Настоящее изобретение относится к оборудованию для изготовления и сборки секций ребристых радиаторов теплообменников тепловозов.
Известны автоматы для изготовления радиаторяых пластин и сборки секций радиаторов, содержащие станину и связанные общим приводом устройство для яробивки отверстий и отрезки пластин от ленты, кассету с тру&ками, устройство для перемещения пластин и напрессовки их на трубки, снабженные ножами для центрирования пластин относительно трубок.
Автомат, выполненный согласно изобретению, обеспечивает повышение точности собираемых секций и позволяет упростить набор трубок в кассеты к съем собранных секций с автомата.
Устройство для напрессовки пластин выполнено в виде пакета кондукторных пластин. Последние размещают параллельно рабочему торцу матрицы штампа и выполняют с пазами, которые располагают параллельно отверстиям формы пазов в -матрице.
Кондукторные пластииы устанавливают в кассете с передней и задней стенками, расстояние между которыми больше на заданную величину, чем толщина пакета пластин. Передняя стенка кассеты выполнена с пазами, соосными с трубками, а кассета выполнена подвижной и установлена на станине с возможностью перемещения в направлении осей трубок. Кроме того, устройство для перемещения я наюрессовки пластин снабжено кареткой с защелками, (перемещаемой в направлении осей трубок по направляющим, смонтированным на станине, а ножи размещены на другой каретке, перемещаемой в том же, а также в перпендикулярном направлениях. Выполнены ножи в виде двух плоских пружин, сжимаемых в отверстиях матрицы и охватывающих с двух сторон закрепленные на трубках наконечники. Кассеты для доставки трубок выполнены в виде связанных между собой тягами подвижной и неподвижной плиток, .и закрепленных в последней пальцев для установки трубок.
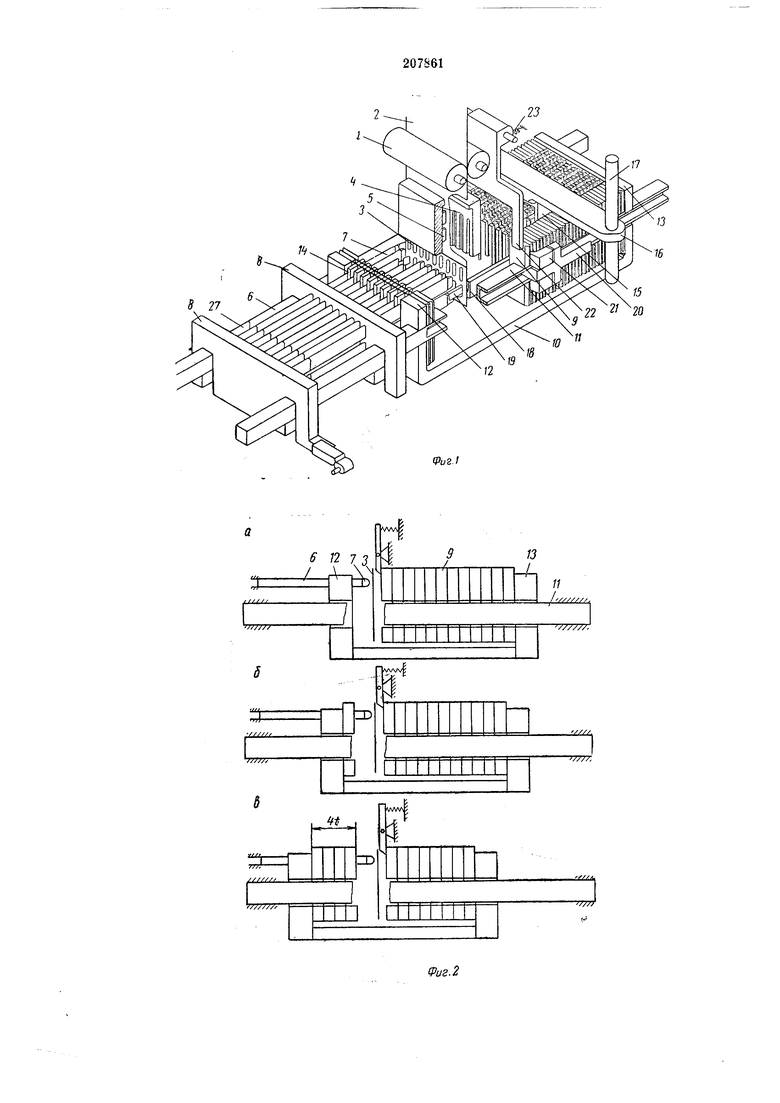
На фиг. 1 показана схема автомата, на фиг. 2 - устройство для перемещения и напрессовки пластин на трубки; на фиг. 3 - ножи; на фиг. 4 -кассета с трубками.
Автомат содержит катушку (на Чертеже не показана) для разматывания ленты /, механизм 2 подачи, штамп для прокалывания отверстий и отрезки пластин , снабженный матрицей - и пуансоном 5. Отрезанные пластины напрессовывают на трубки & с наконечниками 7, установленные в кассете 5.
шагу набираемых пластин секций радиаторов. Установлены кондукторные пластины в кассете 10 и помещены на направляющей //, вдоль которой могут перемещаться как «пластины Я так и кассеты 10. Длина кассеты такова, что расстояние между передней стенкой 12 и задней стенкой 13 больше суммарной толщины пакета кондукторных пластин. Передняя стенка кассеты выполнена с пазами 14 и расположена так, что трубки 6, установленные в кассете 8, свободно .проходят сквозь пазы 14.
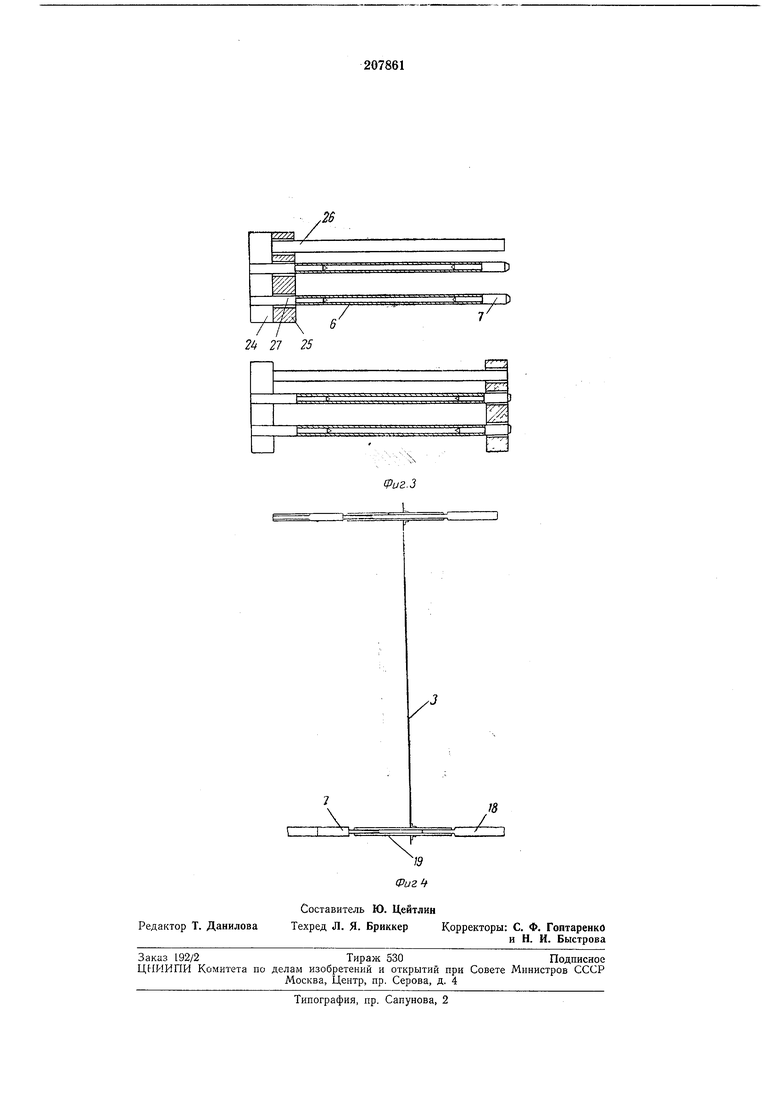
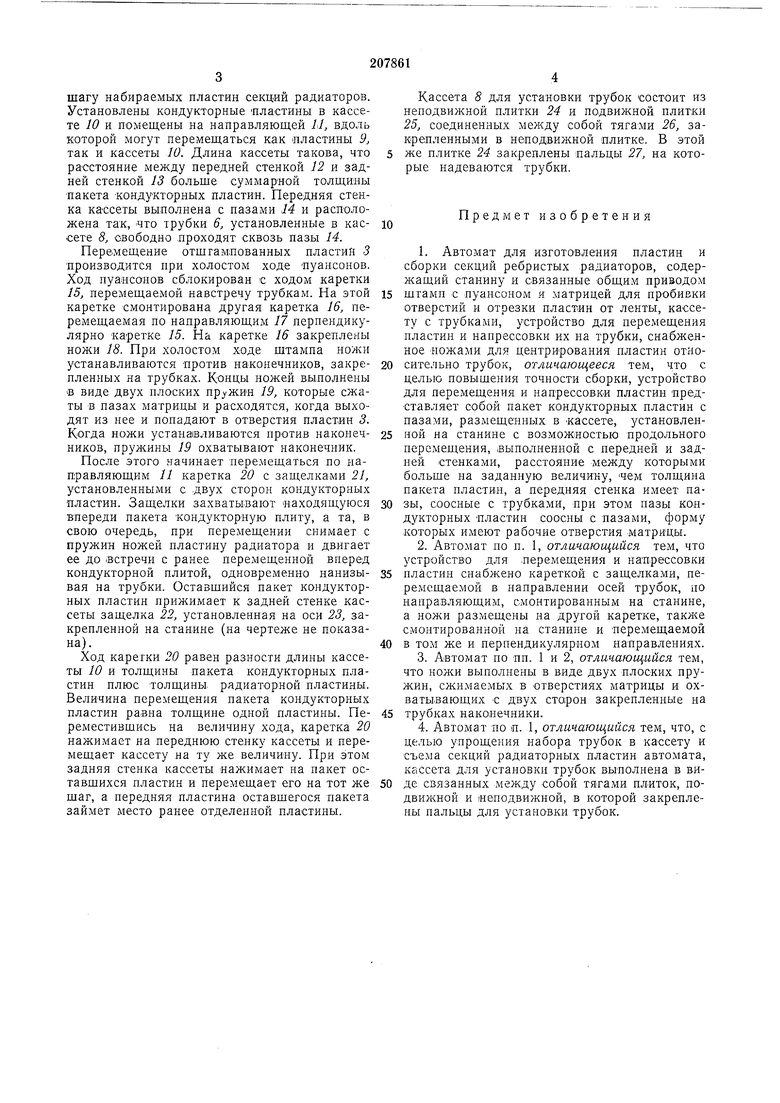
Перемещение отштампованных пластин 3 производится при холостом ходе пуансонов. Ход пуансонов сблокирован с ходом каретки 15, перемещаемой навстречу трубкам. На этой каретке смонтирована другая каретка 16, перемещаемая по направляющим 17 перпендикулярно -каретке 15. На каретке 16 закреплены ножи 18. При холостом ходе щ тампа ножи устанавливаются против наконечников, закрепленных на трубках. Концы ножей выполнены В виде двух плоских пружин 19, которые сжаты в пазах матрицы и расходятся, когда выходят из нее и попадают в отверстия пластин с. Когда ножи устанавливаются прОтив наконечников, пружины 19 охватывают наконечник.
После этого начинает перемещаться по направляющим 11 каретка 20 с защелками 21, установленными с двух сторон кондукторных пластин. Защелки захватывают находящуюся впереди пакета кондукторную плиту, а та, в свою очередь, при перемещении снимает с пружин ножей пластину радиатора и двигает ее до встречи с ранее перемещенной внереД кондукторной плитой, одновременно нанизывая на трубки. Оставшийся пакет кондукторных пластин прижимает к задней стенке кассеты защелка 22, установленная на оси 23, закрепленной на (на чертеже не показана).
Ход каретки 20 равен разности длины кассеты 10 и толщины пакета кондукторных пластин плюс толщины, радиаторной пластины. Величина перемещения пакета кондукторных пластин равна толщине одной пластины. Переместившись на величину хода, каретка 20 нажимает на переднюю стенку кассеты и перемещает кассету на ту же величину. При этом задняя стенка кассеты нажимает на пакет оставшихся пластин и перемещает его на тот же шаг, а передняя пластина оставшегося пакета займет место ранее отделенной пластины.
Кассета 8 для установки трубок состоит из неподвижной плитки 24 и подвижной плитки 25, соединенных между собой тягами 26, закрепленными в неподвижной плитке. В этой же плитке 24 закреплены пальцы 27, на которые надеваются трубки.
