Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых ступенчатых деталей с рифлениями, типа валов, осей, пальцев, закладных болтов и болтов колеса на холодновысадочном оборудовании.
Известен способ изготовления оси петли спинки заднего сиденья, содержащей отрезку заготовки диаметром, равным 1,2 диаметра наименьшей ступени, выдавливание наименьшей ступени в первой матрице, предварительную высадку головки и третьей ступени (за первый удар), окончательную высадку головки и третьей ступени за второй удар в матрице (Холодная объемная штамповка специальных крепежных и фасонных деталей. Технологические процессы и инструмент. Руководящий документ 37.002.0465-85, Горький 1986 г., рис.5 с.9).
Недостатком этого способа является получение относительно малой высоты ступеней и отсутствие накатки рифлений.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления закладных болтов, содержащих стержень с рифлениями и головку с лыской, включающий редуцирование стержня под резьбу на первой позиции, образование головки на второй и последующих позициях, получение рифлений на стержне и накатку резьбы, при этом на второй позиции производят предварительный набор головки с получением лыски, а на последующей позиции - окончательную формовку головки и лыски, после чего получают рифления на стержне (патент RU №2270734, кл. B21K 1/46).
Недостатком этого способа является то, что при формировании стержня под накатку рифлений не выдерживается диаметр стержня из-за относительно большой высоты ступени под накатку рифлений, что приведет к некачественной геометрии рифления.
В основу изобретения поставлена задача получения стабильного диаметра под накатку рифлений на ступенях стержневых деталей и как результат повышение качества геометрии рифлений.
Поставленная задача решается тем, что в предлагаемом способе изготовления стержневых ступенчатых деталей с рифлениями, включающем отрезку заготовки, редуцирование стержня, формирование головки и лыски на ней, накатку рифлений, согласно изобретению диаметр отрезаемой заготовки выбирают из соотношения
dзаг=(0,7÷0,95)Dнак, где Dнак - диаметр стержня под накатку рифлений, и редуцирование стержня на первом переходе совмещают с формообразованием участков в форме усеченного конуса, с меньшим диаметром, равным диаметру заготовки и цилиндрического, при этом высота цилиндрического участка составляет L1=(0,4÷0,6)Lнак, где Lнак - полная высота ступени под рифление, и диаметр этого участка равен диаметру ступени под рифление готового изделия, на последующем переходе окончательно формируют высоту ступени под накатку рифлений с сохранением ранее полученного диаметра, а формообразование головки осуществляют за три перехода с получением лыски перед накаткой рифлений.
Технический результат выражается в повышении качества готовых деталей за счет получения стабильного диаметра под накатку рифлений, следовательно, и получения геометрии рифлений высокого качества.
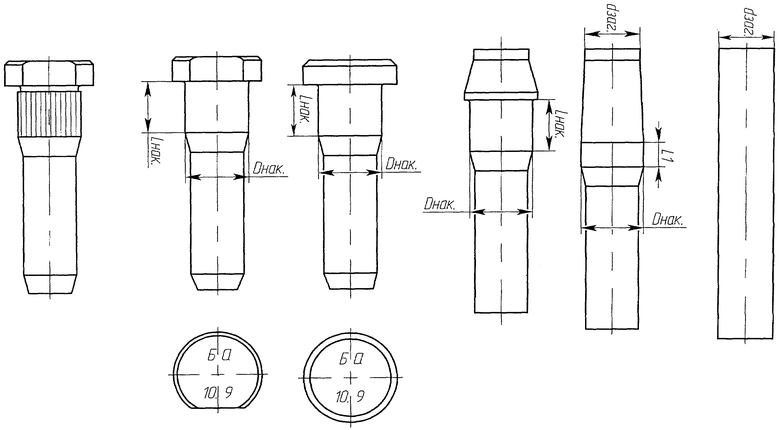
Изобретение поясняется чертежом, где представлен способ изготовления болтов колеса автомобилей «КАМАЗ» по технологическим переходам. Способ осуществляется следующим образом. На первом переходе отрезают заготовку, на втором переходе редуцируют стержень под резьбу с набором диаметра стержня под накатку рифлений и головку. На третьем переходе осуществляют предварительный набор головки и полное формирование высоты ступени под накатку рифления. На четвертом переходе осуществляют окончательную высадку головки с получением фаски на торце стержня, при этом сохраняют ранее полученные высоту и диаметр ступени под накатку рифлений. На пятом переходе обрезают головку для получения лыски. На последнем переходе накатывают рифления.
Предлагаемый способ позволяет получить стабильный диаметр при изготовлении ступени под накатку рифлений с достаточно высокой степенью точности и высокого качества готового изделия.
Предлагаемый способ внедрен на ОАО «БелЗАН» при изготовлении болтов колеса для автомобиля «КАМАЗ».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления закладных болтов | 2020 |
|
RU2732332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ БОЛТОВ | 2004 |
|
RU2270734C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на холодновысадочном оборудовании стержневых ступенчатых деталей типа валов, осей, пальцев, закладных болтов с рифлениями. Отрезают заготовку, диаметр которой выбирают в зависимости от диаметра стержня под накатку рифлений из приведенного диапазона. Производят редуцирование стержня, формирование головки с лыской, накатку рифлений. Редуцирование стержня на первом переходе совмещают с формообразованием участка в форме усеченного конуса и цилиндрического участка. Меньший диаметр усеченного конуса равен диаметру заготовки. Высота цилиндрического участка составляет L1=(0,4÷0,6) Lнак, где Lнак - полная высота ступени под рифление. Диаметр цилиндрического участка равен диаметру ступени с рифлениями готового изделия. На последующем переходе окончательно формируют высоту ступени под накатку рифлений с сохранением ранее полученного диаметра ступени. Формообразование головки осуществляют за три перехода с получением лыски перед накаткой рифлений. В результате обеспечивается повышение качества полученных изделий. 1 ил.
Способ изготовления стержневых ступенчатых деталей с рифлениями, включающий отрезку заготовки, редуцирование стержня, формирование головки и лыски на ней, накатку рифлений, отличающийся тем, что диаметр отрезаемой заготовки (dзаг) выбирают из соотношения:
dзaг=(0,7÷0,95)Dнак,
где Dнак - диаметр стержня под накатку рифлений,
и редуцирование стержня на первом переходе совмещают с формообразованием участка в форме усеченного конуса с меньшим диаметром, равным диаметру заготовки, и цилиндрического участка, при этом высота цилиндрического участка составляет L1=(0,4÷0,6)Lнак, где Lнак - полная высота ступени под рифление, а диаметр этого участка равен диаметру ступени с рифлениями готового изделия, причем на последующем переходе окончательно формируют высоту ступени под накатку рифлений с сохранением ранее полученного диаметра ступени, а формообразование головки осуществляют за три перехода с получением лыски перед накаткой рифлений.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛАДНЫХ БОЛТОВ | 2004 |
|
RU2270734C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТУПЕНЧАТОГО СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2370335C2 |
| DE 19723634 A1, 11.12.1997 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |

