Изобретение относится к технологии производства горячекатаного листового проката.
Известен способ управления электроприводом летучих ножниц непрерывного прокатного стана, обеспечивающий регулировку их скоростного режима в соответствии со скоростью перемещения проката (см. описание к а.с. СССР N 1228979, B 23 D 25/00, 1986).
Недостатком известного способа является то, что он не обеспечивает контроль за качеством раската и удаление бракованных концевых частей.
Известен способ определения момента включения летучих ножниц на рез концевых участков раската, включающий контрольное отслеживание формы концевых участков посредством следящих элементов и подачу сигнала на включение ножниц для реза (см. журнал "Черные металлы", 1985, N 5, с. 41).
Недостатком известного способа является большая доля металла, срезаемая в отходы, а также невозможность выявления брака, обусловленного наличием сплошности в раскате ("языки" и впадины в направлении оси раската).
Наиболее близким к заявляемому по своей технической сущности и достигаемому результату является известный способ определения момента включения летучих ножниц широкополосного стана горячей прокатки на рез концевых участков раската (см. описание к а.с. СССР N 1692773, B 23 D 25/00, 1991). Способ предусматривает отслеживание формы концевых участков с помощью следящих элементов и подачу сигнала на включение ножниц для реза переднего концевого участка при достижении фиксации следящими элементами постоянства ширины раската, а для реза заднего концевого участка - уменьшение ширины раската.
Недостатком известного способа является то, что с его помощью невозможно правильно определить момент включения ножниц, когда на передней или задней кромке раската есть впадины, глубина которых в направлении оси раската превышает длину концевого участка полосы с изменяющейся шириной (разрывы в сплошности полосы). Это обусловлено отсутствием контроля за качеством поверхности полосы, т.к. следящие элементы размещают по ее краям, что обеспечивает только контроль за шириной полосы.
Заявляемое изобретение направлено на обеспечение выявления и точного удаления концевых участков раската, имеющих не только отклонения от заданной ширины, но и имеющих глубокие впадины и/или разрывы в сплошности, а также на исключение износа следящих элементов.
Указанный результат достигается тем, что способ определения момента включения летучих ножниц на рез концевых участков раската широкополосного стана горячей прокатки включает отслеживание формы концевых участков с помощью следящих элементов, размещаемых по линии, перпендикулярной направлению перемещения раската, и подачу сигнала на включение ножниц для реза переднего концевого участка при наличии фиксации следящими элементами постоянства ширины раската и неразрывности линии его поперечного сечения, а для реза заднего концевого участка - при фиксации изменения ширины раската или появления разрыва на линии его поперечного сечения.
Указанный результат достигается также тем, что в качестве следящих элементов используют линейку фотоэлементов.
Отличительными признаками заявляемого способа являются:
подачу сигнала на включение ножниц для реза переднего концевого участка осуществляют при наличии фиксации следящими элементами постоянства ширины раската и неразрывности линии его поперечного сечения;
подачу сигнала на включение ножниц для реза заднего концевого участка осуществляют при фиксации изменения ширины раската или появления разрыва на линии его поперечного сечения;
следящие элементы размещают по линии, перпендикулярной направлению перемещения раската;
в качестве следящих элементов используют линейку фотоэлементов.
Размещение следящих элементов по линии, перпендикулярной направлению перемещения раската, позволяет контролировать не только отклонение полосы от заданной ширины, но и наличие разрывов в ее сплошности. При этом следящие элементы могут быть выполнены также, как и в прототипе, в виде рычагов с роликами на концах. Только ролики будут обегать не боковые грани раската, а всю его поверхность. Однако, из-за контакта роликов с раскаленным металлом происходит их быстрый износ, поэтому наиболее целесообразно использование бесконтактных следящих элементов, одним из вариантов которых являются фотоэлементы.
