Изобретение относится к обработке давлением порошковых материалов, а именно к прессованию тонких пластин из твердых сплавов, ферритов, абразивных и других керамических и композиционных материалов.
Известна пресс-форма для прессования изделий из порошков, содержащая матрицу, верхний и нижний пуансоны, стержень и подкладку с пазами, при этом нижний пуансон снабжен выступами и установлен с возможностью поворота относительно стержня до совмещения его выступами с пазами подкладки, в матрице выполнены прорези, а в боковой поверхности нижнего пуансона отверстия, при этом центральный угол, образованный осями соседних отверстий, на величину не менее, чем do360/πDп, где dо диаметр отверстия; Dn диаметр пуансона [1]
Недостатками данного устройства являются низкая производительность, связанная с большой трудоемкостью выпрессовки изделий, а также низкие технологические возможности из-за отсутствия механизма регулирования высоты загрузочной камеры.
Наиболее близким к изобретению по технической сущности и доступному эффекту является пресс-форма для прессования тонких изделий из порошкового материала, содержащая плиту, размещенную на ней матрицу с прорезью на боковой поверхности, и расположенные внутри матрицы верхний пуансон, подложку и нижний пуансон с отверстиями на боковой поверхности, который установлен с возможностью вертикального перемещения и поворота относительно матрицы и центрального стержня [2]
Недостатком данной пресс-формы является использование резьбовой пары для вертикального перемещения нижнего пуансона, которая постоянно испытывает нагрузки от технологического усилия, в результате при каждом прессовании происходит обжим резьбы, что затрудняет перемещение нижнего пуансона при выталкивании отпрессованного изделия, необходимо прикладывать значительные усилия, которые будут возрастать после каждой прессовки. Применение резьбовой пары, не обеспечивающей необходимой надежности при восприятии технологического усилия, приводит к необходимости введения лишней операции при настройке пресс-формы, а именно постоянного разворачивания нижнего пуансона до упора в подкладку после засыпке порошка в матрицу, что увеличивает время настройки. Кроме того, применение такой настроечной операции с использованием резьбовой пары приводит к нестабильности размеров прессуемых изделий по высоте из-за зазоров образующихся в соединении вследствие интенсивного износа.
Таким образом, основными недостатками известных устройств являются большая трудоемкость выпрессовки, низкая надежность и неудовлетворительная точность прессуемых изделий.
Задача изобретения создание пресс-формы, обеспечивающей возможно меньшую трудоемкость настройки и выпрессовки изделий, обладающей надежностью и точностью настройки.
Задача решается тем, что предлагаемая пресс-форма для прессования тонких изделий из порошкового материала, содержащая плиту, размещенную на ней матрицу с прорезью на боковой поверхности, и расположенные внутри матрицы верхний пуансон, подложку и нижний пуансон с отверстиями на боковой поверхности, который установлен с возможностью вертикального перемещения и поворота относительно матрицы и центрального стержня, согласно изобретению снабжена по меньшей мере двумя осями с подшипниками и гайками, предназначенными для фиксации положения нижнего пуансона, при этом прорезь ан боковой поверхности матрицы выполнена по спирали и в ней размещены подшипники, а каждая из осей расположена в матрице, причем ее один конец жестко закреплен в отверстии на боковой поверхности нижнего пуансона, а на другом конце установлена гайка.
Предлагаемая конструкция пресс-формы по сравнению с прототипом позволяет проще, быстрее и с приложением меньшего усилия осуществлять выпрессовку изделия и последующую настройку пресс-формы, исключив при этом лишние операции при настройке. В тоже время данный привод по сравнению с резьбовой парой имеет более развитую контактную поверхность, воспринимающую технологическую нагрузку, что позволит снизить удельное давление на детали пресс-формы и повысить надежность устройства, исключив возможность стопорения привода.
