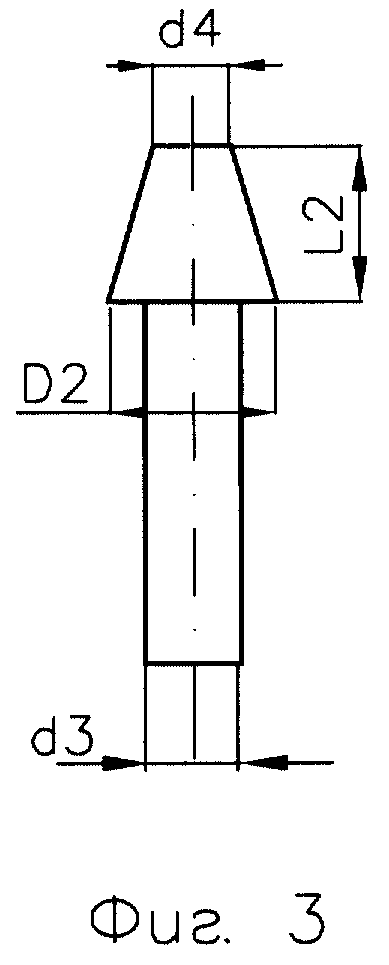
На фиг. 3 - деталь после II перехода.
На фиг. 4 - деталь после III перехода.
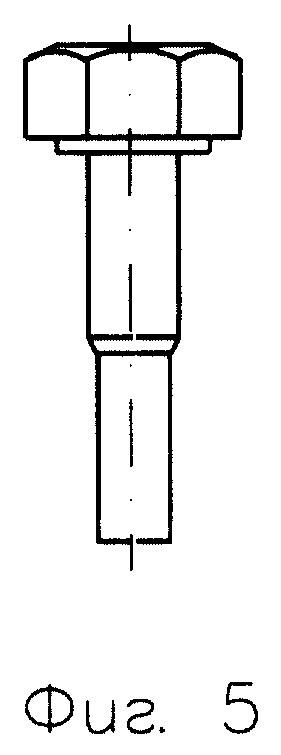
На фиг. 5 - деталь после IV перехода.
На фиг. 6 - деталь после V перехода.
Способ изготовления изделий типа заготовок болтов с многогранной увеличенной головкой осуществляется следующим образом. На I переходе из исходной заготовки диаметром d0 ≤ 0,98d производят предварительную высадку головки и осадку стержня. На II переходе - вторую предварительную высадку головки и осадку стержня. При этом предварительную головку формируют в форме усеченного конуса, обращенного большим основанием к стержню. Диаметр основания не менее 1.3d. На III переходе редуцирование стержня под резьбу последовательно совмещают с окончательной высадкой головки и подсадкой стержня. Формообразование заготовки на III переходе происходит следующим образом. Так как усилие высадки головки больше усилия редуцирования стержня, то первоначально происходит редуцирование стержня до упора заготовки на выталкиватель, положение которого выбирают исходя из необходимой длины стержня. Затем заготовка своим большим основанием предварительной головки опирается на торцовую поверхность матрицы, что достигается выбором необходимой длины стержня на предыдущей операции. В дальнейшем происходит процесс подсадки нередуцированной части стержня и головки, при этом заготовка опирается на выталкиватель, торец матрицы и редуцирующий конус, что обеспечивает отсутствие осадки редуцированного стержня. Представленная схема деформирования обеспечивает достаточную устойчивость заготовки при окончательной штамповке головки, за счет формирования необходимой опорной поверхности предварительной головки. На IV переходе производят обрезку головки с образованием многогранника. На V переходе накаткой формируют резьбу на редуцированной части стержня. Степень деформации стержня на I-III переходах принимают величиной, не превышающей 18%.
С целью исключения подрезания волокон металла и образования складок в месте перехода "голова-стержень" длину стержня на I переходе по сравнению со II, и на II по сравнению с III рекомендуется принимать увеличенной, исключающей образование стержня при последующей осадке головки из усеченного конуса предварительной головки. Наибольшее значение диаметра исходной заготовки выбрано с учетом обеспечения минимальных зазоров между заготовкой (стержнем) и каналом матрицы на операциях предварительной и окончательной высадки головки. Наименьшее значение диаметра не ограничено, так как зависит от целого ряда параметров, в том числе: размера и формы окончательной головки, количества операций штамповки предварительных головок, формы предварительных головок, марки стали и так далее. Максимальная степень деформации стержня выбрана исходя из практических данных.
Пример. Производится изготовление высокопрочных болтов М24 по ГОСТ 22353-77 из стали марки 40Х "Селект". Болты изготавливаются на четырехпозиционном автомате-комбайне КА-74. Диаметр исходной заготовки d0=22.3+0,20 мм. На I переходе производят первую предварительную высадку головки с размерами: d2=22.6 мм, D1=36.0 мм, L1=51 мм и осадку стержня до размера d1 =23.2 мм. Степень деформации стержня - 7,6%. На II переходе осуществляют вторую предварительную высадку головки с размерами: d4=22.7 мм, D2=47.5 мм, L2=34 мм и вторую осадку стержня до размера d3=23.75 мм. Степень деформации стержня равна 4.6%. Отношение D2/d=1.975. На III переходе производят редуцирование стержня на размер d5=21.95-0,18 мм, и окончательную высадку головки с размерами: 0=51.0 мм, k=17±0.35 мм, при этом подсадка производится до размера d=23.9 мм. Деформация стержня составляет 1.2%. На IV переходе производят обрезку головки на шестигранник с размером "под ключ" S=41 мм. На V переходе осуществляют накатку резьбы М24 с шагом 3.0 мм. Затем болты подвергаются термообработке (закалка + отпуск) на агрегате СКЗА 10.40.1/7 для получения механических свойств в соответствии с ГОСТ 22356-77.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУТЕВЫХ ШУРУПОВ | 1996 |
|
RU2100127C1 |
| Способ изготовления заготовок болтов с многогранной головкой | 1990 |
|
SU1811954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2158649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| Способ изготовления заготовок болтов | 1991 |
|
SU1802738A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |


Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изделий типа заготовок болтов, в том числе с увеличенными размерами головок. Техническим результатом является расширение технологических возможностей процесса и повышение прочностных свойств изделий. Способ изготовления изделий типа заготовок болтов включает отрезку исходной заготовки, предварительное и окончательное формирование головки с одновременной осадкой стержня, редуцирование стержня под резьбу. Для изготовления изделий используют исходную заготовку диаметром не более 0,98 от номинального диаметра стержня. Предварительную осадку головки осуществляют за несколько операций. Редуцирование стержня под резьбу и окончательную высадку головки производят на одной операции. Степень деформации стержня при каждом предварительном и окончательном формообразовании головки принимают величиной, не превышающей 18%. 2 з.п.ф-лы, 6 ил.
| Способ изготовления заготовок болтов с многогранной головкой | 1990 |
|
SU1811954A1 |
| Способ изготовления полуфабрикатов болтов | 1982 |
|
SU1090479A1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| СПОСОБ ШТАМПОВКИ БОЛТОВ | 1993 |
|
RU2011462C1 |
| JP 55014176 A, 31.01.1980. | |||