Подача сигнала на включение ножниц для реза переднего концевого участка при наличии фиксации следящими элементами постоянства ширины раската и неразрывности линии его поперечного сечения позволяет точно удалить бракованный концевой участок раската, поскольку рез будет проведен по линии раската, где уже достигнута номинальная его ширина и отсутствуют разрывы в сплошности, т.е. начинается проход раската, отвечающего требуемому качеству.
Подача сигнала на включение ножниц для реза заднего в концевого участка раската при фиксации изменения ширины раската или появления разрыва по линии его поперечного сечения также позволяет обеспечить точное отсечение бракованной части раската, поскольку рез будет проведен по линии, где либо начинаются разрывы в сплошности, либо начинаются отклонения от номинального размера, но в обоих случаях брак будет отсечен.
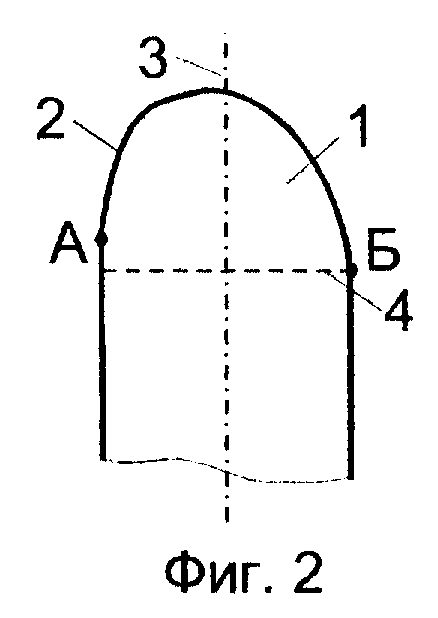
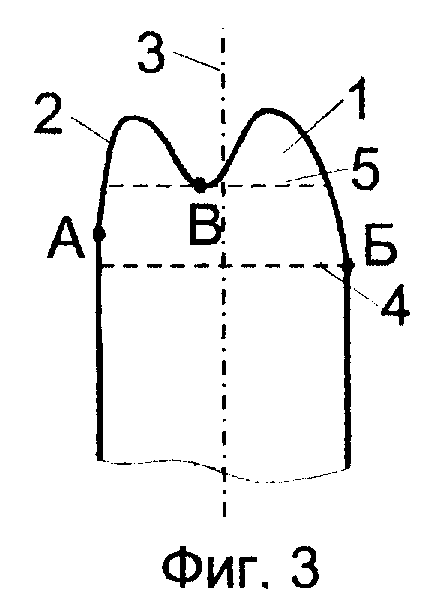
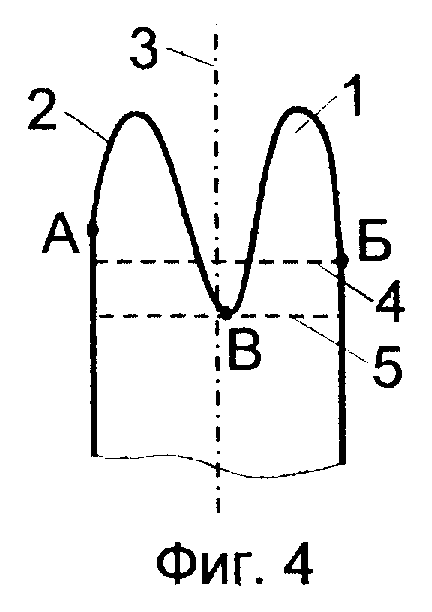
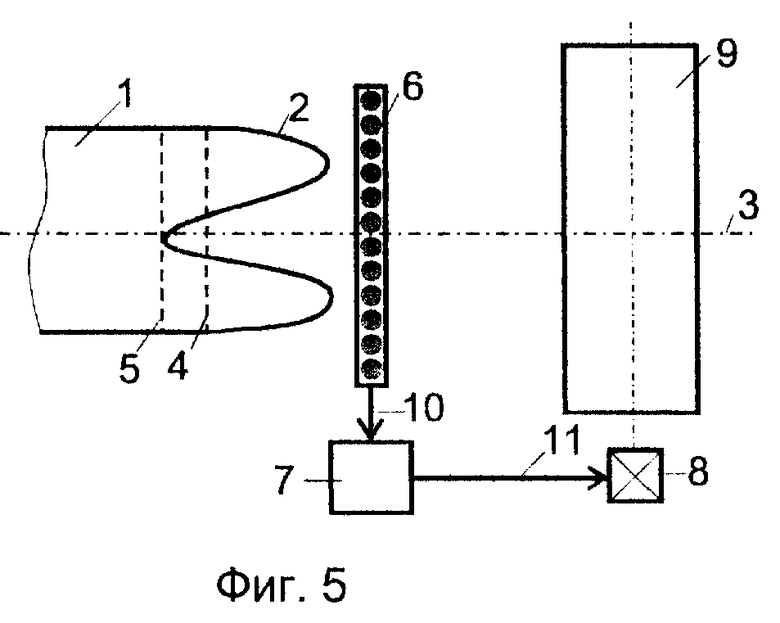
Сущность заявляемого способа поясняется графическими материалами. На фиг. 1-4 показаны возможные формы концевых участков раската, подлежащих удалению; на фиг. 5 представлена принципиальная схема устройства, с помощью которого может быть реализован способ.
Раскат 1 имеет в плане форму очертания 2 некондиционных концевых участков, которые подлежат отрезанию. Для всех возможных форм характерно наличие точек А и Б, начиная с которых боковые грани становятся практически параллельны оси подката 3. При этом линия поперечного сечения 4, проведенная перпендикулярно оси подката 3 через ту из точек А и Б, которая расположена дальше от конца подката, отделяет концевой участок, на котором ширина подката непостоянна. Кроме того, для формы концевых участков, изображенных на фиг. 3 и 4, характерно наличие точки В, начиная с которой линия поперечного сечения 5 становится непрерывной. Рез концевого участка должен производиться по той из линий 4 и 5, которая расположена дальше от конца раската.