Предмет изобретения
1.Автомат для изготовления пластин и сборки секций ребристых радиаторов, содержащий станину и связанные общим приводом
штамп с пуансоном я матрицей для пробивки отверстий и отрезки пластин от ленты, кассету с трубками, устройство для перемещения пластин и напрессовки их на трубки, снабженное ножами для центрирования пластин относительно трубок, отличающееся тем, что с целью повышения точности сборки, устройство для перемещения и напрессовки пластин представляет собой па.кет кондукторных пластин с пазами, размещенных в кассете, установленной на станине с возможностью продольного перемещения, .выполненной с передней и задней стенками, расстояние между которыми больше на заданную величину, чем толщина пакета пластин, а передняя стенка имеет пазы, соосные с трубками, при этом пазы кондукторных Пластин соосны с пазами, форму которых имеют рабочие отверстия матрицы.
2.Автомат но п. 1, отличающийся тем, что устройство для .перемещения и напрессовки
пластин снабжено кареткой с защелками, перемещаелюй в направлении осей трубок, по направляющим, смонтированным на станине, а ножи размещены на другой каретке, также смонтированной на станине и перемещаемой
в том же и перпендикулярНом направлениях.
3.Автомат по пп. 1 и 2, отличающийся тем, что ножи выполнены в виде двух плоских пружин, сжимаемых в отверстиях матрицы и охватывающих с двух сто;рон закрепленные на
трубках наконечники.
4.Автомат по п. 1, отличающийся тем, что, с целью упрощения набора трубок в кассету и съема секций радиаторных пластин автомата, кассета для установки трубок выполнена в виде связанных меж.ду собой тягами плиток, подвижной и неподвижной, в которой закреплены пальцы для устанОВки трубок.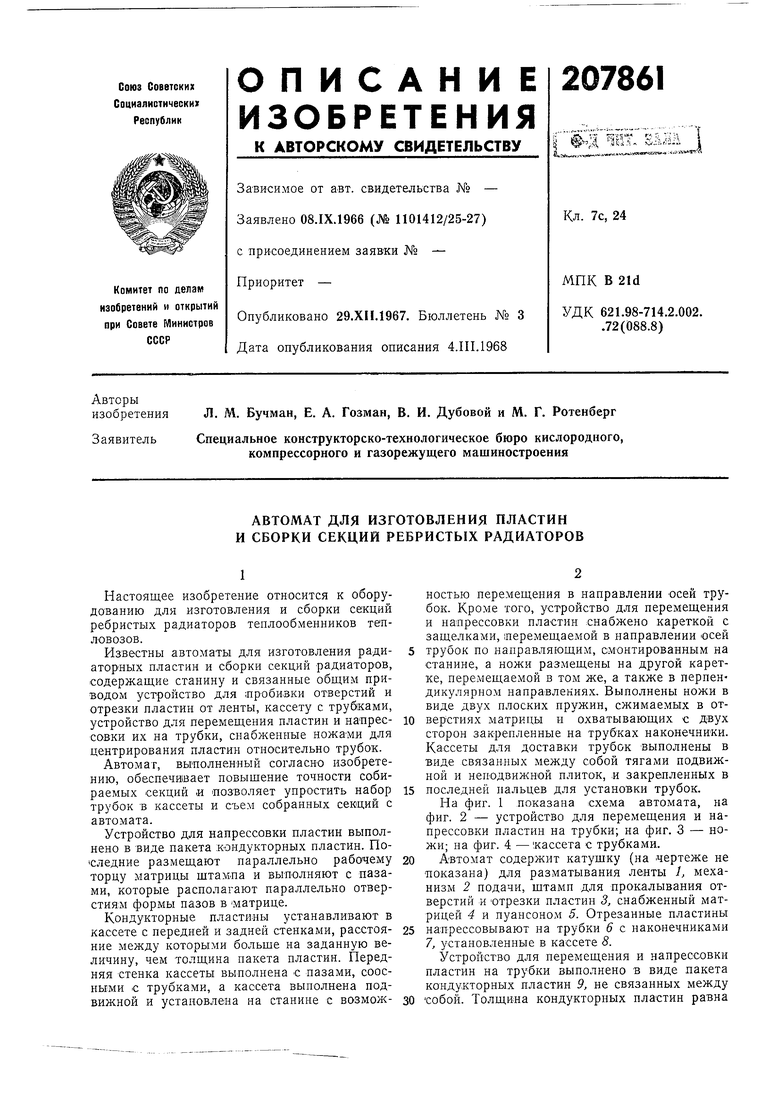
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| Автомат для изготовления пластин и сборки секций теплообменников | 1984 |
|
SU1291308A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автоматическая линия для изготовления секций пластинчатых теплообменников | 1980 |
|
SU963644A1 |
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| Автомат для сборки радиаторов | 1975 |
|
SU561650A1 |
| Станок для сборки секций ребристых радиаторов | 1979 |
|
SU859101A1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |