Изобретение относится к прокатному производству и предназначено для измерения угла относительного перекоса осей валков непосредственно в процессе прокатки.
Известен способ контроля угла перекоса валков прокатной клети относительно друг друга (см. "Правила технической эксплуатации механического оборудования непрерывных широкополосных станов горячей прокатки", Днепропетровск, ВНИИИМехЧермет, МЧМ СССР, 1982 ), который заключается в вычислении его по результатам измерений размеров проемов станин клети на участках установки подушек рабочего и опорного валков со стороны привода и со стороны, противоположной приводу (неприводная сторона), а также размеров самих подушек обоих валков. Однако при этом вычисленный угол перекоса будет отличаться от фактического при прокатке, во-первых, на величину зазоров в подшипниках, во-вторых, на разницу осей проемов опорного и рабочего валков, в-третьих, на величину упругой деформации опорных элементов в горизонтальной плоскости. От величины угла перекоса в горизонтальной плоскости осей рабочего и опорного валков зависит величина осевых сил, действующих на рабочие валки. Эти осевые усилия, достигающие при больших углах перекосов значительных величин (до 10% усилия прокатки), воспринимаются подшипниками валков, что приводит к снижению их долговечности, а также к аварийным ситуациям: смещению валков в осевом направлении вплоть до отрыва фиксирующих защелок, поперечному перемещению полосы в межклетевых промежутках и на отводящем рольганге. Поэтому достоверная информация о величине угла перекоса валков позволяет судить о величине осевых сил на рабочем валке и проводить мероприятия по уменьшению существующего угла перекоса, а, следовательно, снижения осевых усилий.
Известен способ контроля перекоса рабочего валка прокатной клети относительно оси прокатки в горизонтальной плоскости (А.с. СССР N 1514441 кл. B 21 B 37/00, 1989), по которому угол перекоса определяют непосредственно в процессе прокатки за счет того, что на торцевую плоскость шейки валка устанавливают светоотражатель, направляют лазерный луч на него, измеряют расстояние между прямым отраженным лазерным лучом и перпендикуляром к оси прокатки в двух вертикальных плоскостях, параллельных оси прокатки, на разном расстоянии от нее, а затем вычисляют угол перекоса валка относительно оси прокатки по определенной зависимости.
Недостатком этого способа является сложность определения точного положения оси прокатки из-за неопределенности положения оси полосы при прокатке в каждом конкретном случае. По этой причине достоверность полученных результатов измерений является очень низкой. Кроме того, осевое усилие на рабочем валке зависит, главным образом, от угла относительного перекоса рабочего и опорного валков, а не от перекоса рабочего валка относительно оси прокатки.
В заявляемом способе контроля перекоса валков прокатной клети в горизонтальной плоскости решается задача определения этого угла в процессе прокатки измерением углов перекоса каждого валка относительно случайно выбранной базовой оси путем установки светоотражателей на торцевую плоскость шеек валков с неприводной стороны с возможностью перекрытия ими центра вращения валков, лазерных приборов под углом против светоотражателей на одной высоте и вертикальных экранов, и последующим вычислением угла относительного перекоса осей валков как разности измеренных углов.
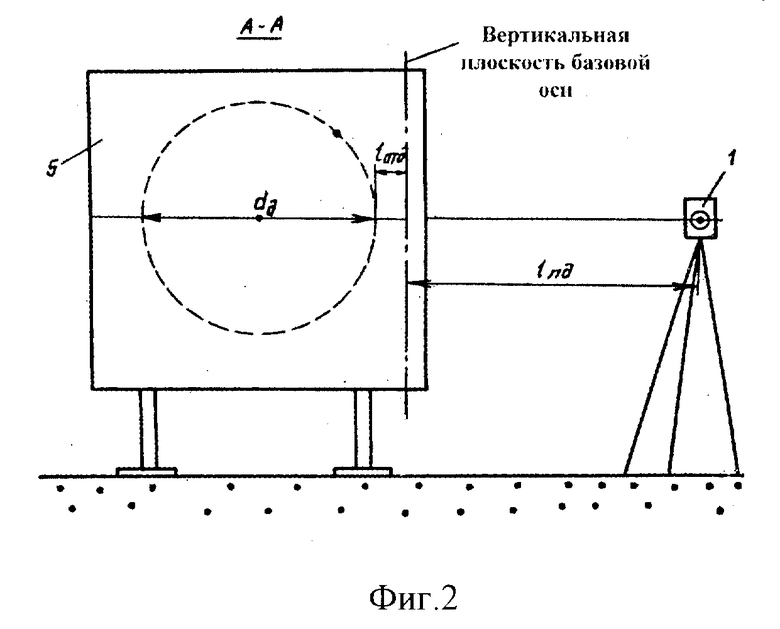
На фиг. 1 показана схема измерения угла перекоса рабочего и опорного валков по заявляемому способу в плане, на фиг. 2 - поперечный разрез. Схема измерения состоит из лазерного прибора 1, установленного на опоре, светоотражателя 2 (зеркальце, приклеенное на плоский постоянный магнит) на торцевой плоскости шейки рабочего валка 3 и шейки опорного валка 6 с неприводной стороны, дальнего 4 и ближнего 5 вертикальных экранов на опорах, случайно выбранной базовой оси 7, зафиксированной любым оптикогеодезическим способом (теодолитом) или натянутой струной.
Методика измерения заключается в следующем. Лазерный прибор 1 устанавливается на высоту светоотражателя 2, прикрепленного к торцу шейки рабочего валка 3, под углом напротив него. При прокатке металла лазерный луч направляется на вращающийся вместе с валком светоотражатель, причем в общем случае луч не попадает на ось вращения валка. В связи с тем, что торцевая плоскость шейки валка, а вместе с ней и зеркальная поверхность светоотражателя в общем случае не перпендикулярна оси вращения валка, образуя с осью некоторый угол ε, отраженный от светоотражателя лазерный луч будет совершать вращательное движение вместе с валком, описывая в пространстве конус с вершиной в точке встречи прямого лазерного луча и светоотражателя. При сечении этого конуса горизонтальной плоскостью "ось валка - лазерный прибор" границы конуса составляют с прямым лазерным лучом углы α1 и α2 (см. фиг. 1), а угол между осью валка и прямым лазерным лучом -α. Из геометрии и законов оптики можно записать:
и
т.е. α1 = 2(α+ε-90o)
и
α2 = 2(α-ε+90o).(1)
Отсюда: 
Из фиг. 1 видно, что угол между базовой осью 7 и осью рабочего валка 3-θp равен:
θp = ϕ-α,(2)
где ϕ - угол между прямым лазерным лучом и базовой осью.
Установив первый (ближний к клети) экран 4, получим на экране вращающуюся по окружности точку отраженного лазерного луча, изображенную на фиг. 2. Затем на пути отраженного лазерного луча устанавливается второй (дальний от клети) экран 5, картина на экране будет аналогичная. Измеряем расстояния, показанные на фиг. 1.
С учетом малости углов можно считать, что:

Откуда из (1) и (2) угол перекоса оси рабочего валка относительно базовой оси равен: (3)
(3)
где lэ - расстояние между экранами;
lл.д и lл.б - расстояние между прямым лазерным лучом и базовой осью в вертикальных плоскостях дальнего и ближнего экранов;
lот.д и lот.б - расстояние между базовой осью и проецируемой на экране вращающимся отраженным лазерным лучом окружностью соответственно на дальнем и ближнем экранах;
dд и dб - диаметр окружности, описываемой отраженным лазерным лучом на дальнем и ближнем экранах.
Аналогичные измерения проводятся с опорным валком 6, определяя с помощью выражения (3) угол между осью вращения опорного валка и той же базовой осью 7 - θо.
Искомый угол θp-o между осями рабочего и опорного валков равен разности углов осей рабочего и опорного валков относительно базовой оси:
θp-o = θp-θo.(4)
Пример конкретного выполнения способа.
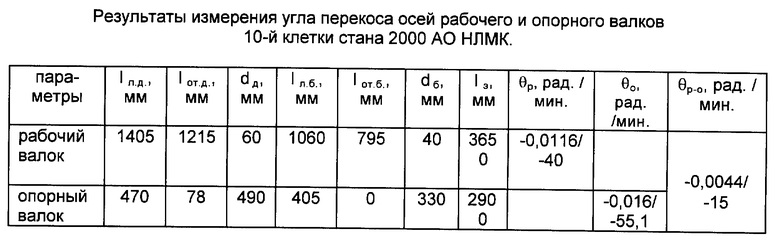
В соответствии с заявляемым способом на торцевую плоскость неприводной шейки верхнего рабочего валка 10-й клети стана 2000 АО НЛМК и на торцевую плоскость шейки верхнего опорного валка со стороны обслуживания установили по плоскому круглому постоянному магниту с приклеенным к нему зеркальцем диаметром 60 мм. Напротив клети установили теодолит, направили визирную трубку на клеть и зафиксировали горизонтальный круг прибора, определив этим базовую ось. Лазерный визир ЛВ5М (оптический квантовый генератор непрерывного когерентного излучения в видимой части спектра с гелиевой газоразрядной трубкой, плоский угол расходимости не более 2,91•103 рад.) установили на расстоянии порядка 13 м от клети и направили луч лазера на вращающееся вместе с рабочим валком зеркальце. На пути отраженного лазерного луча установили экран с наклеенной бумажной координатной сеткой ("миллиметровая бумага"). На экране проецировался отраженный лазерный луч в виде красной светящейся точки диаметром 2-3 мм, описывающий вслед за валком окружность. При входе металла в клеть окружность смещалась в горизонтальной плоскости на 3-5 мм против хода прокатки и на 3-5 мм вниз по сравнению с холостым ходом, что говорит об изменении угловой ориентации оси вращения рабочего валка при захвате полосы как в горизонтальной, так в вертикальной плоскостях. С помощью рулетки измерили расстояния lл.