Устройство, с помощью которого может быть реализован способ, содержит линейку фотоэлементов 6, расположенных, например, над осью раската, и вычислительное устройство 7, соединенное с фотолинейкой 6 каналом связи 10 и с приводом 8 летучих ножниц 9 каналом связи 11. Фотоэлементы установлены так, что области их видимости распределены вдоль линии поперечного сечения раската, находящейся, например, под фотолинейкой, и перекрывают всю ширину раската, причем расстояние между центрами областей видимости не превышает максимально допустимой погрешности в определении ширины раската.
Пример 1. В общем случае способ реализуется следующим образом. После черновой прокатки раскат 1 подается к ножницам 9 для отрезания переднего и заднего некондиционных концевых участков, имеющих очертания 2, подобные изображенным на фиг. 1-4. Вычислительное устройство 7 анализирует информацию, получаемую с ряда следящих элементов 6 по каналу связи 10. Функции следящих элементов может выполнять, например, линейка фотоэлементов, расположенная над раскатом и фиксирующая его тепловое излучение. В результате анализа вычислительное устройство определяет такие характеристики линии поперечного сечения раската, находящейся под рядом следящих элементов, как ее длина и наличие на ней разрывов. При резе переднего концевого участка сигнал на разгон ножниц 9 передается в привод 8 через линию связи 11 в тот момент, когда вычислительное устройство 7 фиксирует прекращение изменения длины поперечного сечения подката и отсутствие на этой линии разрывов. При резе заднего концевого участка сигнал на разгон подается в тот момент, когда вычислительное устройство зафиксирует изменение длины линии поперечного сечения подката или появление на этой линии разрыва.
Пример 2. На широкополосном стане горячей прокатки из слябов стали 08кп толщиной 240 мм производят горячекатаную полосу толщиной 2,5 мм и шириной 1600 мм. В процессе черновой прокатки сляб деформируют в пяти проходах с получением подката толщиной 30 мм. Температура входа подката в первую чистовую клеть - 980oC, скорость перемещения переднего конца под ножницами - 2,05 м/с, а заднего - 0,85 м/с. Форма переднего концевого участка имеет, например, вид, изображенный на фиг. 1, а заднего - на фиг. 4.
