Изобретение относится к машиностроению, а именно в абразивным, преимущественно алмазным кругам, предназначенным для сухой резки твердых и хрупких неметаллических материалов типа бетон, гранит, камень, кирпич, керамическая плитка, мрамор, огнеупоры и т.п., а также к способам изготовления указанных кругов.
Известны отрезные круги, содержащие корпус и закрепленные на его периферии абразивные, преимущественно алмазоносные элементы (2; 4), а также круги, на торцевых поверхностях корпуса которых выполнены выемки для установки в них абразивных элементов (1; 3). К недостаткам указанных конструкций можно отнести низкую прочность соединения элементов с корпусом, невысокую скорость резания и необходимость жидкостного охлаждения. В качестве наиболее близкого аналога изобретения выбран отрезной абразивный круг (5), состоящий из металлического базового корпуса и сменного кольца с выступами, на которых закреплены абразивные элементы в виде сегментов. Однако данной конструкции также присущи указанные выше недостатки.
Известен способ изготовления отрезного круга (2), при котором на металлическом корпусе холодным методом напрессовывают шихту и затем спекают абразивный, преимущественно алмазоносный слой. Способ весьма трудоемок и требует применения сложного дорогостоящего оборудования. В качестве наиболее близкого аналога изобретения предлагается способ изготовления отрезного абразивного круга (1), при котором на металлическом корпусе круга закрепляют абразивные элементы.
Недостатком данного способа является невысокая прочность крепления сегментов к корпусу.
Техническим результатом предлагаемого изобретения является повышение прочности закрепления абразивных сегментов, упрощение процесса изготовления и ремонта отрезного абразивного круга.
Для достижения указанного технического результата в известном отрезном абразивном круге на периферии корпуса выполнена конусная поверхность, кольцо выполнено с ответной конусной поверхностью и соединено с корпусом посредством заклепок, на выступах выполнены прорези, разделяющие их на две части, и дополнительно выполнены выемки под абразивные элементы - на одной части выступа с правого торца, на второй - с левого, причем выемки обеспечивают перекрытие абразивных элементов по ширине круга не менее чем на 1 мм. Кроме того, в конструкции круга в качестве абразивных возможно применение алмазоносных элементов. Для достижения указанного технического результата в известном способе изготовления отрезного абразивного круга закрепление элементов производят по их внутренним и боковым поверхностям сварко-пайкой между электродами машины точечной сварки, причем указанные поверхности предварительно смачивают в жидкости с вязкостью не менее 9 сСт и помещают в порошок для наплавки и напыления или никелевый порошок. Способ, кроме того, позволяет произвести закрепление на корпусе алмазоносных элементов.
Сущность изобретения поясняется следующими чертежами:
фиг. 1 - общий вид отрезного круга;
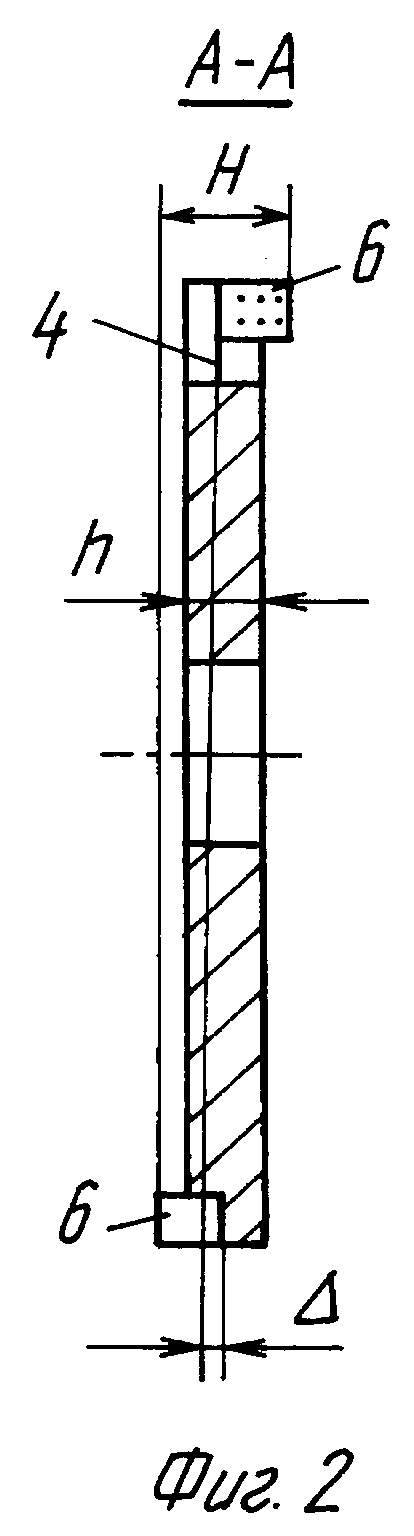
фиг. 2 - сечение А-А по фиг. 1;
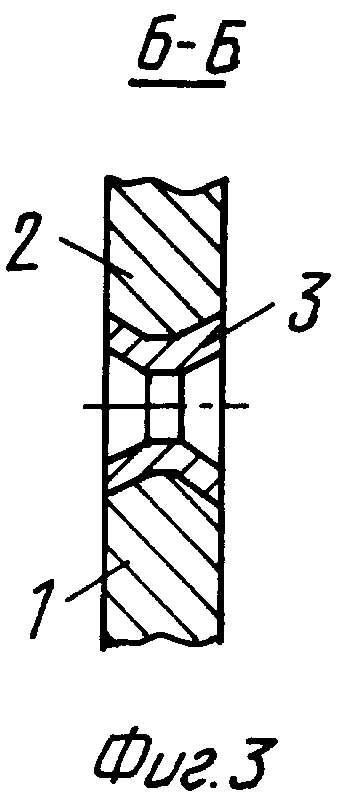
фиг. 3 - сечение Б-Б по фиг. 1;
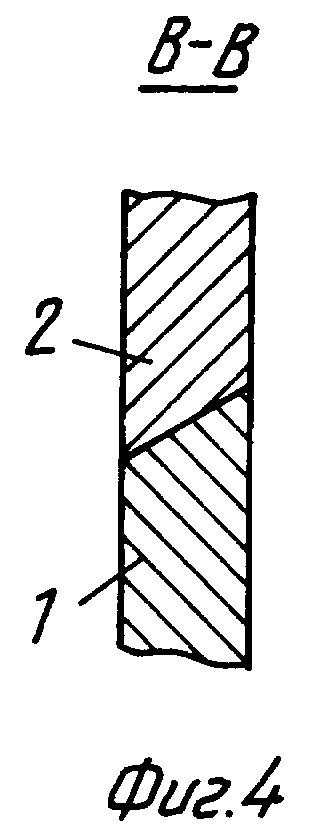
фиг. 4 - сечение В-В по фиг. 1;
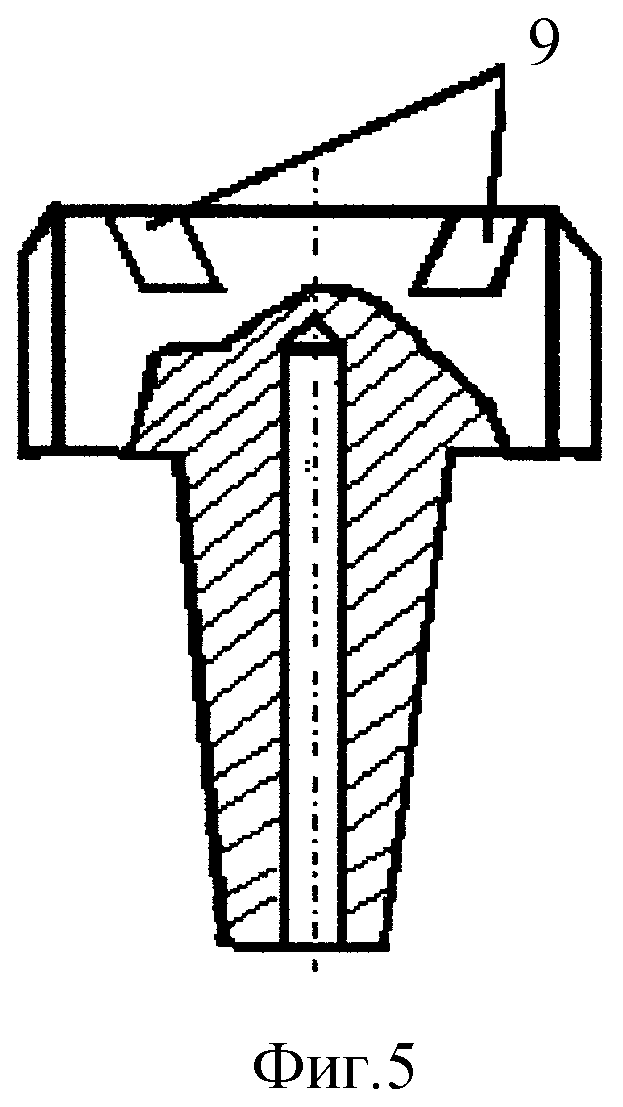
фиг. 5 - общий вид нижнего электрода;
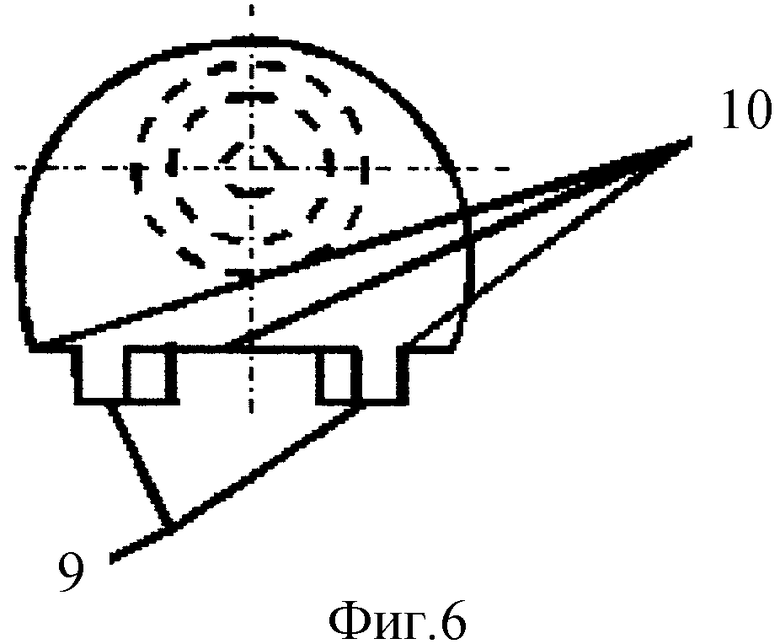
фиг. 6 - нижний электрод, вид сверху;
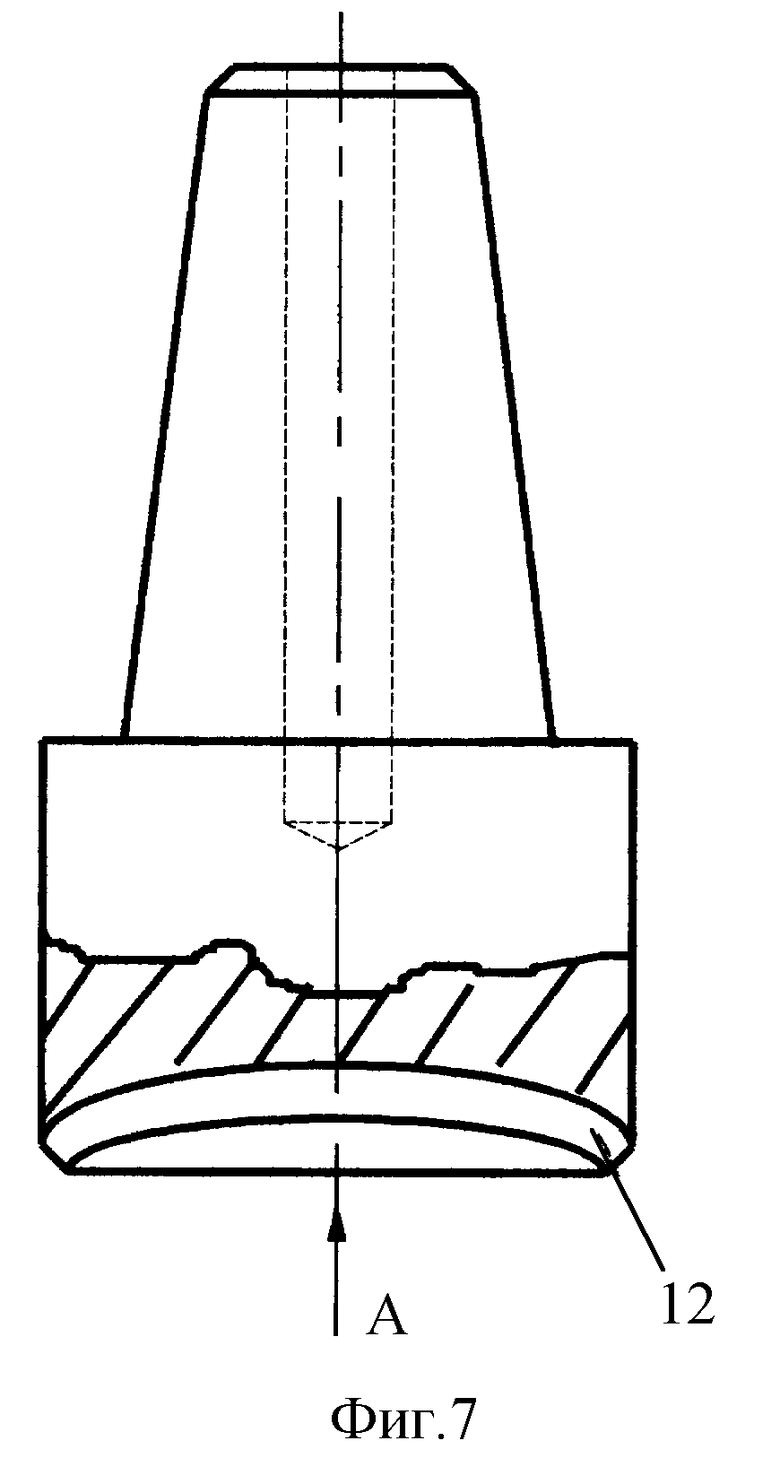
фиг. 7 - общий вид верхнего электрода;
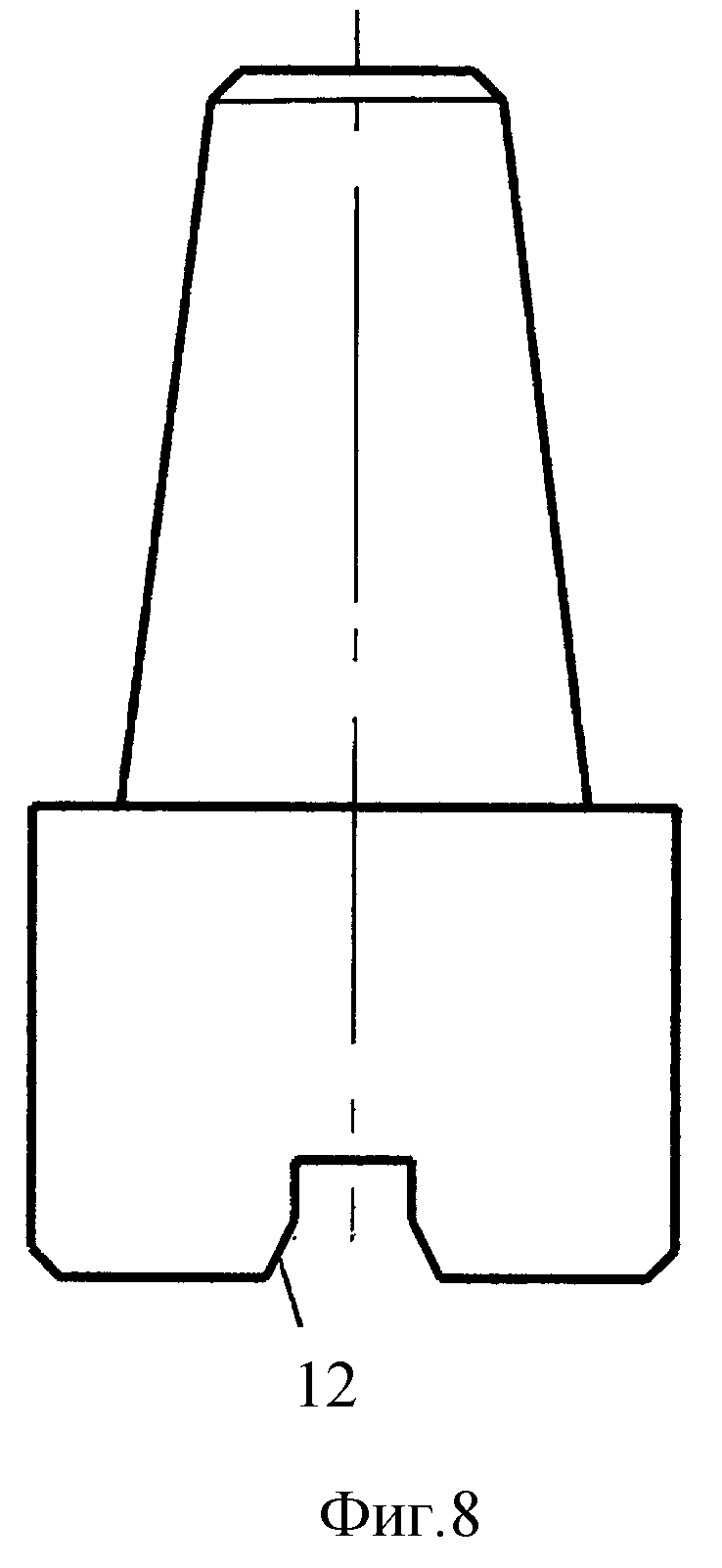
фиг. 8 - верхний электрод, вид сбоку;
фиг. 9 - вид А по фиг. 10.
Отрезной круг содержит базовый корпус 1 и сменное кольцо 2, соединенные между собой заклепками 3. На выступах 4 кольца выполнены прорези 5, разделяющие выступ на две части. На торцах выступов выполнены выемки 6 под абразивные элементы, на одной части выступа с правого торца, на второй - с левого. Выемки обеспечивают перекрытие Δ абразивных элементов по ширине H круга не менее чем на 1 мм. Подобное расположение абразивных элементов обеспечивают эффективное охлаждение режущей кромки отрезного круга и вынос шлама из зоны реза, повышает прочность крепления абразивных элементов и жесткость круга. Это позволяет существенно повысить скорость и качество сухой резки неметаллических материалов и при производстве кругов с необходимой толщиной реза применять абразивные элементы меньшей толщины, получая экономию этих элементов не менее 30%. Абразивные элементы располагаются указанным способом при изготовлении кругов большого (свыше 300 мм) диаметра и толщиной корпуса h≥3 мм.
В случае изготовления кругов диаметром свыше 300 мм и толщиной корпуса свыше 3 мм абразивный круг выполняют сборным. Первоначально изготавливают металлический базовый корпус 1, формируя на его периферии конусную поверхность (фиг. 4). Затем изготавливают сменное кольцо 2 с ответным базирующим конусом. На выступах 4 кольца 2 образуют впадины 5, разделяющие выступы на две части. На одной части выступа выполняют выемку под абразивный элемент с правого торца круга, на второй - с левого, обеспечивая перекрытие абразивных элементов по ширине круга не менее 1 мм. Для закрепления абразивных элементов на кольце последнее одевают на выступы 9 нижнего электрода машины точечной сварки, базируя кольцо дополнительно на плоских поверхностях 10 нижнего электрода. Контактные поверхности элементов смачивают в жидкости с вязкостью не менее 9 сСт, а затем смоченную часть окунают в порошок для наплавки и напыления (ГОСТ 21448-75 класса M или OM), либо в порошок никелевый (ГОСТ 9722-71), поджимают верхним электродом (фиг. 5), имеющим базирующий паз 12, и производят сварко-пайку на машине точечной сварки.
По указанной технологии возможно также закрепление на корпусе круга алмазоносных элементов.
Список литературы:
1. Патент RU 2063863 CI, кл. B 24 D 5/12, 1996 г.
2. Патент RU 2100184 CI, кл. B 24 D 5/12//B 28 D 1/04, 1997 г.
3. Патент US 3048160, кл. НПК 125-15, 1962 г.
4. Патент DE 1203639, кл. B 24 D 5/12, 1965 г.
5. Авторское свидетельство SU 1133077 A, кл. B 24 D 5/12, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ РАБОЧЕГО ЭЛЕМЕНТА В КОРПУСЕ ИНСТРУМЕНТА | 1996 |
|
RU2104849C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ крепления кристалла в корпусе инструмента | 1976 |
|
SU575188A1 |
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| Абразивный инструмент | 1978 |
|
SU814771A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |

Изобретение относится к кругам, предназначенным для сухой резки твердых и хрупких неметаллических материалов. Круг состоит из корпуса и закрепленного на нем сменного кольца с выступами. На выступах выполнены прорези, разделяющие их на две части, и дополнительно - выемки под абразивные элементы. На одной части выступа выемка выполнена с правого торца круга, на второй - с левого. Выемки обеспечивают перекрытие абразивных элементов по ширине круга не менее чем на 1 мм. Способ изготовления круга заключается в закреплении абразивных элементов по их внутренним и боковым поверхностям на кольце. Закрепление производят сварко-пайкой между электродами машины точечной сварки. Изобретение позволяет повысить прочность закрепления абразивных элементов, упростить процесс изготовления и ремонта круга. 2 с. и 2 з.п.ф-лы, 9 ил.
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| RU 2063863 C1, 20.07.1996 | |||
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| СПОСОБ КРЕПЛЕНИЯ РАБОЧЕГО ЭЛЕМЕНТА В КОРПУСЕ ИНСТРУМЕНТА | 1996 |
|
RU2104849C1 |
| Универсальная магнитная головка | 1976 |
|
SU1075998A3 |
| US 3048160, 07.08.1962 | |||
| US 3072470, 08.01.1963 | |||
| Совмещенная двухслойная обмотка (ее варианты) | 1984 |
|
SU1203639A1 |