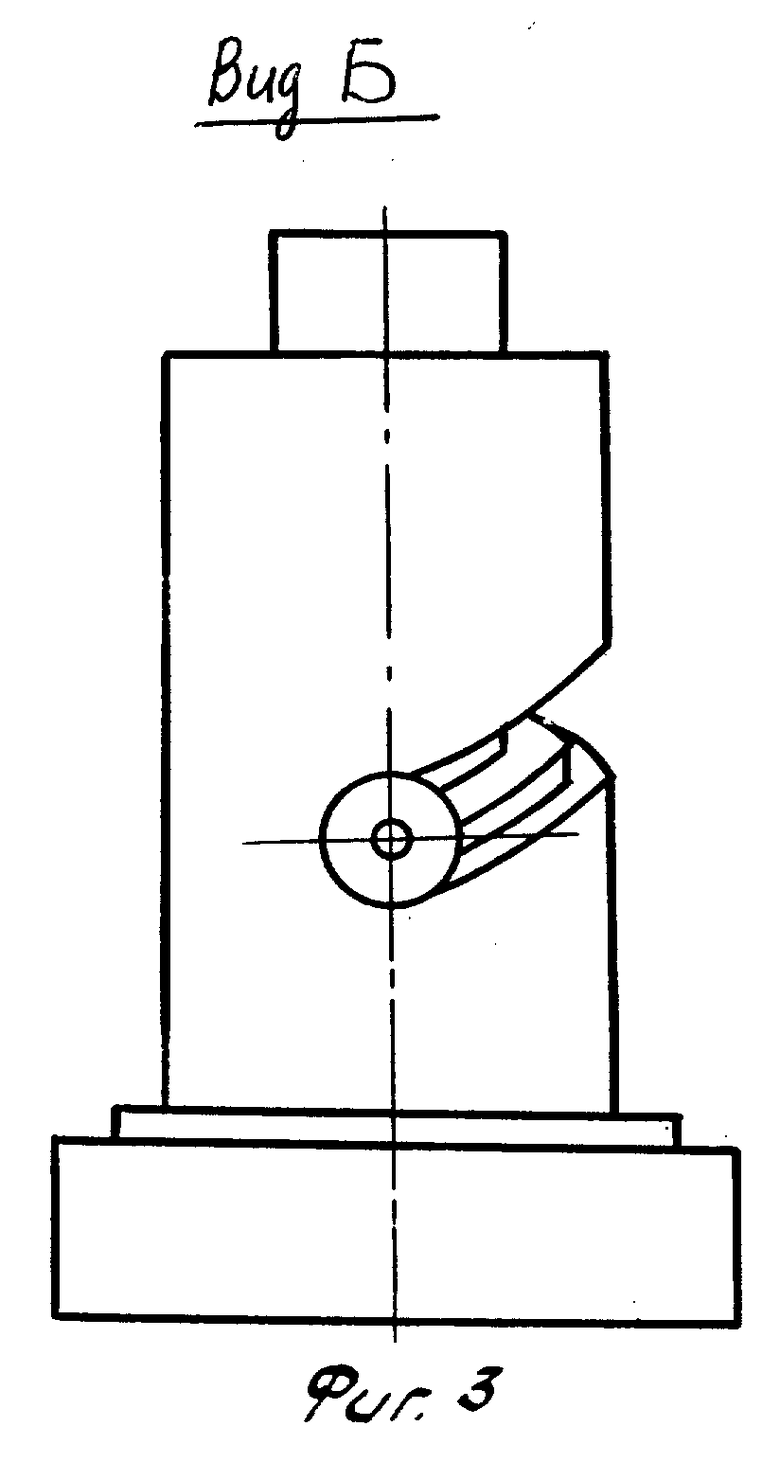
На фиг. 1 изображена предлагаемая пресс-форма, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 вид Б на фиг. 1.
Пресс-форма состоит из плиты 1, смонтированной на ней матрицы 2 с прорезью на боковой поверхности, расположенного внутри матрицы 2 верхнего пуансона 6, подложки 5 и нижнего пуансона 3 с отверстиями на боковой поверхности. Прорезь на боковой поверхности матрицы выполнена по спирали и в ней установлены подшипники 7 на осях 8, у которых один конец закреплен в отверстиях на боковой поверхности нижнего пуансона 3, а другой выполнен резьбовым (с разным направлением резьбы) и на него установлены фиксирующие гайки 9.
Пресс-форма работает следующим образом.
