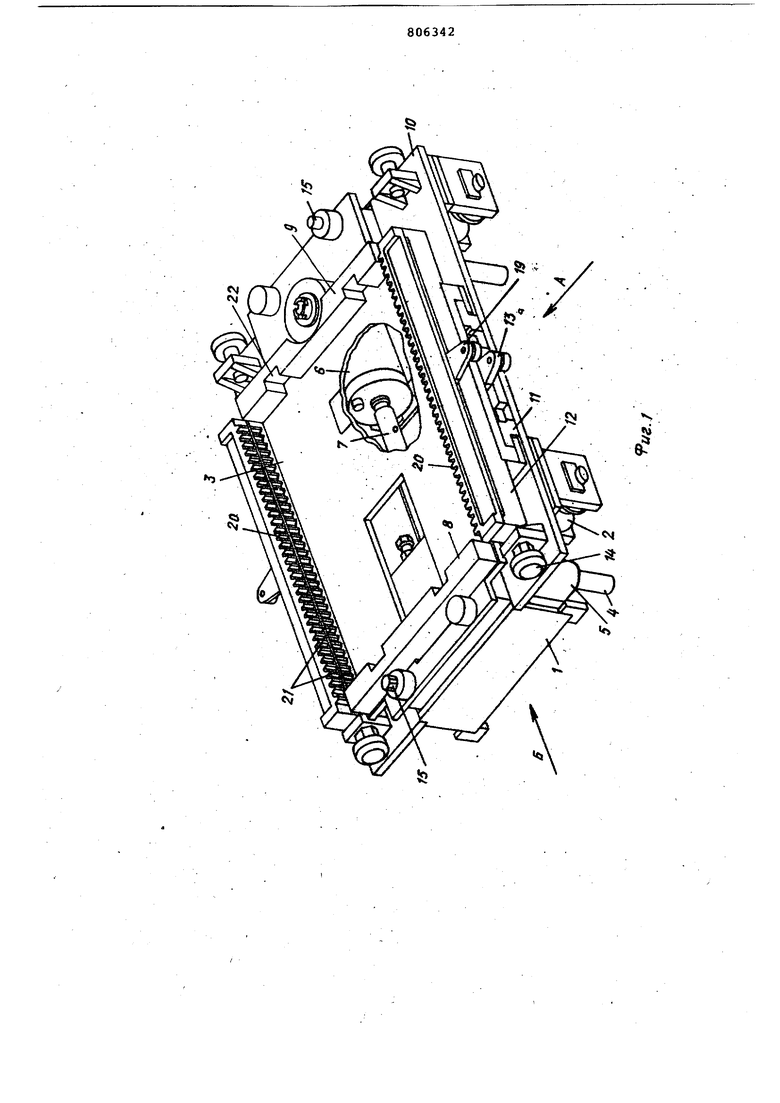
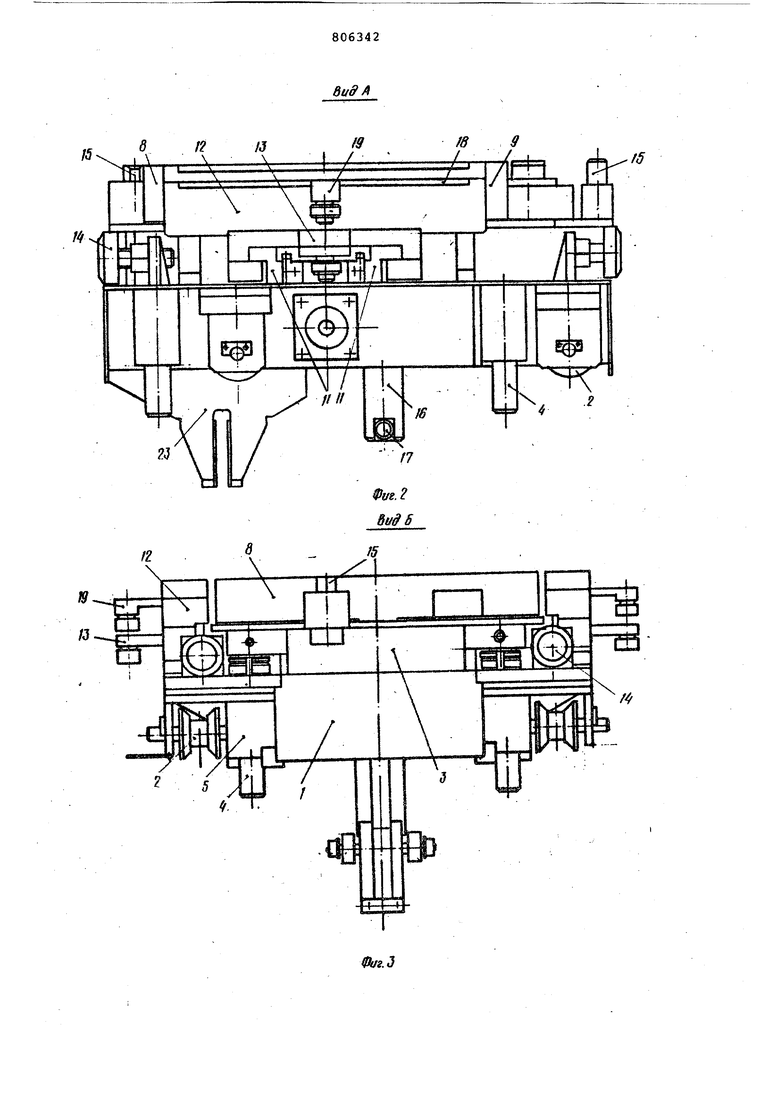
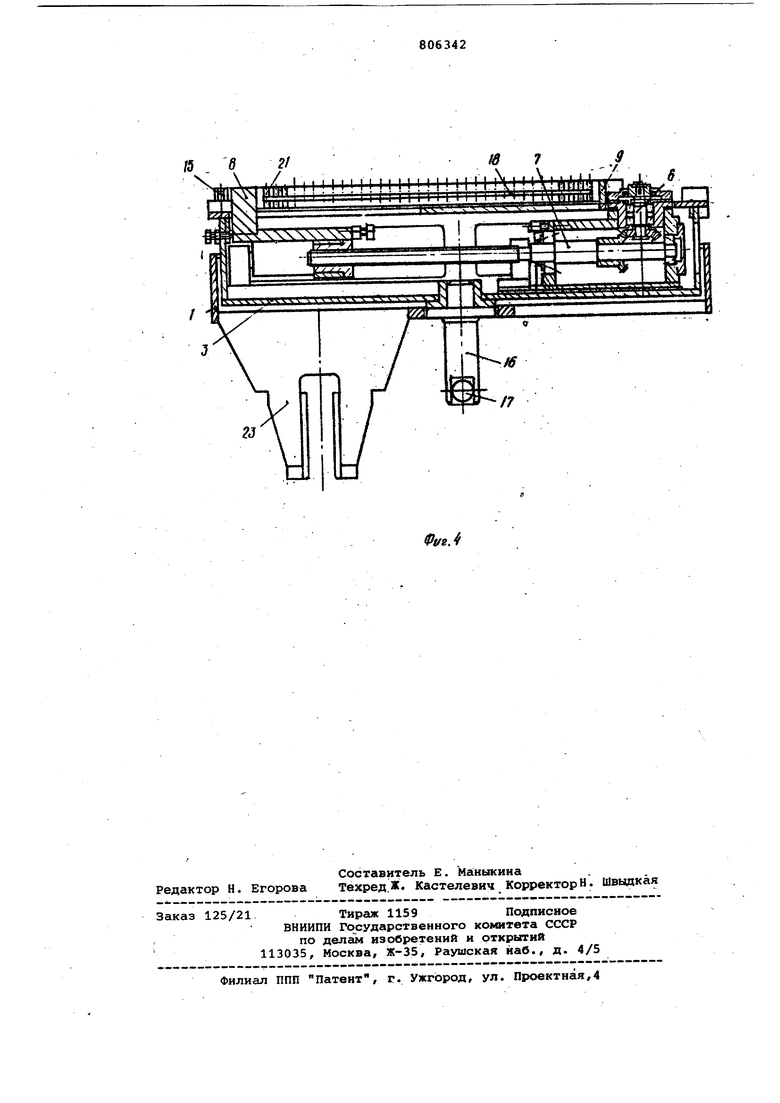
том 7, а также подвижной 8 и неподвижной 9 губок. На площадках 10 несущей рамы 1 выполнены направляющие 11, по которым навстречу друг другу перемеиаютс гребенки 12, снабженные роликовцмупором 13. На площадках установлены толкатели 14.На корпусе 3 закреплены центрирующие пальцы 15 и вертикальная скалка 16 с роликами 17. Гребенки 12 выполнены иногорядными. Ряды гребенок разделяются вьщвижными разделительными ножами 16 с роликовыми упорами 19. Зубья 20 гребенок 12 иаправ:лены навстречу друг-другу. Пазы 21 гребенок выполнены сквозными в вертикальной плоскости. Подвижная 8 и неподвижная 9 губки выполнены с па.згаяя 22. Несущая рама 1 снабжена упором 23.