По мере перемещения переднего края раската под следящими элементами 6, функции которых выполняет фотолинейка, вычислительное устройство 7 анализирует получаемый с нее сигнал и фиксирует изменение длины линии поперечного сечения. После прохождения под фотолинейкой линии сечения 4 изменение вычисляемой длины линии поперечного сечения прекращается. После фиксации факта прекращения изменения длины линии поперечного сечения вычислительное устройство проверяет неразрывность этой линии и, поскольку при данной форме концевого участка это условие на линии 4 выполняется, на привод 8 ножниц 9 через канал связи 11 передается сигнал на запуск. Темп разгона ножниц 9 устанавливают так, чтобы их ножи коснулись раската в момент прохождения под ними линии сечения 4.
Так как ширина раската вне пределов концевых участков практически постоянна и в раскате нет отверстий, то вплоть до подхода к линии фотолинейки заднего концевого участка вычислительное устройство 7 фиксирует постоянство длины и неразрывность линии поперечного сечения раската. В тот момент, когда под фотолинейкой 6 окажется сечение 5 заднего концевого участка, форма которого изображена на фиг. 4, вычислительное устройство 7 фиксирует появление разрыва на линии поперечного сечения и по каналу связи 11 в привод 8 ножниц 9 передает сигнал на запуск, в результате рез осуществляется по линии 5.
При использовании предлагаемого способа правильный рез реализуется при любой возможной форме отрезаемых концевых участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения момента включения летучих ножниц на рез концевых участков раската широкополосового стана горячей прокатки и устройство для его осуществления | 1988 |
|
SU1692773A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
Изобретение относится к технологии производства горячекатаного листового проката. Изобретение направлено на обеспечение выявления и точного удаления концевых участков раската, имеющих не только отклонения от заданной ширины, но и глубокие впадины и/или разрывы в сплошности, а также на исключение износа следящих элементов. Способ включает в себя отслеживание формы концевых участков с помощью следящих элементов и подачу сигнала на включение ножниц для реза переднего концевого участка при достижении фиксации следящими элементами постоянства ширины раската, а для реза заднего концевого участка - уменьшения ширины раската, при этом следящие элементы размещают по линии, перпендикулярной направлению перемещения раската, подачу сигнала на включение ножниц для реза переднего концевого участка осуществляют при наличии фиксации следящими элементами постоянства ширины раската и неразрывности линии его поперечного сечения, а для реза заднего концевого участка - при фиксации изменения ширины раската или появления разрыва на линии его поперечного сечения. Кроме того, в качестве следящих элементов используют линейку фотоэлементов. 1 з.п. ф-лы, 5 ил.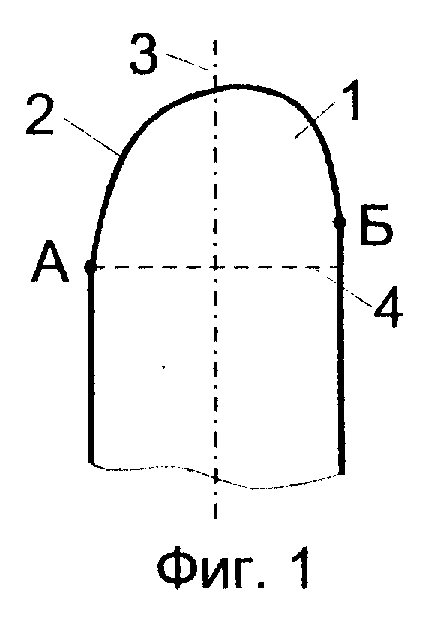
| Способ определения момента включения летучих ножниц на рез концевых участков раската широкополосового стана горячей прокатки и устройство для его осуществления | 1988 |
|
SU1692773A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| Черные металлы | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |

