4аь: Ф
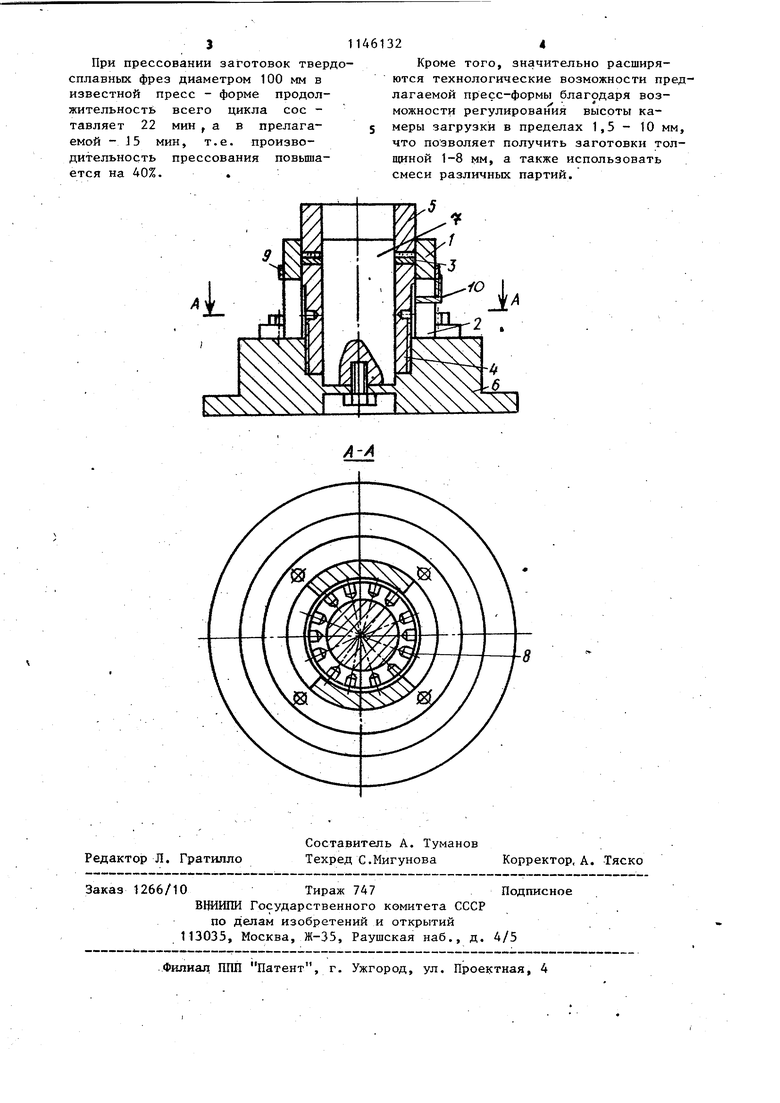
1 . 1 Изобретение относится к области порошковой металлургии, в частности к пресс-формам для прессования, лине ные размеры которых значительно (в 50 и более раз) превьшают их высоту. Известна пресс-форма для прессования металлокерамических изделий, состоящая из верхней плиты, в которой закреплен верхний пуансон, корпуса, в котором установлены матрица и стержень, подкладки, расположенной внутри корпуса на штангах, закреплен ных в верхней плите пресс-формы,нижнего пуансона, установленного на под кладке 1 Недостатком данной пресс-формы является низкое качество при прессовании супертонких изделий. Наиболее близкой к изобретению по технической сущности и достигаемому результату является пресс-форма для прессования еупертонких изделий из порошка, включающая матрицу с прорезями, верхний пуансон, установленный с возможностью вращения )нижНИИ пуансон с радиальными.отверстиями в нижней ,его части, стержень и подкладку 2. Недостатками известной пресс-формы являются недостаточная производительность, что вызвано большой трудо емкостью выпрессовки изделий, а также невозможность регулирования высоты камеры загрузки, что снижает технологические возможности прессформы. Целью изобретения является повышение производительности прессования и расширение технологических возможностей пресс-формы. Указа;нная цель достигается тем, что пресс-форма для прессования су-; пертонких изделий из порошка, включа ющая матрицу с прорезями, верхний пуансон,установленный с возможностью вращения нижний пуансон с радиальными отверстиями в нижней его части, стер жень и подкладку, снабжена подложкой матрица и стержень выполнены жестко закрепленными в подкладке, нижний п ансон установлен с возможностью вертикального перемещения посредством резьбовогосоединения с подкладкой, а подложка размещена на верхнем торц ниЛнего пуансона. Матрица снабжена лимбом, а нижний пуансон - указателем. На чертеже представлена предлагаемая пресс-форма. 22 Пресс-форма состоит из матрицы 1, в нижней части которой выполнены прорези 2, подложки 3, размещенной на нижнем пуансоне 4 в полости матрицы 1 , верхнего пуансона 5, подкладки 6, к которой жестко крепятся стержень 7 и матрица 1. Нижний пуансон 4 образует с подкладкой 6 резьбовую пару, а на его боковой поверхности имеются отверстия 8. Центральный угол, образованньй осями двух соседних отверстий, не превышает центрального угла, ограничивающего прорези 2 матрицы 1. Кроме того, на наружной боковой поверхности матрицы 1 закреплен лимб 9, а на нижнем пуансоне 4 - указатель 10. Пресс-форма работает следующим образом. В отверстие 8 нижнего пуансона 4 через прорезь 2 матрицы 1 вводят специ льный стержень (не показан), с помощью которого производят разворот нижнего