Из исходного положения, соответствующего совмещенному зеркалу матрицы 2 с формирующей плоскостью подложки 5, вращением нижнего пуансона 3 относительно неподвижной матрицы 2 и стержня 4 пуансон опускается на необходимую высоту засыпки. При движении пуансона 3 установленные на осях 8 подшипники 7 ходят по прорези матрицы 2. Поворотом фиксирующих гаек 9 пуансон 3 закрепляется на необходимой высоте, засыпается и разравнивается порошок, а затем нижний пуансон 3 опускается до упора в плите 1. В матрицу 2 устанавливается верхний пуансон 6, собранная пресс-форма переносится на пресс и затем производится прессование, после которого поворотом нижнего пуансона 3 изделие выталкивается и вместе с подложкой 5 переходит на следующую операцию.
При этом была спроектирована опытно-промышленная пресс-форма для прессования тонких колец из порошков бариевых ферритов. Наружный диаметр кольца 47 мм; внутренний 39±0,05 мм; толщина 2,5±0,01 мм.
В соответствии с размерами изделия назначены размеры матрицы, пуансона и центрального стержня с учетом усадки прессовки при спекании. Угол наклона касательной к прорези в матрице 40o, что позволяет регулировать насыпную высоту в пределах до 30 мм и получать прессовки толщиной до 10 мм.
Предлагаемая пресс-форма может быть использована в различных производствах порошковой металлургии для прессования изделий из магнитных порошков, твердых сплавов, абразивных и других порошковых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования супертонких изделий из порошка | 1984 |
|
SU1146132A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| ПРЕСС-АВТОМАТ ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2134970C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЕГМЕНТОВ ПОДПЯТНИКА ГИДРОГЕНЕРАТОРА | 1993 |
|
RU2085773C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| МЕХАНИЧЕСКИЙ СЪЕМНИК | 1997 |
|
RU2103157C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 1997 |
|
RU2124785C1 |
| Пресс-форма для формования изделий из порошка | 1989 |
|
SU1673270A1 |
| ПРЕСС-ФОРМА ДЛЯ НАПРЕССОВКИ ПОРОШКОВОГО СЛОЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОГО ДИСКА | 1990 |