д, lот.д, dд , необходимые для расчета по выражению (3) - см. таблицу. Передвинули экран ближе к клети на lэ и повторили измерения расстояний: lл.б, lот.б, dб для ближнего экрана. Все измерения проводили в процессе прокатки полосы в 10-й клети. Затем направили прямой лазерный луч на светоотражатель верхнего опорного валка. Теперь положение окружности отраженного лазерного луча при прокатке в клети и на холостом ходу не изменялось, что подтверждает мнение многих исследователей о жесткой фиксации опорных валков в клети. Повторили на опорном валке все измерения, аналогичные описанным выше, относительно той же базовой оси (зафиксированной вертикальной плоскости теодолита) - см. таблицу. По формуле (3) вычислили углы перекосов осей рабочего θp и опорного θo валков относительно базовой оси, а по формуле (4) угол перекоса оси рабочего валка относительно опорного θp-o. В таблице приведены результаты линейных измерений и расчетов угла перекоса осей рабочего и опорного валков 10-й клети стана 2000 АО НЛМК. Достоверная информация о величине угла относительного перекоса осей валков позволяет целенаправленно с помощью прокладок развернуть рабочий или опорный валок в сторону уменьшения угла их взаимного перекоса и этим уменьшить осевое усилие на рабоч- чем валке при прокатке.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПОДУШЕК РАБОЧЕГО ВАЛКА КЛЕТИ КВАРТО | 1998 |
|
RU2137561C1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1997 |
|
RU2111072C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
Изобретение относится к прокатному производству. Техническая задача, решаемая изобретением - повышение достоверности результатов измерений. Способ контроля перекоса валков прокатной клети в горизонтальной плоскости включает операции установки светоотражателей на торцевую плоскость шеек валков с неприводной стороны, лазерных приборов под углом против светоотражателей и вертикальных экранов. Определяют углы перекоса каждого валка относительно случайно выбранной базовой оси (с помощью теодолита или натянутой проволоки), а затем вычисляют угол перекоса осей валков как разность измеренных углов. 2 ил., 1 табл.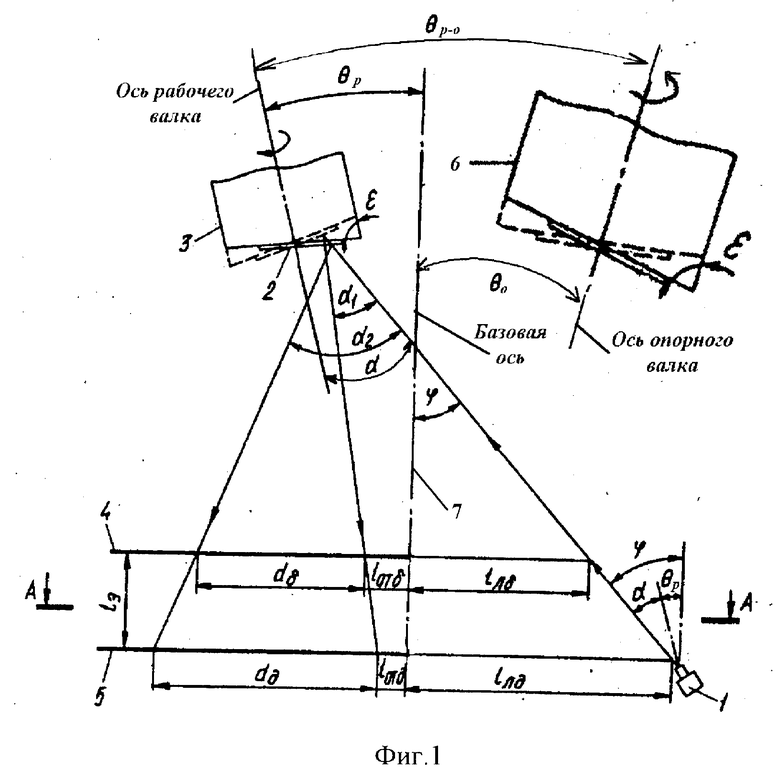
Способ контроля перекоса валков клети прокатного стана в горизонтальной плоскости, включающий операции установки светоотражателей на торцевую плоскость шеек валков с неприводной стороны с возможностью перекрытия ими центра вращения валков, лазерных приборов под углом против светоотражателей на одной высоте и вертикальных экранов, отличающийся тем, что определяют углы перекоса каждого валка относительно случайно выбранной базовой оси, а затем вычисляют угол относительного перекоса осей валков как разность измеренных углов.
| SU 1514441, 15.10.89 | |||
| DE 3628733, 25.02.88 | |||
| DE 3724982, 09.02.89 | |||
| Соли диметилендиамин- @ -алкил- @ -моно-2-гидроксипропансульфокислоты в качестве диспергатора кальциевых и магниевых мыл и способ их получения | 1984 |
|
SU1216180A1 |