пуансона 4 относительно неподвижных подкладки 6, матрицы 1 и стержня 7. Поскольку нижний пуансон 4 образует с подкладкой 6 резьбовую пару, его разворот сопровождается вертикапьным перемещением. По лимбу 9, закрепленному на матрице 1, выставляют требуемую высоту загрузочной камеры, после чего производят засьшку порошка, тщательно разравнивая его по зеркалу матрицы 1. После этого, разворачивая нижний пуансон 4 до упора, производят его опускание вместе с подложкой 3 и порошком, что позволяет ввести в полость матрицы 1 верхний пуансон 5. Собранную пресс-форму помещают под пресс и производят прессование. Вьшрессовку изделия производят также поворотом йижнего пуансона 4. При этом последний,перемещаясь вертикально вв.ерх, выталкивает из полости матрицы 1 верхний пуансон 5 и спрессованное на подложке 3 изделие, которое с помощью подложки 3 переносят к сушильным шкафам для дальнейших технологических операций. При прессовании изделий, линейные размеры которых значительно превышают их высоту, на операцию выпрессовки затрачивается 7 мин, что связано с необходимостью постоянного извлеченйЯвстержня и освобождения изделия от матрицы. Время, затрачиваемое на выпрессОвку изделия из предлагаемой прессформы, не превышает 2 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ТОНКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОГО МАТЕРИАЛА | 1996 |
|
RU2100185C1 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1080929A1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Пресс-форма | 1986 |
|
SU1329912A1 |
| Пресс-форма для прессования изделий из порошка | 1981 |
|
SU1016070A1 |
| Пресс-форма для одностороннего прессования металлического порошка | 1981 |
|
SU1014654A1 |
| Пресс-форма для формования изделий из порошка | 1980 |
|
SU954182A1 |
1. ПРЕССНЮРМА Д1Ш ПРЕССОВАНИЯ СУПЕРТОНКИХ ИЗДЕЛИЙ ИЗ ПОРШКА, включающая матрицу с прорезями. верхний пуансон, установленный с воз-, можностью вращения нижний пуансон N с раднальньвш отверстиями в нижней его части, стержень и подкладку, .отличающаяся тем, что, с целью повышения производительности прессования и расширения ее технологических возможностей, она снабжена подложкой, матрица и стержень выполнены жестко закрепленньми в подкладке, нижний пуансон установлен с возможностью вертикального перемещения посредством резьбового соединения с подкладкой, а подложка размещена на верхнем торце нижнего пуансона. 2.„Пресс-форма по п. 1, о т л и О ь чающаяся тем, что матрица сна жена лимбом, а нижний пуансон - указателем.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Пресс-формы для порошковой металлургии | |||
| Киев, Техника, 1970, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке №3481094/22-02, ИМ | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