|
RU2030970C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
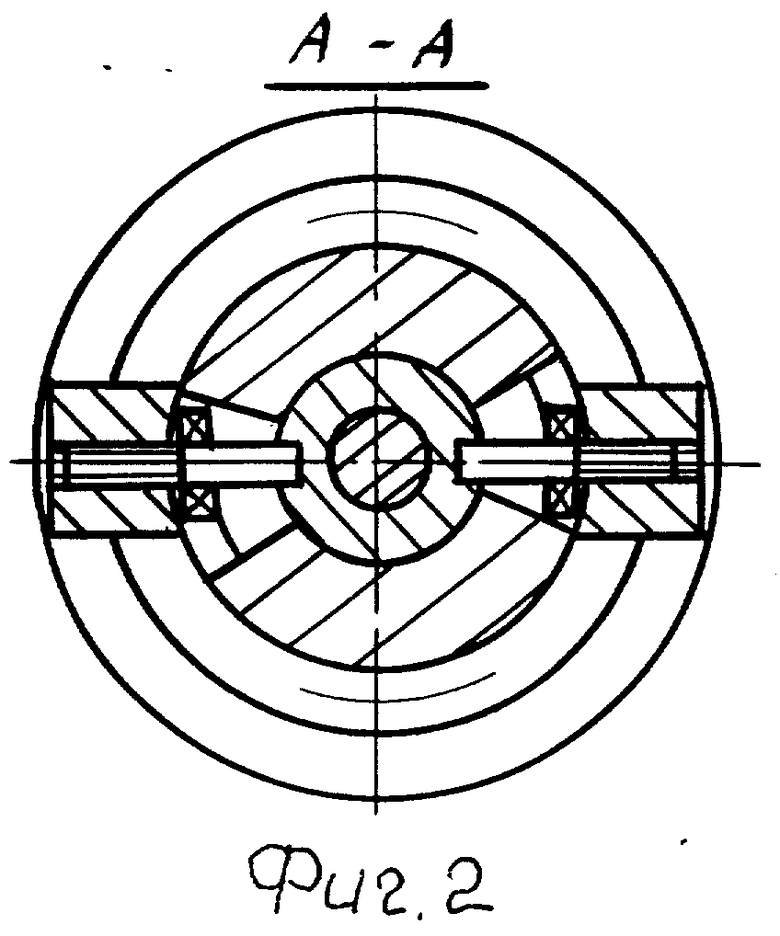
Использование: прессование тонких изделий из твердых сплавов, ферритов, абразивных и других керамических и композиционных материалов. Сущность изобретения: пресс-форма для прессования тонких изделий из порошкового материала содержит плиту 1, размещенную на ней матрицу 2 с прорезью на боковой поверхности, которая выполнена по спирали, подложку 5, нижний 3 и верхний 4 пуансоны. Пресс-форма снабжена по меньшей мере двумя осями 8 с подшипниками 7 и гайками 9, предназначенными для фиксации положения нижнего пуансона 3. Подшипники 7 размещены в прорези матрицы 2 и установлены на осях 8, каждая из которых расположена в матрице 2, причем ее один конец жестко закреплен в отверстии на боковой поверхности нижнего пуансона 3, а на другом конце установлена гайка 9. При движении нижнего пуансона 3 вверх-вниз подшипники 7 ходят в прорези матрицы 2. 3 ил.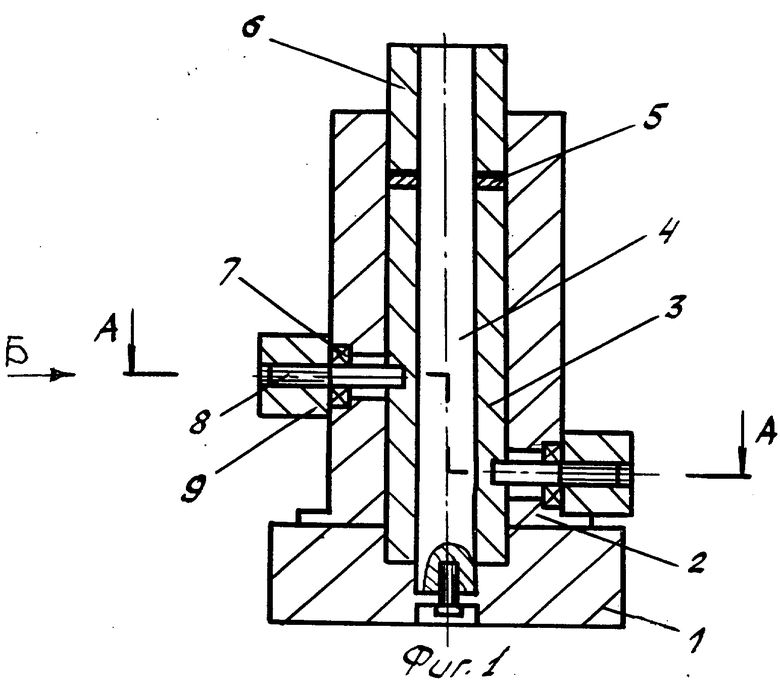
Пресс-форма для прессования тонких изделий из порошкового материала, содержащая плиту, размещенную на ней матрицу с прорезью на боковой поверхности, и расположенные внутри матрицы верхний пуансон, подложку и нижний пуансон с отверстиями на боковой поверхности, который установлен с возможностью вертикального перемещения и поворота относительно матрицы и центрального стержня, отличающаяся тем, что пресс-форма снабжена по меньшей мере двумя осями с подшипниками и гайками, предназначенными для фиксации положения нижнего пуансона, при этом прорезь на боковой поверхности матрицы выполнена по спирали и в ней размещены подшипники, а каждая из осей расположена в матрице, причем ее один конец жестко закреплен в отверстии на боковой поверхности нижнего пуансона, а на другом конце установлена гайка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1146132, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аронин И.Я., Калия М.А | |||
| Новая пресс-форма для прессования тонких пластин из твердых сплавов | |||
| - Порошковая металлургия, 1986, N 10. | |||