Сборка и транспортировка остова многорядного радиатора осуществляется следующим образом.
Приспособление перемещается по направляющим автомата сборки радиаторов на роликах 2 с одной рабочей позиции на другую. Перемещение осуществляется при помощи привода (на чертежах не показан), взаимодействующего с упором 23 приспособления, коiQ yi одновременно служит для фиксации приспособления на каждой рабочей позиции.
При укладке нижйего ряда радиаторных трубок разделительные ножи 18 находятся в выдвинутом положении. Укладка трубок ведется на выступы по зубья 20 гтребенок. После укладки нижнего ряда ножи 18, при помощи роликового упора 19 задвигаются внутрь гребенок 12. Следующий ряд трубок укладывается на разделительные ножи 18. После укладки всех рядов трубок между ними укладываются гофрированные ленты. Расстояние между трубками позволяет укладывать гофрированную ленту без усилия и без деформации поверхностей трубок и ленты.
При необходимости положение радиаторных трубок регулируется по длине при помсяаи сближения гребенок 12 по направляющем 11. Торцы пазов 21 упирахггся в, торцы радиаторных трубок и выра вннвают их.
После сборки трубки с гофрироваиHiaet лентами сжимают в пакет. Перед сжатием раздвигают гребенки 12. Ряда радиаторных трубок удерживаются на разделительных ножгш 18, а гофрированные ленты - на корпусе 3. Сжатие остова радиатора осуществляется приводом (на чертеже не показан)
через конический редуктор 6 и ходовой винт 7, передающий движение на подвижную губку 8 и перемещающий ее по направлякхоям корпуса 3. Подвижная губка сжимает остов радиатора с определенным усилием. После сжатия .остова разделительные ножи 18 выдвигаются.
Для напрессовки распорных пластин (бачков) рсщиатора скалка 16 с роликанш 17 при помощи специального устройства (на чертежах не .показано) , поднимает корпус 3, на котором удерживается собранный остов радиатора над гребенками 12. На по;3иции напрессовки распорных пластин и развальцовки трубок происходит ориентация приспособления при по1«ющи центрирующих пальцев 15. После пластин, перед съемом собранного осгова радиатора, захваты съемного приспособления входят в пазы 22 губок 8 и и захватывают остов, удерживая его в сжатом состоянии.
После этого отводят подвижную губку 8 в исходное положение. Собраниьй радиатор снимается и переносится на другую позицию. Корпус 3 опускается. ПриспоЬобление готово к сборке следу ок1его радиатора.
Формула изобретения.
1.Приспособление для сборки остова радиатора, содержащее смонтированные на ргшю одна напротив другой гребенки, одна из которых установлена с возможностью перемещения, отличающееся тем, что,
с целью пошлиения качества сборки, оно снабжено 1 юханизмом сжатия остова радиатора, выполненным в виде смонтированных на раме между гребенками губок неподвижной и подвижной в напрг1влен,ии, перпендикулярнсж перемещению гребенки, при этом другая гребенка установлена подвижно относительно первой.
2.Приспособление-по п.1, о тличающееся тем, что, с целью обеспечения возможности сборки многорядиого остова радиатора, оно снабжено шлдвижными раздёлительиь&ш ножами, устаиовленными в выполненных в гребенках продольных пазах
со стороны зубьев.
5 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство ЧССР 171548, кл. В 21 О 31/00, опублик. 1978.
/5 . 8 2/ И 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки радиаторов | 1985 |
|
SU1279789A1 |
| Полуавтомат для сборки радиаторов | 1974 |
|
SU485852A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |