Изобретение относится к сварке, а именно к электродным покрытиям для наплавки износостойкого легированного сплава на поверхность деталей, работающих в условиях интенсивного абразивного изнашивания с ударами различной степени динамичности.
Известны наплавочные электроды ля работы в условиях абразивного изнашивания, в шихту которых входят ферросплавы, а также графит и никель [1]
Однако сплавы, получаемые при использовании этих электродов, не могут работать достаточно эффективно при ударах, а отсутствие легирующих компонентов не позволяет существенно повысить сопротивляемость наплавки изнашиванию в условиях интенсивного абразивного изнашивания.
Наиболее близким по составу компонентов и применению является изобретение [2] прототип.
Электроды с известным составом покрытия имеют высокую износостойкость в абразивной среде, но недостаточно высокую сопротивляемость ударам повышенной cтепени динамичности.
Целью предлагаемого изобретения является обеспечение высоких сварочно-технологических свойств и повышение сопротивляемости наплавленного металла ударным нагрузкам повышенной степени динамичности.
Поставленная цель достигается за счет создания электродного покрытия, позволяющего получить наплавленный металл с хорошей сопротивляемостью ударным нагрузкам различной степени динамичности. Для этого в состав электродного покрытия, включающего мрамор, плавиковый шпат, никель, графит, рутил, феррохромбор, феррованадий, введены ферросилиций и хром металлический.
Состав электродного покрытия, мас.
Мрамор 32 48
Плавиковый шпат 10 20
Феррохромбор 12 20
Графит 1 6
Ферросилиций 6 12
Хром металлический 3 5
Феррованадий 1 6
Никель 1 7
Рутил 2 8
Введение никеля способствует увеличению остаточного аустенита в наплавленном сплаве, что значительно повышает пластические свойства сплава и сопротивляемость ударам высокой степени динамичности.
В качестве наиболее эффективного (для данной системы легирования) сочетания компонентов, определяющих уровень легированности наплавленного металла и оптимальность его раскисления, в состав покрытия введена смесь порошков лигатуры феррохромбора и хрома металлического в соотношении 4:1 при общем содержании в покрытии 15 20%
Выбор сочетания данных материалов и найденные их пропорции и количества обеспечивают наименьшие потери хрома на окисление и максимально уменьшают его содержание в парах аэрозоля.
В результате (в сочетании с количеством покрытия на электроде, характеризуемом коэффициентом массы 40-60%) обеспечивается достаточная газошлаковая защита расплавленного металла на стадии капли и ванны.
Повышение основности шлака за счет экспериментального подобранного содержания мрамора, способствует уменьшению коэффициента распределения хрома между шлаком и металлом.
Электродное покрытие изготавливается по обычной технологии, с применением натриевого стекла, путем перемешивания компонентов и нанесения их опрессовкой на электродный стержень из проволоки СВ-08 по ГОСТ 2246-70.
Ток при наплавке постоянный, обратной полярности. Сила тока при диаметре 4 мм 140-145 А; напряжение 26-32 В.
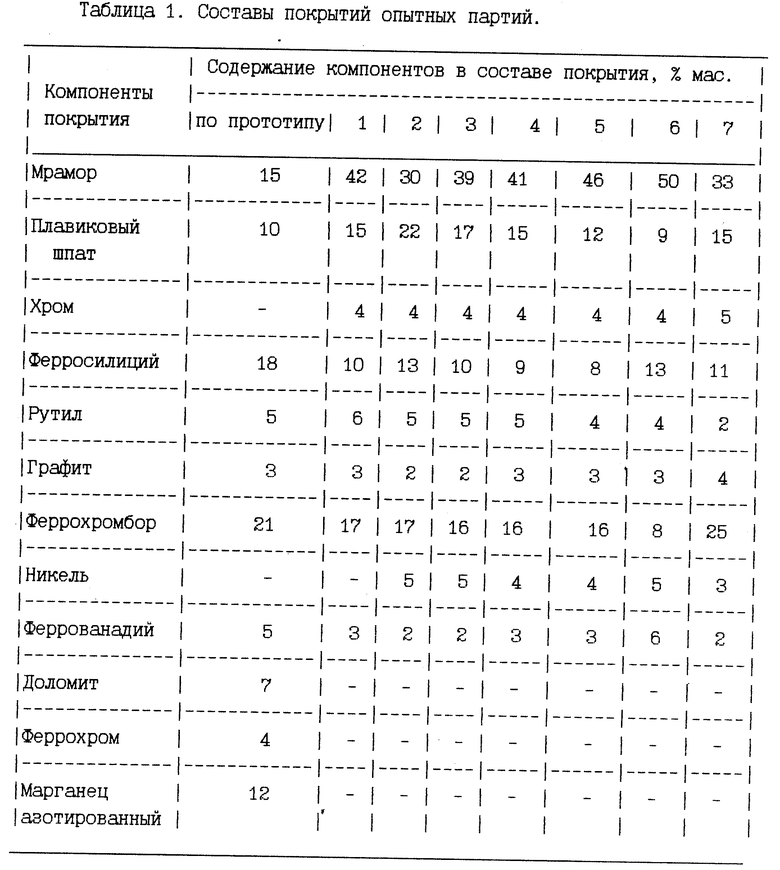
В лабораторных условиях производили наплавку 7 партиями предлагаемых электродов в диапазоне со значениями количества компонентов выше и ниже заявляемых, с отсутствием одного из заявляемых компонентов и отношением FeCrB/Cr, не соответствующим 4:1 (табл. 1).
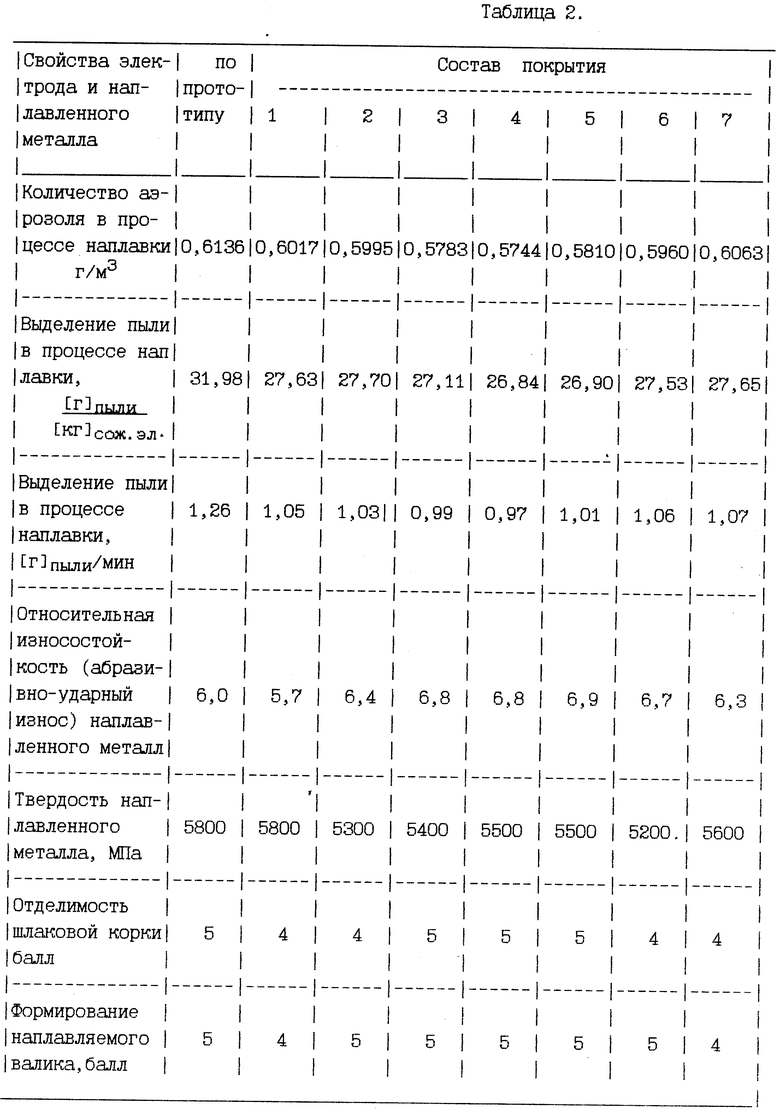
Из приведенных в табл. 2 данных видно, что при наплавке электродами с составами покрытий 3 5 наблюдаются наиболее высокие санитарно-гигиенические характеристики при высокой сопротивляемости наплавленного металла ударно-абразивному изнашиванию.
При понижении или повышении содержания заявленных компонентов (составы 2, 6), при отсутствии одного из них (состав 1) и при изменении соотношения феррохромбора и хрома металлического (состав 7) износостойкость и технологические свойства снижаются.
Особенно заметно сказывается на сопротивлении ударно-абразивному воздействию отсутствие никеля, который при введении его в шихту вместо марганца резко повышает пластические характеристики наплавленного металла вследствие существенного повышения в микроструктуре сплава аустенитной фазы.
Таким образом, электроды с предлагаемым составом покрытия обеспечивают повышение сопротивляемости наплавленного металла абразивному изнашиванию с динамическими нагрузками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗНОСОУДАРОСТОЙКОГО СПЛАВА, ЭКСПЛУАТИРУЕМОГО В АБРАЗИВНОЙ СРЕДЕ | 1995 |
|
RU2098251C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2012 |
|
RU2506149C1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2148485C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2012 |
|
RU2505388C1 |
| Состав электродного покрытия | 1990 |
|
SU1731550A1 |
| Состав электродного покрытия | 1975 |
|
SU569420A1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2219033C1 |
| СОСТАВ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2015 |
|
RU2645828C2 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
Использование: изобретение относится к электродным покрытиям для наплавки износостойкого легированного сплава на поверхность деталей, работающих в условиях интенсивных ударных нагрузок и абразивного изнашивания. Сущность изобретения: состав электродного покрытия содержит мас.%: мрамор 32 - 48, плавиковый шпат 10 - 20, феррохромбор 12 - 20, графит 1 - 6, ферросилиций 6 - 12, феррованадий 1 - 6, рутил 2 - 8, хром металлический 3 - 5 и никель 1 - 7. Наиболее эффективным является состав, в котором смесь порошков лигатуры феррохромбора и хрома металлического в покрытии взяты в соотношении 4:1. Указанное сочетание материалов обеспечивает наименьшие потери хрома на окисление, позволяет отказаться от использования в качестве раскислителя токсичного марганца и улучшить санитарно-гигиенические характеристики электродного покрытия. 1 з.п. ф-лы, 2 табл.
Мрамор 32 48
Плавиковый шпат 10 20
Феррохромбор 12 20
Графит 1 6
Ферросилиций 6 12
Хром металлический 3 5
Феррованадий 1 6
Никель 1 7
Рутил 2 8
2. Состав по п.1, отличающийся тем, что феррохромбор и хром металлический введены в соотношении 4 1.
| SU, авторское свидетельство, 531700, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| SU, авторское свидетельство, 569420, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
